1
Изобретение относится к области обработки металлов давлением.
Известен способ изготовления заготовок металлорежущего инструмента продольной прокаткой во многовалковом калибре хвостовой и рабочей части изделия с приложением усилия натяжения.
Для повышения качества и снижения себестоимости изготовления изделий по предлагаемому способу рабочую часть изделия прокатывают с последующим калиброванием ее путем протягивания усилием прокатки через волоку с одновременным натяжением.
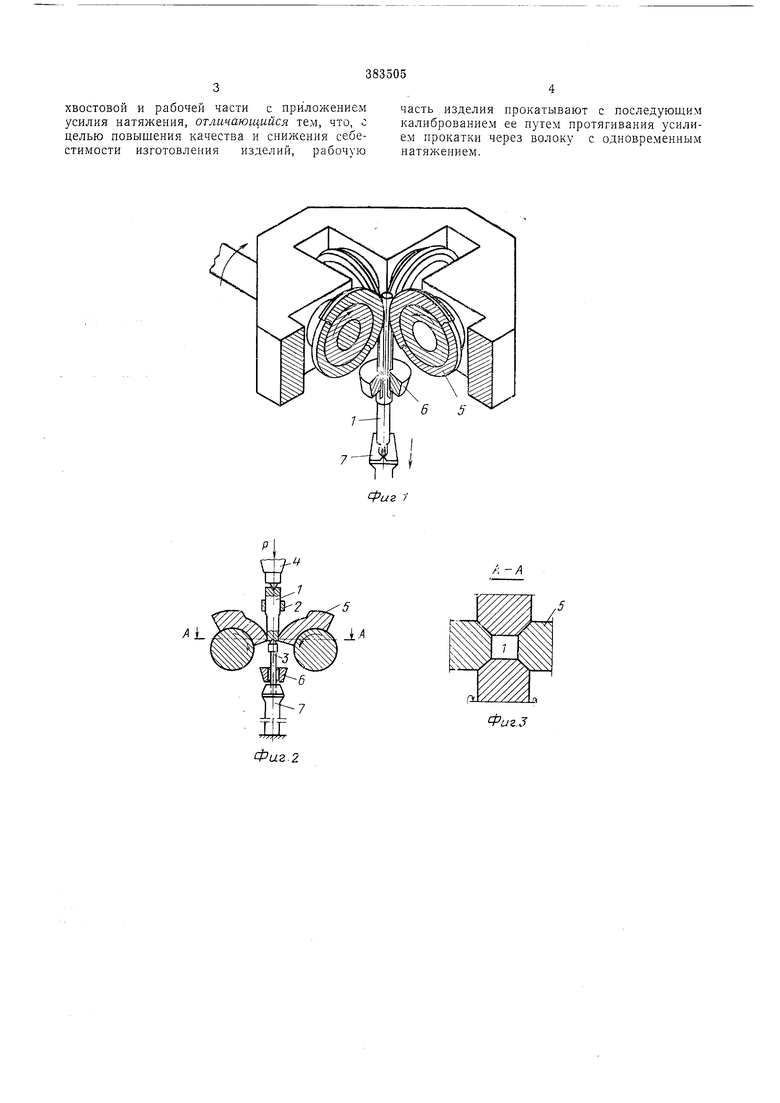
На фиг. 1 показана схема осуществления предлагаемого способа; на фиг. 2 и 3 - схема формообразования квадрата на хвостовике; на фиг. 4 и 5 - схема формообразован11Я рабочей части; на фиг. 6 и 7 - схема калибрующей операции в волоке.
Предлагаемый способ заключается в следующем.
Заготовку / после токарной автоматной обработки (проточки хвостовой, рабочей частей и зацентровки) подают в направляющую втулку 2 (см. фиг 2), а потом центрируют нижним 3 и верхним 4 подвижными центрами. Затем валки 5 захватывают заготовку / и прокатывают квадрат (метчик, ручная рачйертка) на хвостовой части заготовки (сМ. фиг. 3). Далее накатывают клеймо на хвостсвой части изделия и прокатывают рабочий профиль заготовки инструмента (см. фиг, 4 и 5).
Ь процессе прокатки рабочей части заготовки / хвостовая часть изделия проходит через калибрующую волоку 6 и попадает в подвижной зажим 7. Затем прокатанную рабочую часть заготовки под действием усилий прокатки и подвижного залчима 7 протягивают
через калибрующую волоку 6 (см. фиг. 6), которая может быть выполнена монолитной (см. фиг. 7) и разъем;1ой.
Скорость движения подвижного 7 больще скорости вращения прокатного валка,
благодаря это.му .металл вводится в волоку в растянутом унруго-напряженном состоянии, что способствует уменьшению давления на поверхностях контакта. При необходимости на последней стадии волочения верхним подвижным центром можно создать дополнительное осевое усилие Р.
Получение заготовок металлорежущего инструмента с BHHTOBbijM профилем осуществляют продольной прокаткой с последующей калибровкой в волоке с винтовым профилем.
Предмет изобретения
Способ изготовления заготовок металлорб
жущего инструмента типа метчиков продоль
ной прокаткой во многовалковом калибре
хвостовой и рабочей части с приложением усилия натяжения, отличающийся тем, что, с целью повышения качества и снижения себестимости изготовления изделий, рабочую
часть изделия прокатывают с последующим калиброванием ее путем протягивания усилием прокатки через волоку с одновременным натяжением.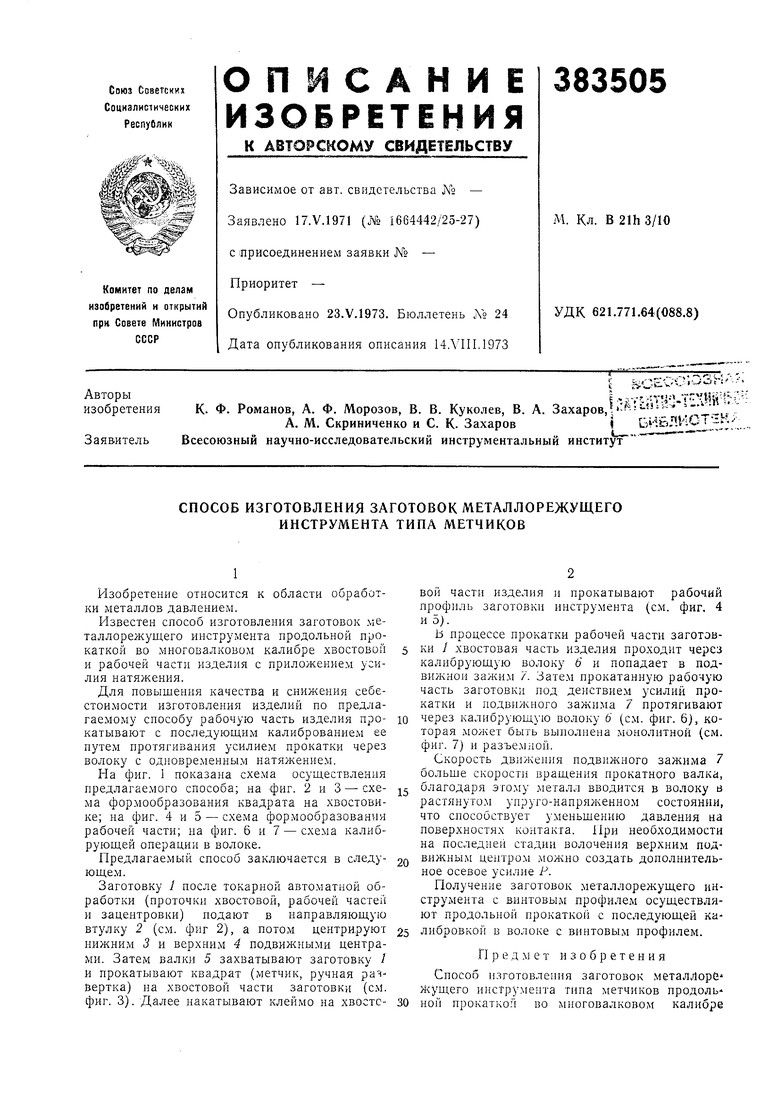
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2004 |
|
RU2296022C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1999 |
|
RU2165327C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ | 2015 |
|
RU2590437C1 |
| Стан для прокатки изделий с внут-РЕННЕй РЕзьбОй | 1978 |
|
SU841743A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ДЕТЕРМИНИРОВАННОГО ПРОФИЛЯ | 2004 |
|
RU2268099C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2504448C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТУРНОГО ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2368439C1 |
| Способ получения биметаллических прутков | 1977 |
|
SU710720A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЯ ЛИФТОВОЙ НАПРАВЛЯЮЩЕЙ | 2001 |
|
RU2207209C2 |

А-А
Фиг.
Б-Б
Фиг. 5
В-В
Фиг 7
