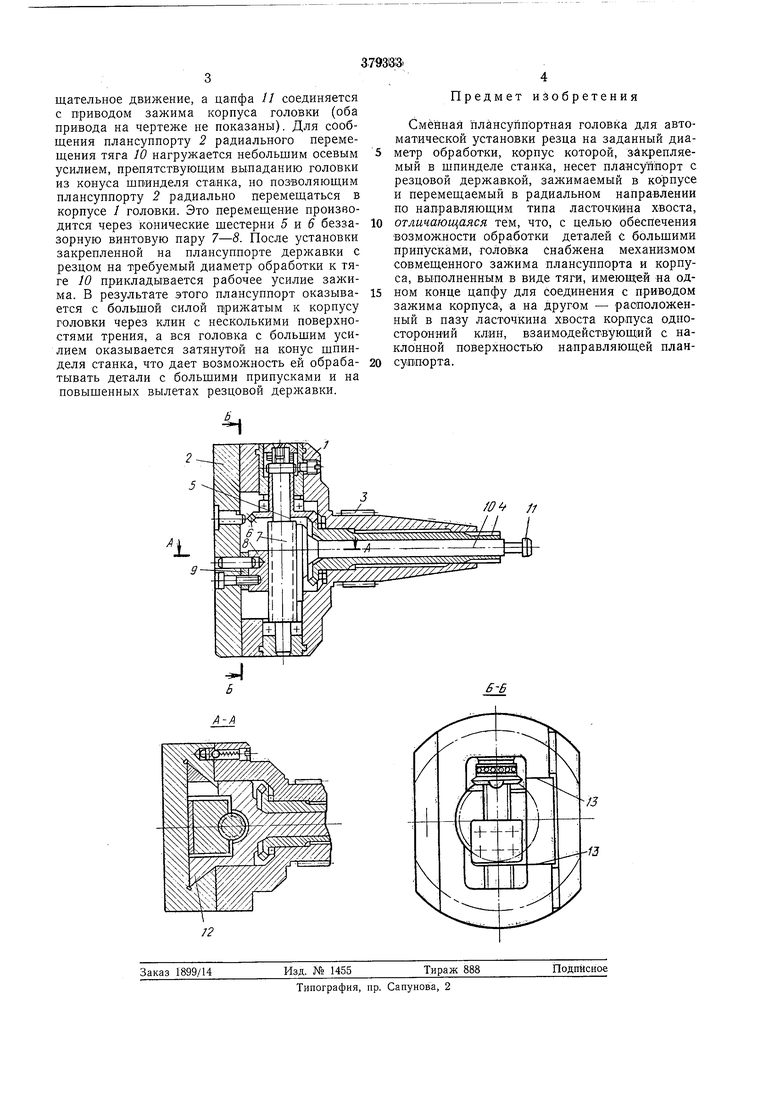
Изобретение относится к станкам сверлильно-расточной группы, преимущественно с программным управлением. Известны сменные плансуппортные головки для автоматической установки резца на заданный диаметр обработки, корпус которых, закрепляемый в шпинделе станка, несет плансуппорт с резцовой державкой, зажимаемый в корпусе и перемещаемый в радиальном направлении по направляющим типа ласточкина хвоста. Предлагаемая головка отличается от известных тем, что она снабжена механизмом совмещенного зажима плансуппорта и корпуса, выполненным в виде тяги, имеющей на одном конце цапфу для соединения с приводом зажима корпуса, а на другом - расположенный в пазу ласточкина хвоста корпуса односторонний клин, взаимодействующий с наклонной поверхностью направляющей плансуппорта. Указанные отличия позволяют обеспечить возможность обработки деталей с большими припусками. На чертеже изображена описываемая головка, продольный разрез и разрезы по А-Л и Б-Б. В корпусе / в направляющих типа ласточкина хвоста расположен плансуппорт 2 и закрепленная на нем державка с резцом (на чертеже не показаны). Для сообщения головке вращательного движения на корпусе головки имеется зубчатый венец 3, соединяющийся с соответствующим венцом щпинделя станка. Головка снабжена механизмами радиального перемещения и зажима плансуппорта. Механизм радиального перемещения имеет приводной вал 4 с зубчатой полумуфтой на одном конце и конической щестерней 5 на другом. Шестерня 5 связана с шестерней 6, насаженной на винт 7, с которым в беззазорном зацеплении находится полугайка 8, закрепленная на плансуппорте 2. Компенсатор 9 служит для выборки зазора в винтовой паре. Механизм зажима плансуппорта содержит тягу 10, имеющую на одном конце цапфу 11 для соединения с приводом зажима корпуса, а на другом - односторонний клин 12, сидящий в пазу 13 ласточкина хвоста корпуса / головки и находящийся в контакте с наклонной нацравляющей поверхностью плансуппорта, охватывающей ласточкин хвост. Угол наклона клина такой же, как и угол наклона ласточкина хвоста. Работает головка следующим образом. При установке головки в шпиндель станка зубчатая полумуфта приводного вала 4 соединяется со специальным приводом дифференциального типа, сообщающим приводному валу 4 вра
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка | 1990 |
|
SU1748962A1 |
| Резцовая головка | 1983 |
|
SU1119784A1 |
| Шпиндельный узел | 1985 |
|
SU1281346A1 |
| Металлорежущий станок | 1984 |
|
SU1227367A1 |
| Переносный станок для обработки консольных цилиндрических деталей | 1990 |
|
SU1780936A1 |
| Расточная головка для обработки конических отверстий | 1978 |
|
SU732086A1 |
| Револьверная головка | 1987 |
|
SU1458095A1 |
| Шпиндельное устройство | 1982 |
|
SU1084117A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1992 |
|
RU2009795C1 |
| Универсальный станок для обработки труб | 1981 |
|
SU986546A1 |
