1
Известен дисковый экструдер для переработки полимерных материалов, содерл ащий установленные с зазором вращающийся и неподвижный диски и формующую фильеру.
В описываемом экструдере центральная часть зазора между дисками выполнена расширяющейся в зоне перехода в канал, соединяющий зазор с формующей фильерой и соосный ей и дискам.
Кроме того, на внутренней поверхности неподвижного диска может быть выполнена выемка, например, цилиндрической формы.
Указанные отличия позволяют улучшить качество изготавливаемых изделий.
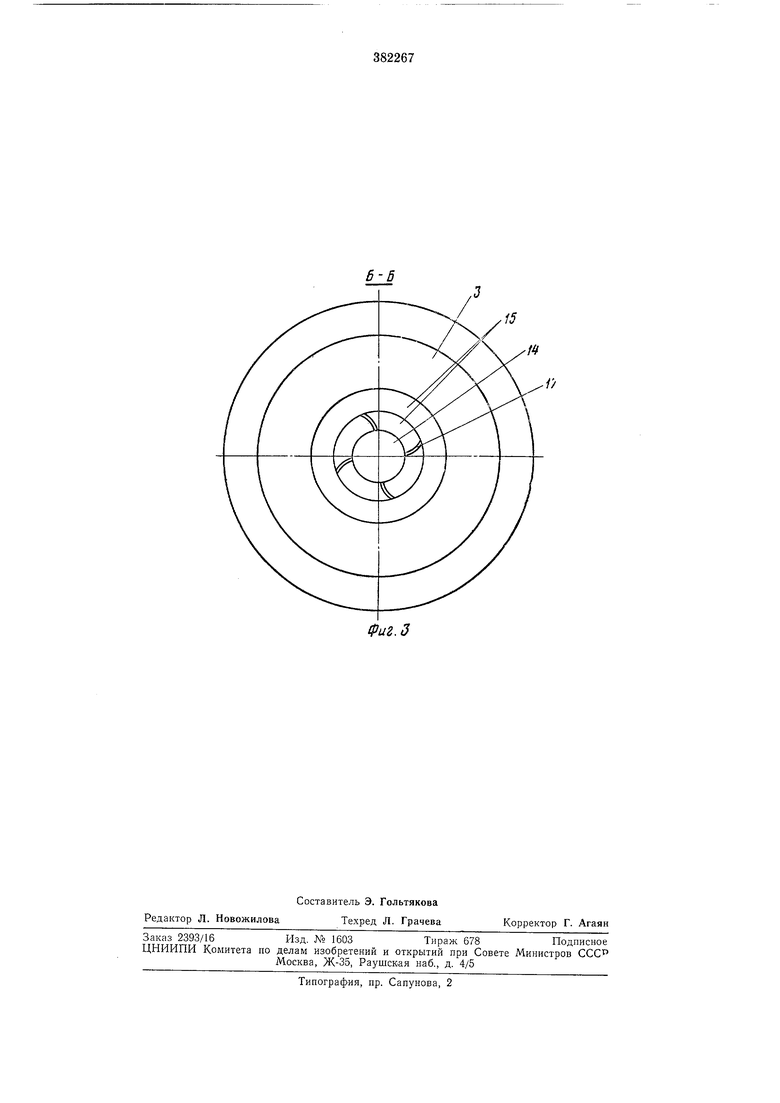
На фиг. 1 показан экструдер 7, вид сбоку и осевой разрез; на фиг. 2 - разрез по линии А-Л на фиг. 1; на фиг. 3 - разрез по линии Б-Б на фиг. 1.
Дисковый экструдер содержит корпус 1, на конце которого вертикально укреплен неподвижный диск 2, параллельно которому установлен диск 3, вращающийся посредством непоказанного на чертежах двигателя вокруг оси 4. Двигатель может быть соединен с валом 5 диска 3 через непоказанный вариатор скоростей. На внутренней поверхности неподвижного диска имеется выемка, образующая полость 6, ограниченную в поперечном направлении стенкой 7 с преимущественно цилиндрической внутренней поверхностью, эксцентричной относительно оси диска 5 с радиусом, немного меньщим радиуса последнего. На ребре края зазора между дисками, а также на внутренней поверхности диска 3 сделаны скосы 8 и 9. Зазор между ними минимален.
Усеченные конические поверхности, на которых сделаны эти скосы, соосны с диском 3. Загрузочная воронка 10 заканчивается отверстием 11, частично ограниченным продолжением 7а скошенного края промежутка. Отверстие находится одновременно в наиболее высокой и наиболее эксцентричной части зазора. Неподвил ный диск 2 прорезан коническим каналом 12, соосным с диском 3 и переходящим в фильеру 13. Выступ 14 диска 3 слегка вдается в этот конический канал и переходит в слегка вогнутую поверхность /5 диска 3. На неподвижном диске 2 в слегка углубленной зоне, смежной с вогнутой поверхностью диска 3, имеются лопасти 16. На диске 3 тоже есть лопасти 17, частично заходящие Б основание конического выступа.
На фиг. 2 показан неподвижный диск 2 с отверстием в его части, соосной с вращающимся диском 5. Лопасти 16 расположены в зоне 15, слегка вогнутой и соосной каналу.
На фиг. 3 показан диск 3 с вогнутой поверхностью центральной зоны 15, окружающей конический выступ 14. Основание выступа 14 и вогнутая поверхность 15 имеют лопасти 17.
Экструдируемый термопластичный материал вводится в экструдер в виде гранул «ли порошков, обладающих определенной плотностью. По мере желатинирования и одновременной дегазации этого вещества в зазоре между дисками плотность композиции возрастает. Путь в зазоре имеет, грубо говоря, форму спирали, сечение которой, пропорциональное расстоянию до центра вращающегося диска и ширине зазора, уменьщается при постоянной щирине зазора одновременно с уменьщением объема экструдируемой композиции.
В случае увеличения щирины зазора в его центральной зоне, как в предлагаемой конструкции экструдера, происходит уменьшение интенсивности срезания, которому подвергается Экструдируемый материал в этой зоне по сравнению с интенсивностью срезания в дисковом экструдере, не имеющем указанного выще расщирения зазора. При этом гомогенность экструдируемого материала и способность .придания ему нужной формы не уменьщается, а производительность возрастает. В результате обеспечивается меньщее повышение температуры, что создает возможность формования материала относительно большого сечения при меньшей опасности его деструкции благодаря меньшему пребыванию под действием высокой температуры. . Увеличение ширины зазора в его центральной зоне между дисками должно выбираться таким образом, чтобы Экструдируемый материал встречал по мере перемещения в зазоре непрерывно уменьшающееся сечение, причем это уменьщение должно быть не постоянным, а более сильным в центральной части зазора. Сечение должно быть на расстоянии d от оси зазора щириной е процорционально l-nde. Можно легко рассчитать значение е для заданных величин d таким образом, чтобы 2jt-ie непрерывно уменьшалось в зависимости от d, но неравномерно (нелинейно).
Влияние увеличения ширины зазора в его центральной зоне на температуру экструди руемых композиций начинает проянляться при минимальной глубине выемки в дисках, однако, увеличение зазора приводит к снижению температуры.
Зона расширения зазора может охватывать всю -поверхность дисков, его образующих. Иначе говоря, шерина зазора может расти от периферий к оси. Тем не менее, диски должны обеспечить интенсивное срезание материала на большей части своих поверхностей и зазор должев иметь в большей своей части нез начительную щирину.
Радиус этой зоны должен быть, предпочтительно, меньще радиуса внутренней зоны, для которой при постоянной щирине зазора отнощение открытого для материала (большей частью уже желатинизированного) сечения к сечению на входе материала в зону желатинирования станет меньше отношения плотности исходного материала к плотности: желатинированного материала. Так например, в случае дискового экструдера при отношении
плотности исходного материала и желатинированного 1:3, сечение при экструдвровании будет в три раза меньше сечения на входе в зону срезания, если расстояние до оси дисков равно , где R - радиус зазора. В этой
осевой части зазора и делается, предпочтительно, выемка, причем зазор в этом месте подобен цилиндру. Влияние незначительных изменений формы ничтожно. Поверхность зоны с выемкой должна быть
больше поверхности канала, соединяющего зазор с фильерой.
Замкнутая полость может иметь прямолинейный или слегка криволинейный профиль, а выемка может быть выполнена на
обоих дисках или только на одном.
Совершенно очевидно, что вышесказанное касается только общей формы дисков и что последние могут иметь различный рельеф с выступом или впадиной. Диски могут также
иметь, не выходя за существо изобретения, вырезы особой формы или канавки.
Ниже для сравнения приведены примеры переработки полимерного материала на дисковом экструдере известной конструкции и на
предлагаемом.
Пример 1. Вращающийся диск диаметром 180 мм имеет на периферии скос под углом в 30° к поверхности диска. Его щирина составляет 15 мм. В центре диска имеется
конический выступ высотой 50 мм с диаметром основания 40 мм. В основании выступа имеются четыре отклоняющие лопасти. Противоположный край лопастей расположен на окружности диаметром 50 мм.
Вокруг выходного канала для экструдируемого материала с диаметром 50 мм на неподвижном диске имеются лопасти, внутренние и наружные края которых расположены на окружностях диаметром 60 и 86 мм, соосных
вращающемуся диску. Ширина зазора составляет 5 мм. Высота лопастей равна 4,5 мм. Диаметр отверстия фильеры равен 8,5 мм. В центре отверстия расположен дорн диаметром 6 мм. На выходе из фильеры расположено классическое устройство для формования трубы.
С помощью этого устройства производят операцию экструдирования. Температура дисков предварительно доводится с помощью
нагревательных устройств, расположенных
внутри них, до 190°С, а фильеру нагревают с
помощью электрического сопротивления до
200°С.
Включается вращающийся диск и в воронку подается композиция поливинилхлорида с
вязкостью АФНОР-80 (значение К 57), стабилизированная 2 ч. гликолата олова на 100 ч. полимера.
Спустя несколько минут нагрев дисков прекращают.
При скорости вращения подвижного диска 65 об/мин и расходе материала 16 кг/час температура на входе из фильеры составляет 220°С.
При скорости вращения диска 80 об/мин и расходе материала 20,5 кг/час температура составляет 230°С.
При скорости вращения диска 180 об/мин и расходе материала 28,5 кг/час температура составляет 245°С.
Возможность образования нужного продукта-трубы, сохраняющей приданную ей форму, отсутствует.
Пример 2. Та же композиция экструлДИруется в тех же условиях и в том же экструдере, который был описан в примере 1, с той только разницей, что центральная зона зазора увеличина. Расщирение начинается с 80 мм от оси Диска. Оно симметрично расположено на обоих, дисках, кроме лопастей и канала, ведущего к фильере. Максимальная ширина зазора достигается на окружности диаметром
60 мм и составляет 7 мм. Высота лопастей увеличена с таким расчетом, чтобы они всегда доходили до противоположного диска.
При скорости вращения диска 65 об/мин, 5 расход материала составляет 18 кг/час, а температура 215°С.
При скорости 120 об/мин расход материала составляет 34,5 кг/час и температура 225°С.
Светлая и однородная труба сохраняет приданную ей форму.
Предмет изобретения
1.Дисковый экструдер для переработки по5 лимерных материалов, содержащий установленные с зазором вращающийся и неподвил ный диски и формующую фильеру, отличающийся тем, что, с целью улучщения качества изготавливаемых изделий, центральная часть
0 зазора между дисками выполнена расщиряющейся в зоне перехода в канал, соединяющий зазо-р с формующей фильерой и соосный ей и дискам.
2.Дисковый экструдер по п. 1, отличаю5 щийся тем, что на внутренней поверхности неподвижного диска выполнена выемка, например, цилиндрической формы.


| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВО-ШНЕКОВЫЙ ЭКСТРУДЕР для ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU341212A1 |
| ДИСКОВЫЙ ЭКСТРУДЕР для ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU341211A1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТЧАТОЙ ТРУБЫ | 2006 |
|
RU2306223C1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ЭКСТРУДИРУЕМЫХ ТРУБОК | 1983 |
|
SU1203800A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ И РЕГЕНЕРАЦИИ РЕЗИНЫ | 2009 |
|
RU2544651C2 |
| ФИЛЬЕРА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕНКИ ПОСРЕДСТВОМ ЭКСТРУЗИИ | 2014 |
|
RU2662524C2 |
| ЭКСТРУДЕР С ТЕРМООБРАБОТКОЙ ДЛЯ ПРОИЗВОДСТВА БИОПОЛИМЕРОВ (ВАРИАНТЫ) И СПОСОБ ЭКСТРУЗИИ БИОПОЛИМЕРОВ С ТЕРМООБРАБОТКОЙ (ВАРИАНТЫ) | 1994 |
|
RU2160550C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖИДКОГО ТОПЛИВА ИЗ ТВЕРДЫХ ГОРЮЧИХ ИСКОПАЕМЫХ И МЕХАНОТЕРМОХИМИЧЕСКИЙ РЕАКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2396303C2 |
| ЭЛЕКТРОМАГНИТНЫЙ КОНТАКТОР | 1973 |
|
SU374874A1 |
| Дисковый экструдер | 1980 |
|
SU937203A1 |
- ь ч
ФигЛ
15
/«
Фиг.З
