(54) ДИСКОВЫЙ ЭКСТРУДЕР
| название | год | авторы | номер документа |
|---|---|---|---|
| Дисковый экструдер для переработки полимерных материалов | 1977 |
|
SU729083A1 |
| Центробежный экструдер для полимеров | 1978 |
|
SU765000A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕСТРУКТИРОВАННОГО ПРОДУКТА И ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТА (ВАРИАНТЫ) | 1999 |
|
RU2159180C2 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1998 |
|
RU2146615C1 |
| Дисковый экструдер для переработки полимерных материалов | 1980 |
|
SU939266A1 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1997 |
|
RU2120380C1 |
| Центробежный экструдер для переработки полимеров | 1983 |
|
SU1100116A1 |
| Дисковый экструдер для переработки полимерных материалов | 1980 |
|
SU939267A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕСТРУКТИРОВАННОГО ПРОДУКТА И ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТА | 1999 |
|
RU2159179C2 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1997 |
|
RU2117576C1 |
1
Изобретение относится к оборудованию для переработки полимерных материалов, в частности к дисковым экструдерам.
Известен дисковый экструдер, содержащий снабженный загрузочной воронкой и выходным отверстием корпус и вращающийся диск, образующий с корпусом рабочий зазор, в котором расположены лопасти, укрепленные на торцовых поверхностях диска и корпуса и образующие с последними и между собой каналы для прохода расплава, ю которые расположены параллельно торцовым поверхностям диска и корпуса 1.
Недостатком такого экструдера является низкое качество получаемого полимера, обусловленное невысокой степенью смешения и гомогенизации расплава, вызванной недостаточной турбулизацией потока в рабочей полости экструдера перемещивающими элементами.
Наиболее близким по технической сущности и достигаемому результату к изобрете- 20 нию является дисковый экструдер, содержащий корпус с загрузочной воронкой и формующей фильерой, диск с приводом вращения, образующий с корпусом рабочий
зазор, в котором расположено перфорированное перепускное кольцо, закрепленное на корпусе концентрично формующей фильере 2.
Недостатком известного дискового экструдера является низкое качество изготавливаемых изделий, обусловленное деструкцией материала, вызванной задержкой крупных частичек перед перепускным кольцом; невысокой степенью смешения и гомогенизации, особенно перед перепускным кольцом, вызванной малой турбулентностью вихревых потоков.
Цель изобретения - повышение качества изготавливаемых изделий путем снижения деструкции расплава полимера и интенсификации процесса смешения.
Указанная цель достигается тем, что дисковый экструдер, содержащий корпус с загрузочной воронкой и формующей фильерой, диск с приводом вращения, образующий с корпусом рабочир зазор, в котором расположено перфорированное перепускное кольцо, закрепленное на корпусе концентрично формующей фильере, снабжен перфорированными сегментами, смонтированными
на диске снаружи перепускного кольца концентрично ему и соединенными каждый с приводом радиального перемещения для образования сегментами замкнутого кольцевого контура.
Каждый привод радиального перемещения сегментов выполнен в виде электромагнита и соединенного с сегментом магнитного элемента, причем диск снабжен закрепленными на нем пластинчатыми пружинами для размыкания сегментов, взаимодействующими с магнитными элементами.
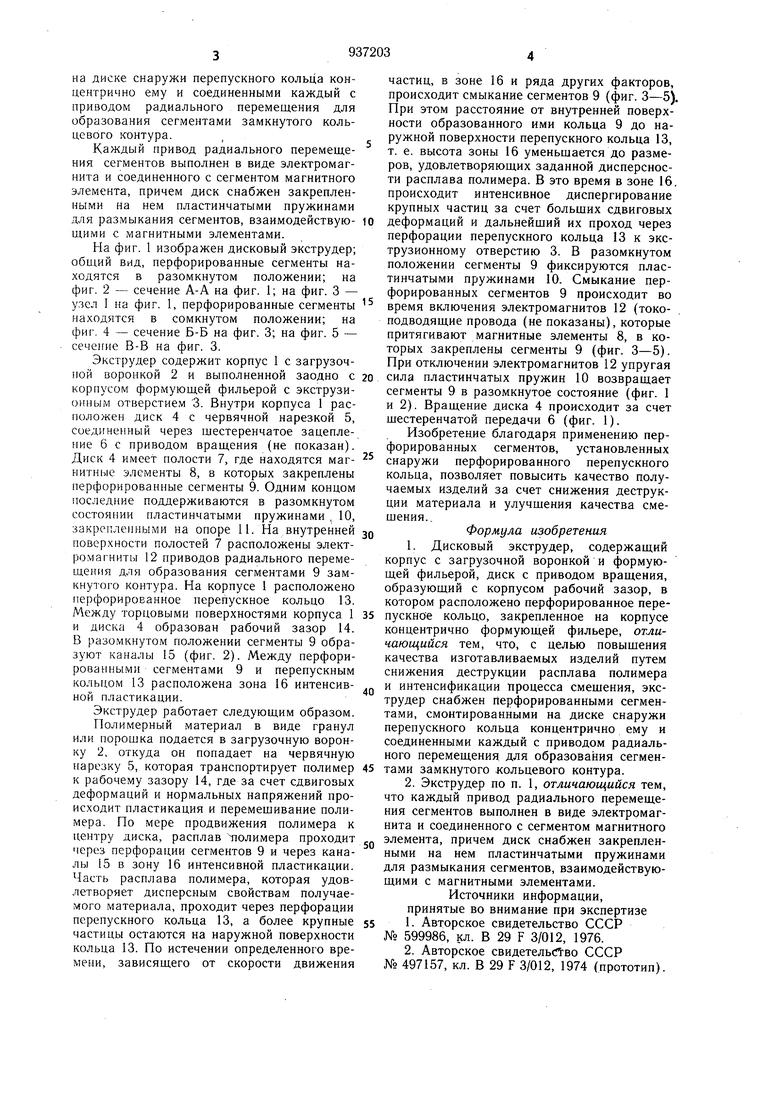
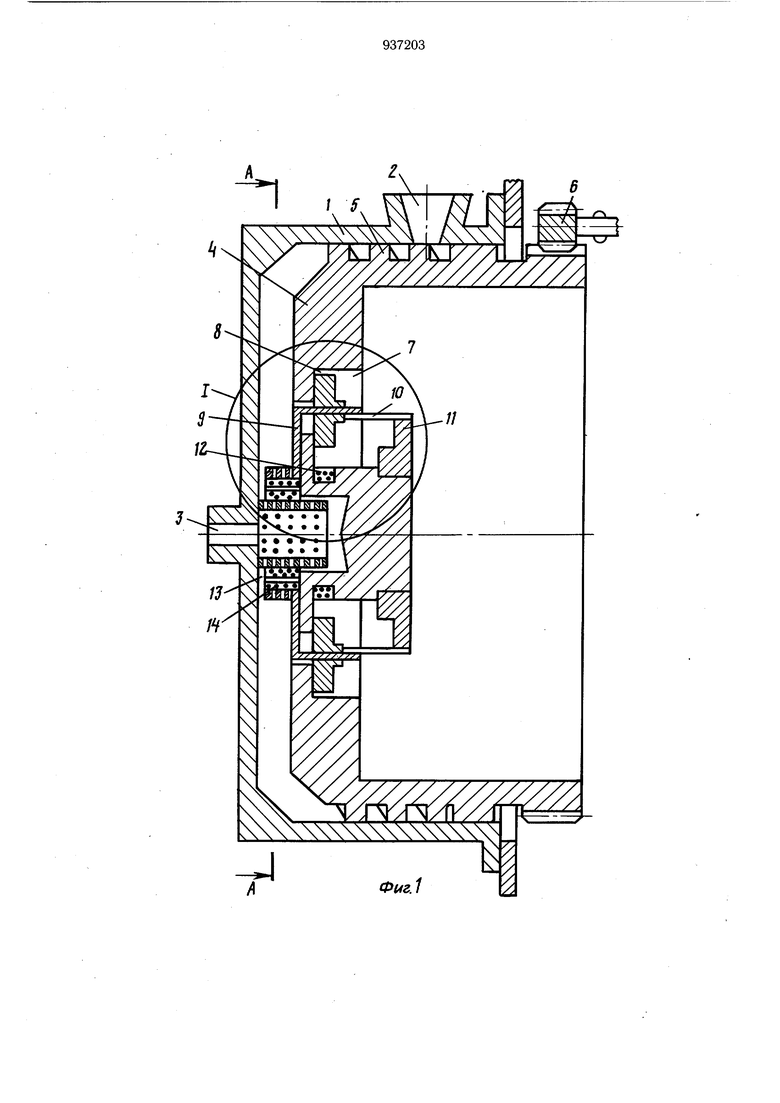
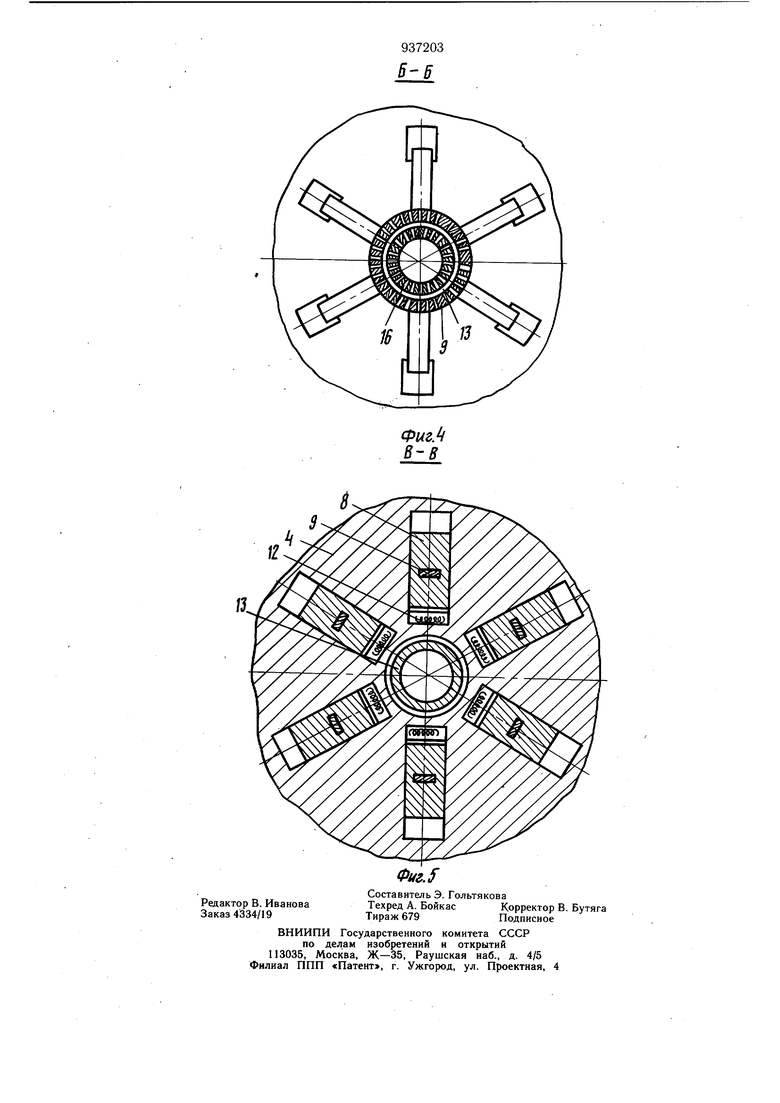
На фиг. 1 изображен дисковый экструдер; общий вид, перфорированные сегменты находятся в разомкнутом положении; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1, перфорированные сегменты находятся в сомкнутом положении; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - сечение В-В на фиг. 3.
Экструдер содержит корпус 1 с загрузочной воронкой 2 и выполненной заодно с корпусом формующей фильерой с экструзиониым отверстием 3. Внутри корпуса 1 расположен диск 4 с червячной нарезкой 5, соединенный через щестеренчатое зацепление 6 с приводом вращения (не показан). Диск 4 имеет полости 7, где находятся магнитные элементы 8, в которых закреплены перфорированные сегменты 9. Одним концом последние поддерживаются в разомкнутом состоянии пластинчатыми пружинами , 10, закрепленными на опоре 11. На внутренней поверхности полостей 7 расположены электромагниты 12 приводов радиального перемещения для образования сегментами 9 замкнутого контура. На корпусе 1 расположено перфорированное перепускное кольцо 13. Между торцовыми поверхностями корпуса 1 и диска 4 образован рабочий зазор 14. В разомкнутом положении сегменты 9 образуют каналы 15 (фиг. 2). Между перфорированными сегментами 9 и перепускным кольцом 13 расположена зона 16 интенсивной пластикации.
Экструдер работает следующим образом. Полимерный материал в виде гранул или порощка подается в загрузочную воронку 2, откуда он попадает на червячную нарезку 5, которая транспортирует полимер к рабочему зазору 14, где за счет сдвиговых деформаций и нормальных напряжений происходит пластикация и перемещивание полимера. По мере продвижения полимера к центру диска, расплав полимера проходит через перфорации сегментов 9 и через каналы 15 в зону 16 интенсивной пластикации. Часть расплава полимера, которая удовлетворяет дисперсным свойствам получаемого материала, проходит через перфорации перепускного кольца 13, а более крупные частицы остаются на наружной поверхности кольца 13. По истечении определенного времени, зависящего от скорости движения
частиц, в зоне 16 и ряда других факторов, происходит смыкание сегментов 9 (фиг. 3-5) При этом расстояние от внутренней поверхности образованного ими кольца 9 до наружной поверхности перепускного кольца 13, т. е. высота зоны 16 уменьщается до размеров, удовлетворяющих заданной дисперсности расплава полимера. В это время в зоне 16 происходит интенсивное диспергирование крупных частиц за счет больщих сдвиговых деформаций и дальнейщий их проход через перфорации перепускного кольца 13 к экструзионному отверстию 3. В разомкнутом положении сегменты 9 фиксируются пластинчатыми пружинами 10. Смыкание перфорированных сегментов 9 происходит во время включения электромагнитов 12 (токоподводящие провода (не показаны), которые притягивают магнитные элементы 8, в которых закреплены сегменты 9 (фиг. 3-5). При отключении электромагнитов 12 упругая сила пластинчатых пружин 10 возвращает сегменты 9 в разомкнутое состояние (фиг. 1 и 2). Вращение диска 4 происходит за счет шестеренчатой передачи 6 (фиг. 1).
Изобретение благодаря применению перфорированных сегментов, установленных снаружи перфорированного перепускного кольца, позволяет повысить качество получаемых изделий за счет снижения деструкции материала и улучшения качества смещения.,
Формула изобретения
Источники информации, принятые во внимание при экспертизе
№ 497157, кл. В 29 F 3/012, 1974 (прототип).
Фиг. 2
14 I
N//
