(54) РАСТОЧНАЯ ГаЮВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ОТВЕРСТИЙ
1
Изобретение относится к станкостроению и может быть использовано на расточных станках для обработки конусных отверстий.
Известна головка для расточки конических отверстий, в которой подача резца осуществляется посредством зубчатой и червячной передач на винтовую пару от храпового механизма с неподвижно установленной собачкой 1 .
Недостатком указанной головки является то, что она не обеспечивает плавной подачи резца и в ней сложна настройка на расточку отверстий разной конусности.
Наиболее близкой к изобретению является расточная головка для обработки конических отверстий, корпус которой крепится к планшайбе. Расположенная в нем резцедержавка с резцами перемещается в осевом направлении тягой, на фланце которой выполнены зубья, взаимодействующие с поворотной частью резцовой голоБкиГ2}.
Недостатком этой расточной головки является малый диапазон конусности обрабатываемых конических отверстий. Кроме того, размещение тяги под углом и щарнирное соединение ее с выдвижным щпинделем станка не обеспечивает жесткости резцовой
головки и точности осевой подачи, вследствие чего исключается возможность обработки глубоких конических отверстий.
Целью изобретения является расширение диапазона обрабатываемых деталей и повышение жесткости расточной головки.
Указанная цель достигается тем, что в корпусе расточной головки жестко закреплена зубчатая рейка, которая кинематически связана с ползуном, несущим резцедержатель и установленным в направляющих
10 оправки, жестко соединенной со шпинделем станка.
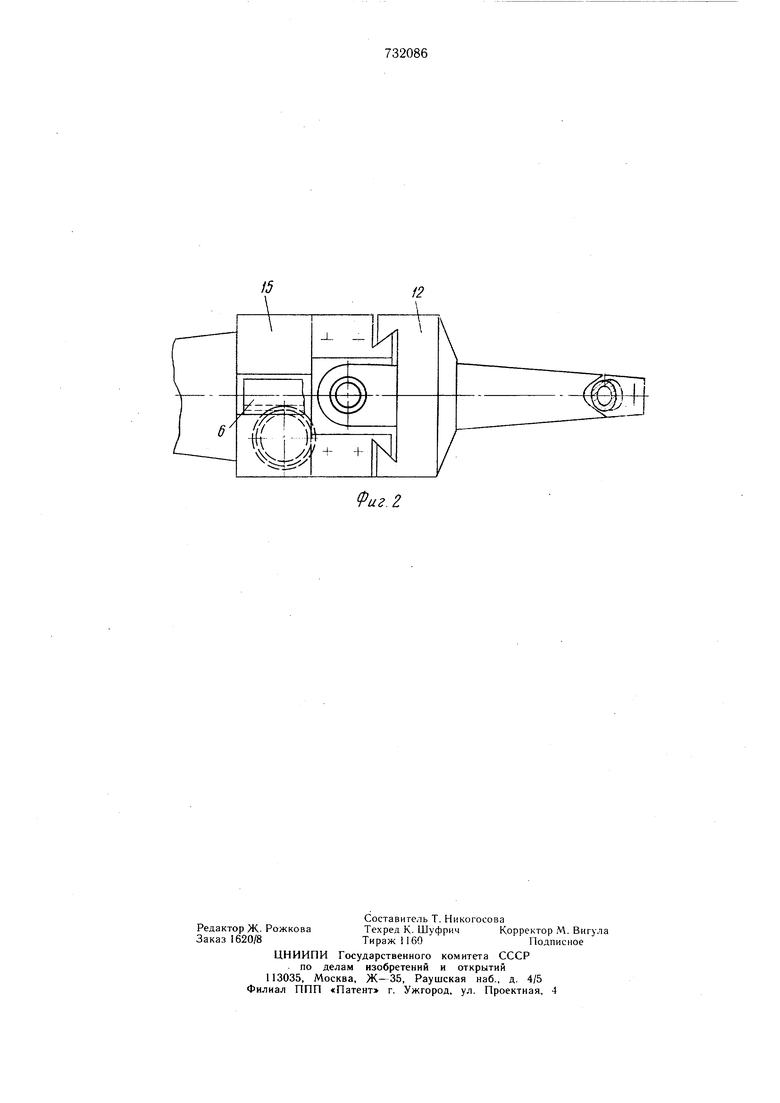
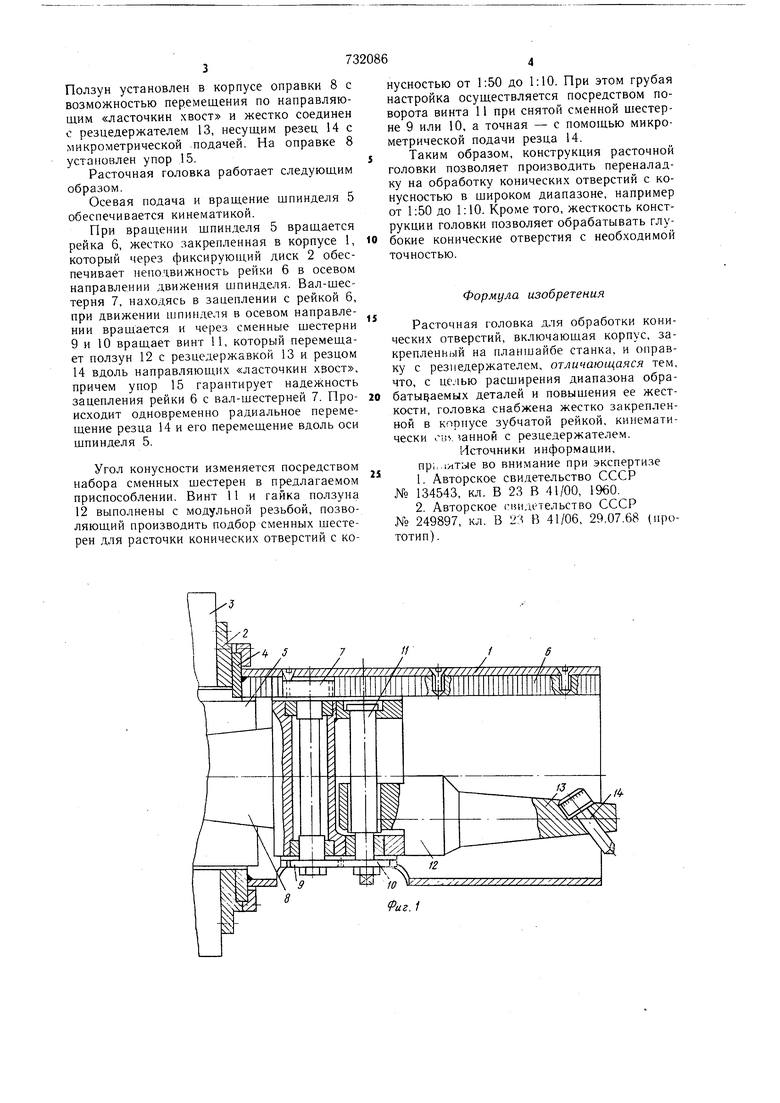
На фиг. 1 изображена расточная головка для обработки конических отверстий, продольный разрез; на фиг. 2 - оправка с цедержателем.
Корпус 1 расточной головки жестко соединен с фиксирующим диском 2, закрепленным на планшайбе 3 станка посредством кольца 4, сопрягаемого по пазу шпинделя 5 расточного станка. В корпусе 1 неподвижно установлена зубчатая рейка 6, находящаяся в зацеплении с валом-шестерней 7, которая установлена в корпусе оправки 8, соединенной со щпинделем 5 станка, и через шестерни 9 и 10 и винт 11 связана с ползуном 12.
Ползун установлен в корпусе оправки 8 с возможностью перемещения по направляющим «ласточкин хвост и жестко соединен о резцедержателем 13, несущим резец 14 с микрометрической .подачей. На оправке 8 установлен упор 15.
Расточная головка работает следующим образом.
Осевая подача и вращение щпинделя 5 обеспечивается кинематикой.
При вращении щпинделя 5 вращается рейка 6, жестко закрепленная в корпусе 1, который через фиксирующий диск 2 обеспечивает неподвижность рейки 6 в осевом направлении движения щпинделя. Вал-п:естерня 7, находясь в зацеплении с рейкой 6, при движении шпинделя в осевом направлении вращается и через сменные шестерни 9 и 10 вращает винт И, который перемещает ползун 12 с резцедержавкой 13 и резцом 14 вдоль направляющих «ласточкин хвост, причем упор 15 гарантирует надежность зацепления рейки 6 с вал-щестерней 7. Происходит одновременно радиальное перемещение резца 14 и его перемещение вдоль оси щпинделя 5.
Угол конусности изменяется посредством набора сменных щестерен в предлагаемом приспособлении. Винт 11 и гайка ползуна 12 выполнены с модульной резьбой, позволяющий производить подбор сменных щестерен для расточки конических отверстий с конусностью от 1:50 до 1:10. При этом грубая настройка осуществляется посредством поворота винта 11 при снятой сменной шестерне 9 или 10, а точная - с помощью микрометрической подачи резца 14.
Таким образом, конструкция расточной головки позволяет производить переналадку на обработку конических отверстий с конусностью в щироком диапазоне, например от 1:50 до 1:10. Кроме того, жесткость конструкции головки позволяет обрабатывать глубокие конические отверстия с необходимой точностью.
Формула изобретения
Расточная головка для обработки конических отверстий, включающая корпус, закрепленный на планщайбе станка, и оправку с резцедержателем, отличающаяся тем, что, с целью расщирения диапазона обрабаты аемых деталей и повышения ее жесткости, головка снабжена жестко закрепленной в корпусе зубчатой рейкой, кинематически 015V чанной с резцедержателем.
Источники информации, прилитые во внимание при экспертизе
1Авторское свидетельство СССР № 134543, кл. В 23 В 41/00, 1%0.
2Авторское свидетельство СССР
№ 249897, кл. В 23 В 41/06, 29.07.68 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточное устройство | 1987 |
|
SU1703267A1 |
| Устройство для обработки кромок отверстий | 1977 |
|
SU611776A2 |
| Устройство для обработки конических отверстий | 1989 |
|
SU1708541A1 |
| Станок для механической обработки | 1978 |
|
SU841784A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Устройство для радиального перемещения резца | 1981 |
|
SU1066752A1 |
| Расточная головка | 1977 |
|
SU689784A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1973 |
|
SU384629A1 |
| Станок для обработки поршней | 1976 |
|
SU656744A1 |
| Устройство для радиального перемещения резца | 1975 |
|
SU599930A1 |