1
Изобретение относится к вычислительной технике и может быть использовано при изготовлении многоотверстных ферритовых пластин (МФП) для запоминающих устройств
(ЗУ).
Известны способы изготовления МФП, основанные на выполнении отверстий в эластичной ферритовой ленте. Однако они характеризуются низкой производительностью и невозможностью получения топких рабочих перемычек между отверстиями : и краем пластины.
Целью изобретения является уменьшение толндины перемычек между отверстиями и краем пластины при сохранении постоянства их магнитных свойств.
Это достигается тем, что между слоями калиброванной эластичной ферритовой ленты прокладывают металлические пуансоны, спрессовывают полученную заготовку, вынимают металлические пуансоны, разрезают спрессованную заготовку на пластины и проводят высокотемпературный обжиг.
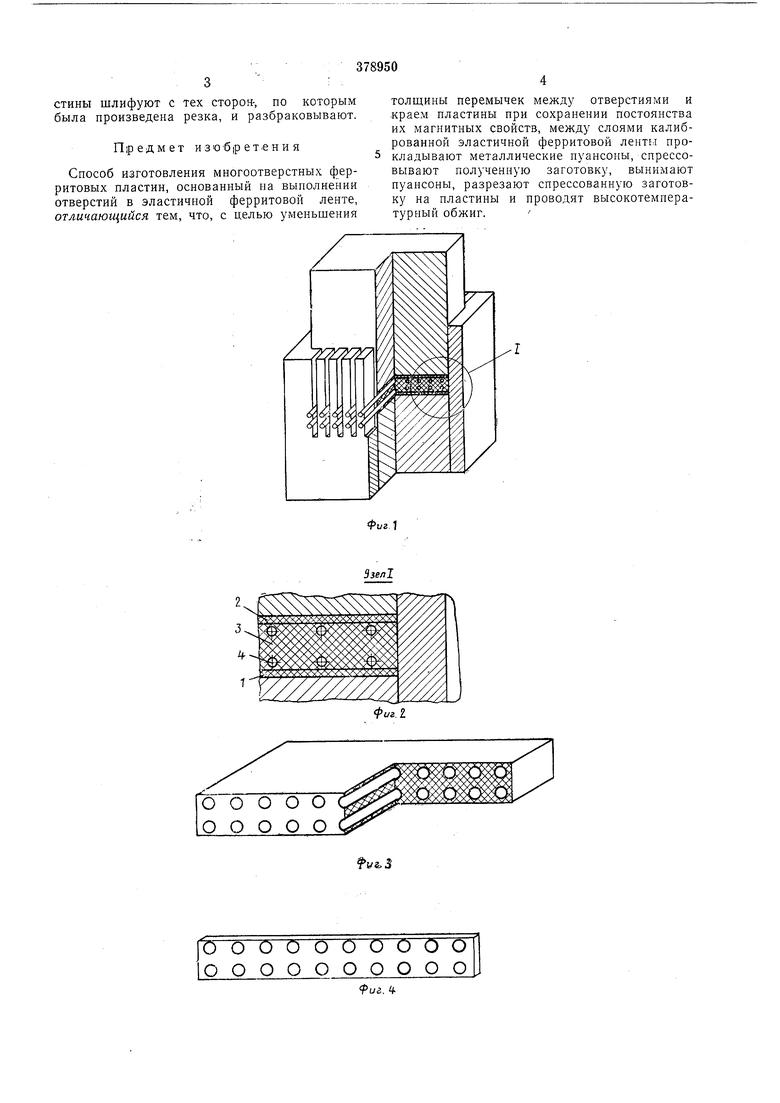
На фиг. 1 изображена пресс-форма для изготовления МФП по предлагаемому способу; па фиг. 2 - узел Пресс-формы; па фиг. 3 - спрессованная заготовка с вынутыми металлическими пуансонами; на фиг. 4 - отдельная МФП.
Литье эластичной ферритовой ленты ведется по известной технологии на подложку иа полиэтиленовой пленки через фильеру на литьевой машине, дающей возможность получить ферритовую ленту толщиной 50-
300 мк при ширине 80 мм и скорости 2 м/мин. После высыхания ферритовую ленту отделяют от подложки и подвергают прокату на прецизионных вальцах до требуемых размеров.
Для реализации предлагаемого способа изготовления МФП необходимо приготовить калиброванную эластичную ферритовую ленту двух типов: жесткую - для внешних слоев заготовки и -пластичную - для внутренних
слоев. Далее из калиброванной эластичной ферритовой ленты вырубают слои необходимых размеров. Затем в специальную прессформу закладывают внешние слои /, 2 из жесткой ферритовой ленты, внутренний слой
3 из пластичной ферритовой ленты и металлические пуансоны 4, формирующие отверстия. Полученную заготовку спрессовывают, прямо Б пресс- орме вынимают металлические пуансоны и после этого разбирают
пресс-форму.
Спрессованную заготовку (см. фиг. 3) разрезают на отдельные пластины в направлении, перпендикулярном отйерстиям (см. фиг. 4), и подвергают утильному и высокотемпературному обжигу. После обжига пластины шлифуют с тех сторон-, по которым была произведена резка, и разбраковывают.
П ip е д м е т и з ю -б |p е т е н и я
Способ изготовления многоотверстных ферритовых пластин, основанный на выполнении отверстий в эластичной ферритовой ленте, отличающийся тем, что, с целью уменьшения
толщины перемычек между отверстиями и краем пластины при сохранении постоянства их магнитных свойств, между слоями калиброванной эластичной ферритовой лентм прокладывают металлические пуансоны, спрессовывают полученную заготовку, вынимают пуансоны, разрезают спрессованную заготовку на пластины и проводят высокотемпературный обжиг.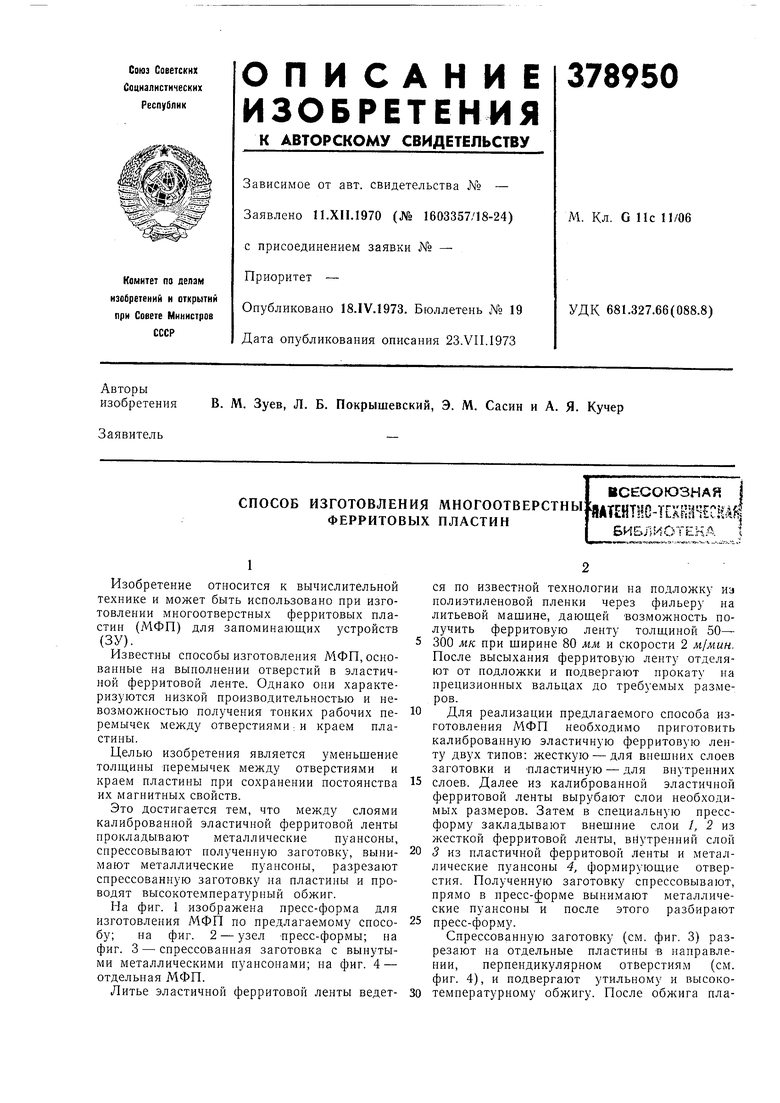
00000
О О О О О
