1
Изобретение относится к технике электроэрозионной обработки и может найти применение в промышленности для извлечения сломанного инструмента и деталей кренления, а также прошивки отверстий при различной ориентации обрабатываемых поверхностей крупногабаритных деталей.
Известно приспособление к электроэрозионному станку с механизмом подачи электрода, устройством для прокачки рабочей жидкости и накладной ванной.
Пpeдлaгae roe приспособление отличается от известного тем, что оно выполнено в виде быстросъемного основания, соединяемого байонетным зажимом с корпусом в нижней части которого расположена напорная камера с кольцевым соплом, через центр сопла проходит электрод, закрепленный в электродержателе, связанном гибким тросиком со шпинделем станка. Это нозволяет расгнирить технологические возможности копировально-прошивочных станков.
На фиг. 1 изображено предлагаемое приспособление; на фиг. 2 - схема установки приспособления.
В корпусе / приспособления помещен подвижный электрододержатель 2 со сменным электродом 3 и токоподводящей шиной 4. Электрододержатель изолируется втулками 5 и 6, пробкой 7 и поршнем 8 и иеремеш,ается
под действием пружины 9 и тросика 10, заключенного в оболочку //. Корпус, втулка 12 и крышка 13 образуют напорную камеру. Корпус имеет байонетный замок для соединения с основанием 14.
Приспособление работает следующим образом.
Приспособление ориентируется путем совмещения оси технологической втулки, закрепляемой вместо корпуса в байонетпом замке основания с осью cлo aннoгo инструмента, детали крепления или прошиваемого отверстия. После ориентировки основания и закренления его на детали /5 любым общеизвестным снособом
вместо технологической втулки устанавливается корпус приснособлення.
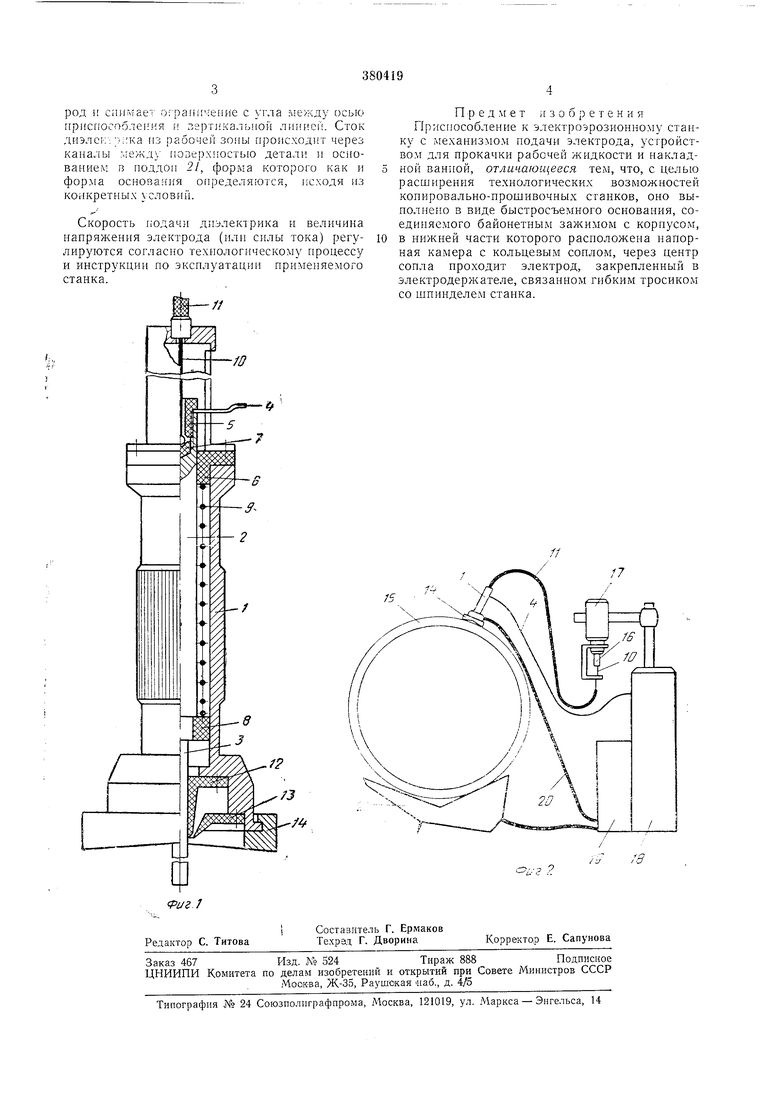
Байонетный замок позволяет менять электрод без разориентировки основания, а тросик и оболочка тросика, связанные со шпинделем /6 и кopпyco инструментальной головки 17 станка 18, позволяют устанавливать приспособление при различной ориентации обрабатываемых поверхностей крупногабаритных деталей без перемещения станка или его
головки.
Диэлектрик подводится в рабочую зону под давлением от насосной станции 19 станка гибким шлангом 20 через напорную камеру и кольцевую щель между втулкой и крышкой.
Получаемая струя диэлектрика омывает элект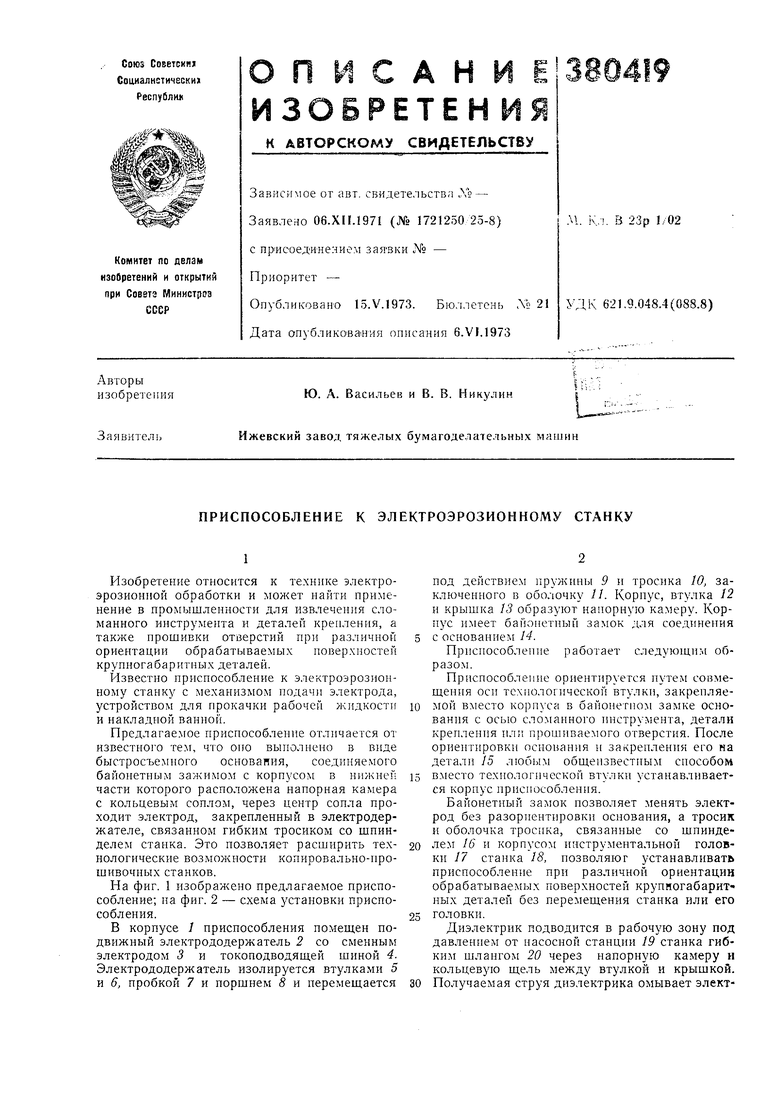
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к электроэрозионному станку | 1978 |
|
SU856727A2 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Приспособление для электроэрозионной обработки | 1977 |
|
SU707747A1 |
| Приспособление для электроэрозионной обработки | 1981 |
|
SU956213A2 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1979 |
|
SU931341A2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ РОТОРА (ИЛИ СОПЛОВОГО БЛОКА) ТУРБИНЫ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2221676C2 |
| Устройство к электроэрозионному копировально-прошивочному станку | 1981 |
|
SU973270A1 |
| Устройство к электроэрозионномуКОпиРОВАльНО-пРОшиВОчНОМу СТАНКу | 1979 |
|
SU831472A1 |
| Станок для электрохимической обработки | 1976 |
|
SU707749A1 |
