Изобретение относится к станкостроению и может быть использовано для обработки труб.
Известен станок для обработки труб содержащий установленный на станине механизм закрепления трубы, включающий корпус и призмы с приводом, подвижную бабку, имеющую .Щу с плансуппортом, .механизмы подач и привод вращения планшайбы tilНедостатком известного станка являются его ограниченные технологические возможности.
Цель .изобретения - расширение технологических возможностей путем увеличения количества выполняемых. на станке операций.
Для достижения этой цели на плансуппорте размещена кинематически связанная со шпинделем станка силовая головка , а между призмами механизма закрепления трубы установлено с возможностью поворота и осевого перемещения дополнительное устройство зажима, включающее поворотные кулачки, перемещающиеся перпендикулярно направлению движения призм механизма закрепления трубы.
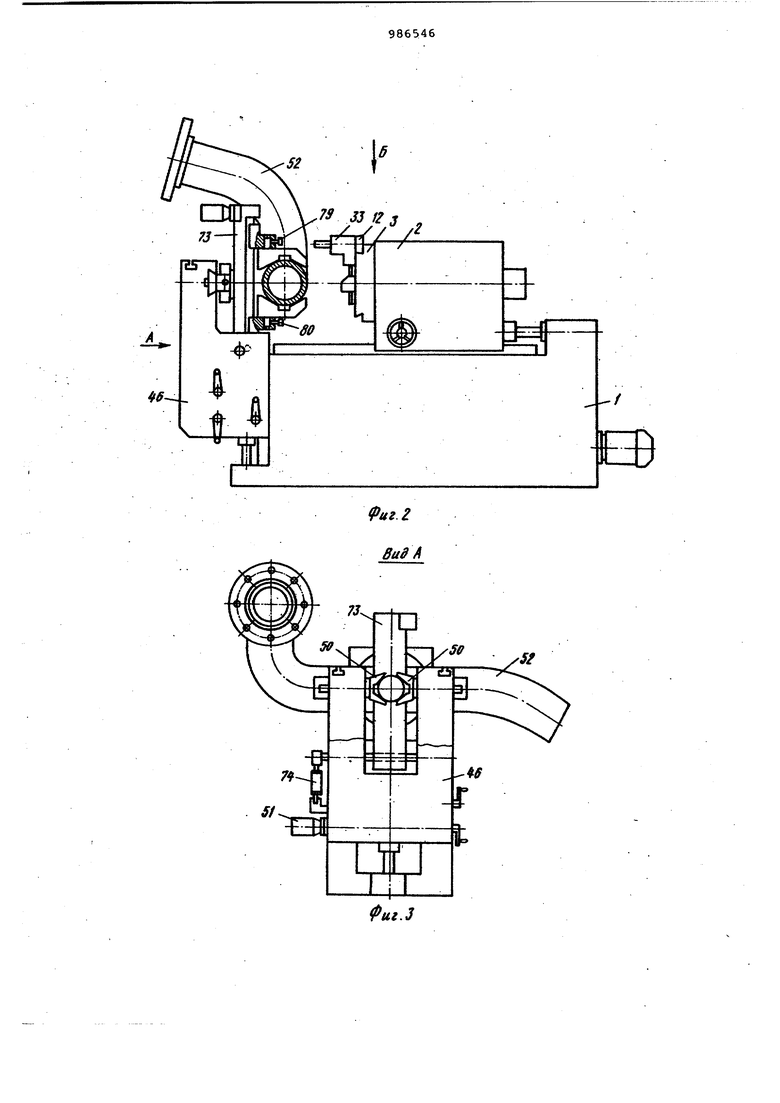
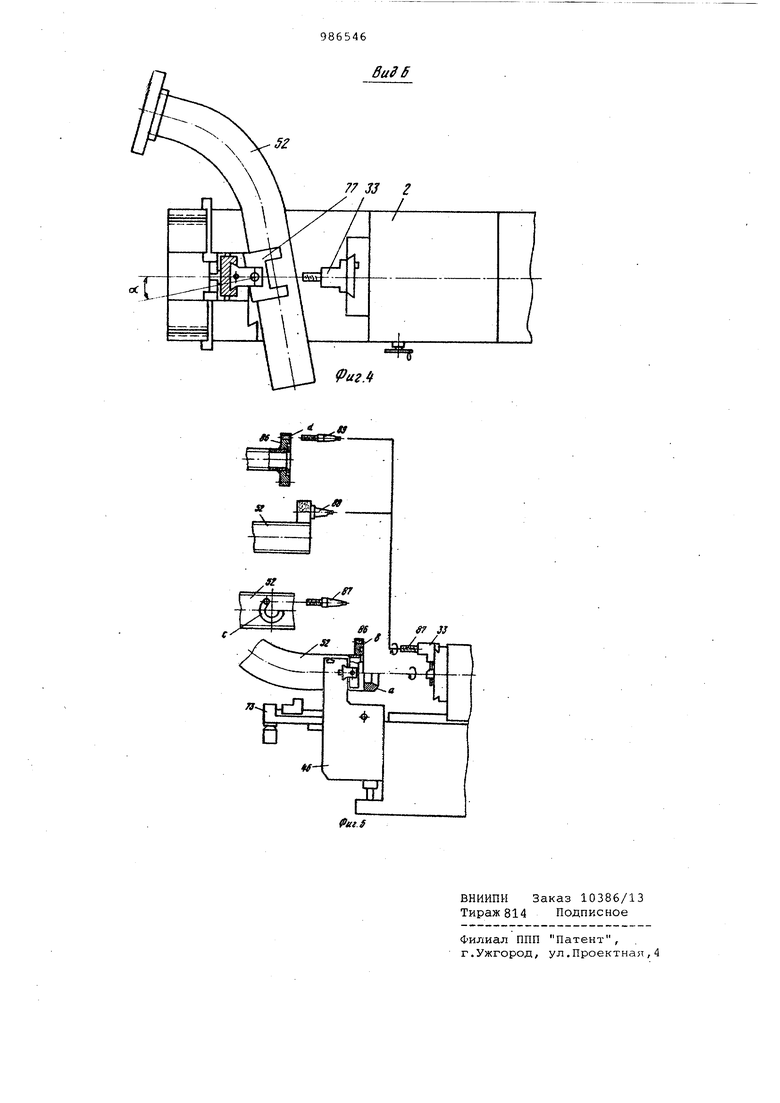
На фиг. 1 показана кинематическая схема станка; на фиг.2 общий вид станка на фиг.З вид А на фиг. 2; на . 4 - вид Б на фиг. 2, на фиг. 5 - схема технологических
:oneраций, выполняемых на станке. Станок содержит установленную подвижно на станине 1 бабку 2 с планшайбой 3, связанной с приводом 4 чер.ез коробку скоростей 5 и шестерни 6 и 7. Во внутренней полости план10шайбы 3 смонтирован шпиндель 8, связанный приводом 9 шестернями 10 и 11-, на планшайбе 3 установлен плансупг порт 12, связанный с приводом автоматических подач 13 через коробку по15дач 14,- дифференциал 15 и шестерни 16-2б и с приводсм ручных подач 27 через дифференцигш 28 и зубчатые пары 29, 30, 20, 21, 22, 23, 24, 25, 26. На плансуппорте 12 установлены
20
резцодержатель 31 с резцом 32 и силовая головка 33, несущая|итиндель 54, который связан с. шпинделем 8 шестернями 35-38.
Бабка 2 связана с Приводом авто25матических подач 13 через коробку подач 14, дифференцигш 39 и червяч.ную и винтовую пары 40, 41, 42 и с приводом ручных подач 43 - через дифференциал 39, червячную и винто30вую пары 44, 45,42. На станине
1 подвижно установлен механизм закрепления 46 трубы, на корпусе 47 которого размещены две каретки 48 и.49, несущие призмы 50. Каретки 48 и 49 связаны с механическим приводом 51 перемещения призм 50, предназначенных для закрепления .трубы 52 через дифференциалы 53 и 54 и шестерни 55-- 62 и ручным приводом установочных перемещений 63 закрепленной трубы 52 в горизонтальной плоскости через дифференциалы 53, 54 и шестерни 64, 65, 61, 62, 66, 67, 57, 58. Причем направление нарезки зубьев в червячных парах 55, 56 и 59, 60 соответственно правое и левое, а в червячных парах 64, 65и 66, 67. - правое. Ве:ртикаЛьнЬе перемещение механизма закрепления трубы 46 осуществляется приводом 68 или вручную, рукояткой 69 через червячный редуктор 70 и винтовую пару 71..
На оси 72, закрепленной в корпусе 47 механизма закрепления 46, установлен дополнительный приводной зажим 73 с возможностью поворота на 9О вокруг оси 72 с помощью гидроцилиндра 74. Дополнительный приводной, зажим 73 состоит из кареток 75 и 76, на которых установлены кулачки 77 и 78 с возможностью поворота относительно оси их закрепления. Для фиксации призм при повороте на заданньЕй угол oL предназначены винты 7 и 80.- Каретки 7,5, 76 связаны с приводом 81 их перемещений червячйой парой 82, 83 и винтом 84.
Для работы приводов 4,9,13,51,74, 68 и 81.предназначена .насосная станци 85 с пускорегулирующей гидроаппаратурой (на чертеже не показано). Станок обеспечивает выполнение операций по обработке торца d трубы 52 под сварку (.см.фиг.5, обработку привалочных поверхностей в фланца 86, приваренного к трубе 52, вырезку отверстий с в трубе 52 под заданным углом oL концевой фрезой 37, зачистку конца трубы 52 от окалины и ржавчины иглофрезой 88, сверление отверстий о( во фланце 86 сверлом 89.
Станок работает следующим образом
Для обработки торца d трубы 52 под сварку, труба 52 устанавливается в механизм закрепления 46 и фиксируется призмами 50 с помощью привода 51 по цепи 55, 56, 53, 57, 59, 60, 54, . После этого рукояткой 63 по цепи 6.4, 65, 54, 61, 62, 66, 67, 53, 57, 58 осуществляется перемещение призмы 50 с трубой 52 в горизонтальной плоскости относительно оси вращения планшайбы 3, осуществляя центровку в горизонтальной плоскости. Центровка в вертикальной плоскости осуществляется от привода 68 через редуктор70 и винтовую пару 71 перемещением механизма закрепления 46 с трубой 52. Обработка осуществляется резцом 32 при вращении планшайбы3 приводом 4,через коробку скоростей 5 и зубчатую пару 6,7. При этом дополнительньой зажим 73 повернут вокруг оси 72 на 90.
Перемещение резца 32 с рабочими автоматическими подачами осуществляется от привода 13 через коробку подач 14 и цепь 1, 17, 18,19, 15, 20, 21 ;22, 23, 24, 25, 26, 12 и с- ручными подачами - от рукоятки 27 по цепи 29, 30, 28, 20, 21, 22, 23, 24, 25, 26, 12. Перемещение бабки 2 с резцом 32 в осевом направлении с рабочими автоматическими подачами осуществляется от привода 13 через коробку подач 14 по цепи 40, 41, 39, 42 и с ручными подачами - рукояткой 43 по цепи 44, 45, 39, 42.
Обработка уплотнительных поверхностей в фланца 86 после закрепления его призмами 50, осуществляется резцо1У( 32 с использованием ручных радиальных подач плансуппорта 12 при вращении рукоятки 27 и осевых подач бабки 2 при вращении рукоятки 43, а также автоматических подач с помощью двигателя 13.
Операция по вырезке отверстия с в трубе 52 под отростки осуществляется следующим образом.
Дополнительный приводной зажим 73 с помощью гидроцилиндра 71 поворачивается на 90;. Труба 52 зажимается элементами 77 и 78 зажима 73 при помощи привода. 81 через червячную и винтовую пары 82, 83 и 84. Если отверстие необходимо выполнить под углом cL к оси трубы 52, то элементы 77 и 78 зажима 73 устанавливаются под углом oL К оси планшайбы 3 и фиксиру.ются винтами 79 и 80. Центровка оси выполняемого отверстия с осью планшайбы 3 осуществляется в горизонтальной плоскости рукояткой 63 -по цепи 64, 65, 54, 61, 62, 66, 67, 53j57,58 лосле фиксации призмами- 50 дополнительного приводного зажима 73 в рабочем положении приводом 51 по цепи 55, 56,53, 57,58,59,60,,61,62 Центровка в вертикальной плоскости трубы,52 осуществляется от привода 68 через редуктор 70 и винтовую пару ,71 перемещением зажимного устройства 46. Далее на плансуппорт 12 устанавливается силовая головка 33, в шпиндел1з 34 -которой устанавливается концевая фреза 87. Вращением рукоятки 27 через цепь 29, 30, 28, 20, 21,22; 23, 24, 25, 26 плансуппорт 12 вместе с силовой головкой 33 выводится в радиальном направлении-на необходимый диаметр расположения выполняемого отверстия с . Приводится во вращение фреза 87 от привода 9 через цепь 10, 11, 35, 36, 37, 38. Вращением рукоятки 43 через цепь 44, 45, 39, 42 бабка 2 пе емещается в осевом направлении, при этом фреза 87 прорезает стенку трубы 52. Круговая подача фрезы 87 осу ществляется за счет вращения план айбы 3 от привода 4 через коробку /скоростей 5 и зубчатую пару 6 и 7. Величина подача устанавливается регулятором расхода на чертеже не показан ) масла, поступающего от насосной станции 85. Отверстия с дмаметром до 0,6 мм в трубах 52 под отростки могут вьшолняться сверлом 89/ устанавливаемым в шпинделе 8 пр снятой силовой 17оловке 33 с использованием осевой подачи бабки 2 по цепям 43, 44, 45, 42 и 13, 14, 40, 41, 42. Зачистка концов труб от окалины и ржавчины осуществляется иглофрезой 88, которая вставляется в шпин деь 34 силовой гсловки 33 при ее вр щении от привода 9 по цепи 10, 11, 35, 36, 37, 38 и вращении планшайбы 3 с круговой подачей по цепи 4, 6, 7. Тру&а 52 при этом закрепляется призмами 50 механизма закреплени трубы 46 и центруется с помощью рук ятки 63 и привода 51. Изменение рад альногЬ положения иглофрезы 88 отно сительно обрабатываемой трубы 52 ос ществляется рукояткой 27 перемещением плансуппорта 12 по цепи 29, 30 20, 21, 22, 23, 24, 25, 26. Сверление отверстий во фланцах 86, приваренных к трубам 52, рсуществ ляется сверлом 89, установленным в шпиндель 34 силовой головки. 33. Вращение сверла 89 осуществляется от привода 9 .через цепь 10, 11, 35, 36, 37, .38. Подача свер ла 89 осуществляется перемещением бабки 2 в осевом направлении при вращении рукоятки. 43 или с помощью привода 13 по цепи 44, 45, дифферен циал 39, винт 42. Фланец 86 с прива ренной трубой закрепляется призмами 50 механизма закрепления 46 и центруется с помощью рукоятк.и 63 и |69. Установка сверла 89 на необходи м радиус расположения отверстий d во фланце 86 ос5пцествляется вращением рукоятки 27 по цепи подач плансуппорта 12 через зубчдтые пары 29, 30, 20, 21, 22, 23, 24, 25, 26. Последовательным фиксированным поворотом планшайбы 3 вокруг своей оси на угол расположения отверстий с) во фланце 86 осуществляется установка сверла 89 против выполняемого отверстия d . Такое выполнение станка расширя- ет его технологические возможности за счет увеличения количества выполняемых операций: станок;обеспечивает вырезку отверстий в трубах под отростки, зачистку концов труб от окалины и ржавчины и сверление отверстий во фланцах, приваренных к трубам, наряду с операциями по обработке концов труб под сварку и обработке уплотнительных поверхностей фланцев, приваренных к трубам. Формула изобретения Универсальный станок для обработи труб, содержащий установленные на станине привод с механизмом закрепления трубы и перемещения призм, расположенных в корпусе, подвижную бабку со шпинделем, планшайбой с плансуппортом и механизм подач ллансуппорта и бабки, отли чающийс я тем, что, с целью расширения технологических возможностей, на плансуппорте размещена кинематически связанная со шпинделем станка силовая головка, а между призмами Механизма закрепления трубы установлено с возможностью.поворота и осевого перемещения дополнительное устройство зажима, .включающее поворотные кулачки, перемещгиощиеся перпендикулярJHO направлению движения призм. информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 411943, кл. В 21 О 41/02, 1971 (прототип).
4
feF
,.Л:Г....-ю|ск--J
fe. /
г
к I /«I I
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Станок для обработки концов труб | 1983 |
|
SU1106600A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Станок для обработки концов труб | 1988 |
|
SU1576242A1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| Переносной станок для обработки торцов труб | 1974 |
|
SU503638A1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ ТРУБ | 1971 |
|
SU411943A1 |
| МНОГОШПИНДЕЛЬНЫЙ СВЕРЛИЛЬНЫЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО СВЕРЛЕНИЯ ДЫР В СТЕНКАХ СТОЙКИ ПЛУГА | 1926 |
|
SU6358A1 |
| Шпиндельное устройство | 1982 |
|
SU1084117A1 |