1
I Изобретение относится к электррфизическим и электрохимическим методам обработки и может найти применение при многоэлектродной электроэрозионной обработке на копировальнопрошивочных станках.
По основному авт. св. ff 781001 известно устройство для многоэлектродной электроэрозионной обработки, содержащее электрододержатель,;Шарнирно связанный со шпинделем станка, установленный с возможностью перемещения по вертикальным колонкам, закрепленным в кондукторной плите. В электрододержателе установлена кассета электродов инструментов, состоящая из корпуса, цанговых зажимов, запорной планки и упора. В кассете закреплены электродытинструменты, а в кондукторной плите установлен блоккондуктор, снабженный штырями с выточками, взаинодействующими при смене электродов-инструментов с соот:ветствую1цими пазами запорной планки
электрододержателя. Данное устройство позволяет сократить время смены электродов-инструментов 1.
Однако при многоэлектродной обработки оно не позволяет получить дост, таточную производительность из-за отсутствия направленного подвода рабочей жидкости в зону обработки с регулируемым расходом, что вызывает локализацию процесса обработки на отверстии с худшими условиями эвакуации.
Цель изобретения - повышение про-; иэводительности при обработке отверстий, особенно глубоких малого диаметра, многоэлектродным инструментом путем обеспечения оптимального расхода рабочей жидкости, подводимой к каждому обрабатываемому отверстию.
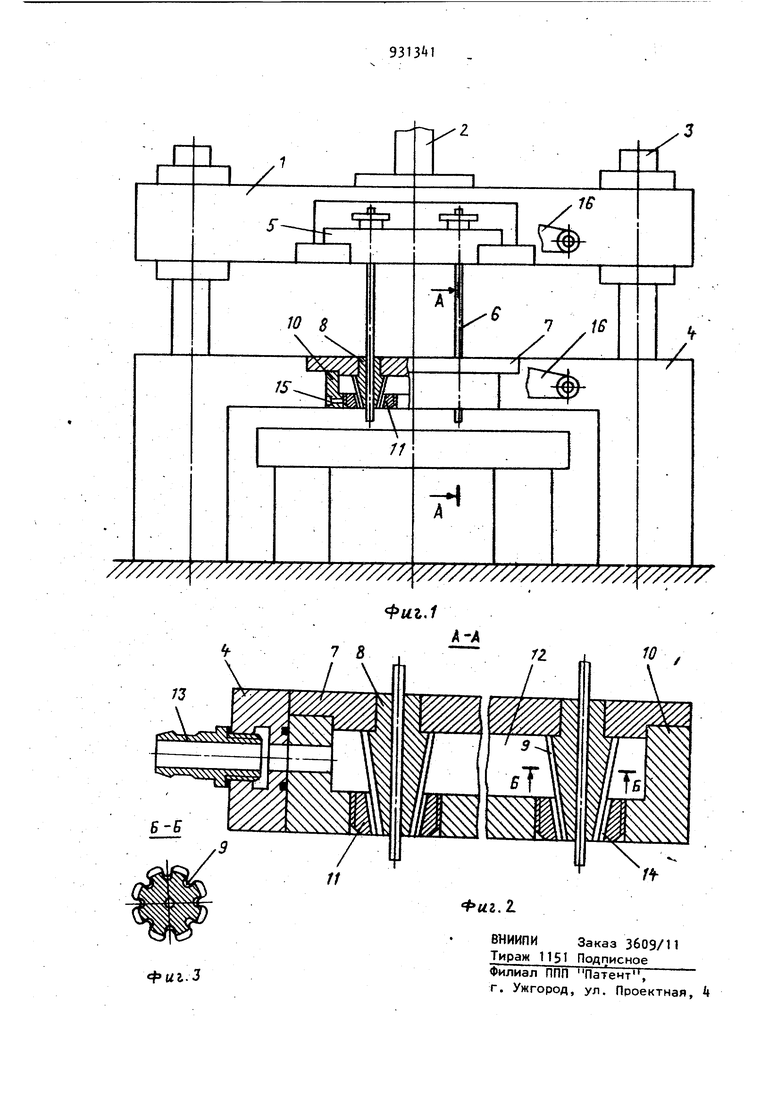
Указднная цель достигается тем, что блок-кондуктор выполнен из корпуса и крышки, между которыми образована напорная полость, а в устрой3Эство введены жестко закрепленные в крмшке кондукторные втулки с наружным коническим участком, вдоль образующей которого выполнены пазы, а в корпусе соосно втулкам установлены с возможностью осевого перемещения сопла с внутренней конической поверхностью, охватывающей коническую поверхность втулок с,образованием кольцевого зазора, Такая конструкция позволяет изме нять сечение кольцевого зазора межд направлякщей втулкой и соплом, т.е. устанавливать оптимальную подачу рабочей жидкости в зону обработки индивидуаль}но для каждого обрабатыва емого отверстия На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг.2сечение А-А на фиг. 1; на фиг. 3сечение Б-Б на фиг. 2. Устройство содержит (фиг. 1) электрододержатель 1, шарнирно соединенный со шпинделем станка хвостовика 2, установленный с возможностью перемещения по вертикальным колонкам 3, закрепленным в кондукторной плите , установленной на столе станка. В электрододержателе 1 ус тановлена кассета 5 электродов-инструментов 6. В кондукторной плите t установлен блок-кондуктор, состоящий из крышки 7 (фиг. 2) с запрессованными в ней направляющими электродов-инструментов 6 втулками 8 с наружным конусом, вдоль образующей которого выполнены пазы 9 корпус 10 с кольцевыми соплами 11, выполненными с внутренней конической и наружной резьбовой поверхностями и установленными соосно с направляющими-втулками 8. В блоке-кондукторе выполнена напорная камера 12, соединенная через штуцер 13 с магистралью станка Наружные конические поверхности нэп равляющих втулок 8 и внутренние кони ческие поверхности кольцевых сопел 11. образуют кольцевые щели Ц, сообщенные с напорной камерой 12. В рабочем положении кольцевые сопла фиксируются винтами 15. Кассета 5 элект родов-инструментов 6 и блок-кондуктор фиксируются в устройстве прижимными рычагами 16 (фиг. 1). Устройство работает следующим образом. 14 На столе станка закрепляют обрабатываемую деталь и заполняют ванну электроэрозионного станка рабочей жидкостью. Через штуцер 13 (фиг. 2), ввернутый в кондукторную плиту , отфильтрованная рабочая жидкость под давлением поступает в напорную камеру 12 блока-кондуктора и через пазы 9 к кольцевые щели И между направляющими втулками 8 и кольцевыми соплами 11 омывает наружную поверхность электродов-инструментов 6, удаляя продукты эрозии из зоны обработки. Путем перемещения кольцевых сопел 11 относительно направляющих втулок 8 устанавливают оптимальное по условиям обработки сечение кольцевой щели 1 для прохода рабочей жидкости в зону обработки индивидуально под каждым электродом-инструментом 6 и фиксируют это положение сопла винтом 15. Предлагаемое устройство позволяет повысить производительность обработки деталей при прошивке глубоких отверстий малого диаметра за счет обеспечения эвакуации продуктов эрозии с одинаковой для всех обрабатываемых отверстий скоростью. Формула изобретения Устройство для многоэлектродной электроэрозионной обработки по авт. св. № 781001, отличаю щеес я тем, что, с целью повышения производительности обработки, блоккондуктор выполнен из корпуса и крышки, между которыми образована напорная полость, а в устройство введены жестко закрепленные в крышке кондукторные втулки, каждая из которых имеет конический участок, вдоль образующей которого выполнены пазы, при этом соосно втулкам в корпусе установлены с возможностью осевого перемещения введенные в устройство сопла с внутренней конической поверхностью, охватывающей коническую поверхность втулок с образованием кольцевого зазора. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2681195/25-08, кл. В 23 Р 1/08, 1978.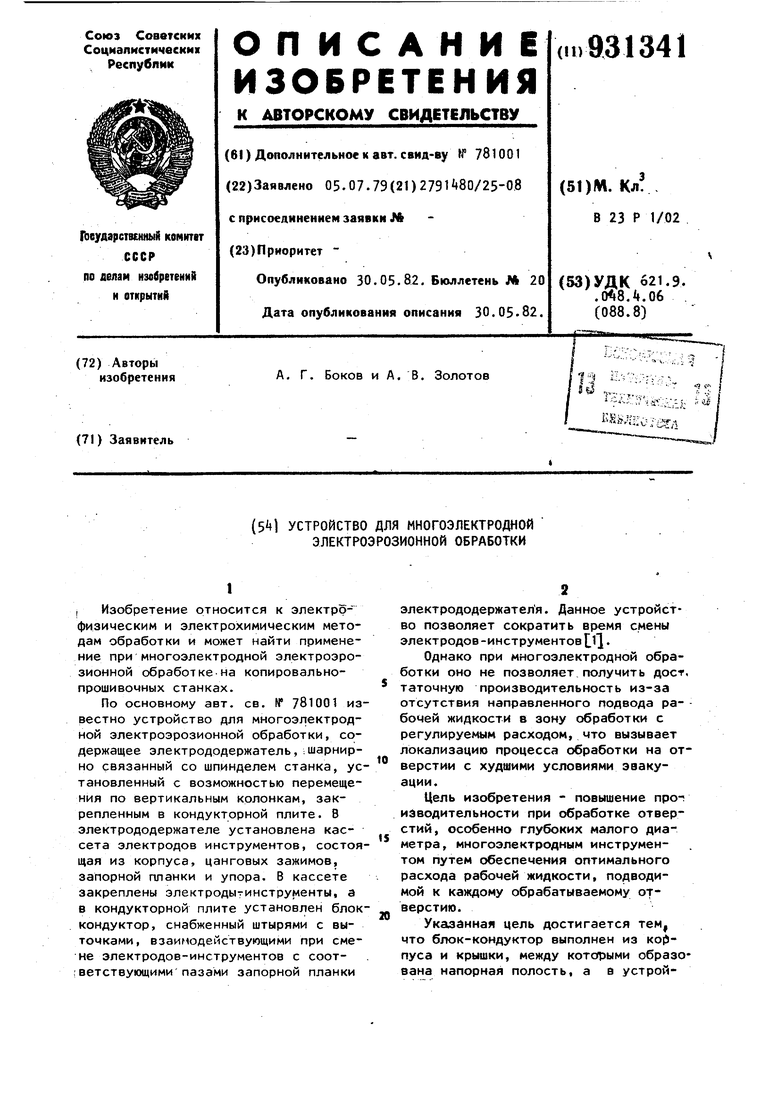
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многоэлектродной электроэрозионной обработки | 1978 |
|
SU781001A1 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2193476C1 |
| Устройство для электроэрозионной прошивки отверстий | 1985 |
|
SU1313609A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Приспособление для крепления стержневых электродов при электроэрозионной обработке | 1990 |
|
SU1729707A1 |
| Устройство для размерной электрохимической обработки винтовых поверхностей | 1988 |
|
SU1535682A1 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ | 1995 |
|
RU2111095C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Электроэрозионный станок для группового прошивания отверстий | 1976 |
|
SU649536A1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1987 |
|
SU1562078A1 |