Изобретение относится к обработке металлов давлением и предназначается для изготовления длинномерных нежестких тонкостенных трубчатых изделий переменного по их длине сечения, например ручки клюшки для игры в гольф.
Известен способ изготовления изделий переменного по их длине сечения, включающий закрепление заготовки, вдавливание неприводных валков в заготовку, возвратно- поступательное перемещение заготовки в осевом направлении в процессе прокатывания ее парой неприводных валков с приложением к одному из концов заготовки осевого усилия протягивания, а к другому концу, расположенному со стороны, противоположной месту вдавливания, в процессе всего периода прокатывания прикладывают и поддерживают осевое усилие натяжения, величину которого определяют из зависимости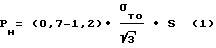
где Pн - осевое усилие противонатяжения, кгс;
σто - предел текучести прокатываемого металла в исходном состоянии, кгс/мм2;
0,7-1,2 - коэффициент, большее значение которого выбирается при относительных обжатиях Σ = 0,1 и меньшее - при Σ =0,4;
S - площадь поперечного сечения готового изделия, мм2.
В процессе прокатывания валкам сообщают радиальное перемещение, величину которого регламентируют в зависимости от величины продольного перемещения заготовки и определяют программой обработки для каждого рабочего хода [1].
При прокатке известным способом тонкостенных трубчатых изделий роликами неполного охвата не удается получить точного наружного диаметра трубчатой заготовки вследствие ее уширения.
Наиболее близким к предлагаемому является способ изготовления изделий переменного по их длине сечения, в котором цилиндрическую заготовку закрепляют с обоих концов, к одному из которых прикладывают осевое усилие натяжения, а со стороны другого вдавливают неприводные валки с калибром полного охвата заготовки и прикладывают осевое усилие протягивания, под действием которого заготовка протягивается через валки. Процесс прокатывания осуществляется за ряд возвратно-поступательных перемещений заготовки через валки и радиального перемещения валков, определяемого программой обработки для каждого рабочего хода, с поворотом заготовки после каждого рабочего хода вокруг продольной оси, со сменой калибра валков при переходе с одной ступени на другую и изменением величины ее хода в соответствии с удлинением обрабатываемого участка заготовки. В результате этого формируется сдвоенная ступенчатая заготовка, сечение которой уменьшается от концов к середине. Далее заготовку разрезают на две части, которые затем прокатывают вчистую [2].
Однако известный способ невозможно использовать для прокатывания тонкостенных трубчатых ступенчатых заготовок, поскольку и предварительный, и окончательный проходы ступени производятся валками с одинаковой геометрией калибра. При этом при предварительном проходе валками с радиусом калибра, равным радиусу заготовки, в сечении последней формируется эллипс, который не устраняется и при окончательном проходе после поворота заготовки на 90o, в результате чего не представляется возможным получить точный диаметр прокатываемой ступени. При прокатке валками с радиусом калибра, равным радиусу ступени, заготовка не помещается в калибре и "закусывается" валками. Кроме того, прилагаемое в известном способе осевое усилие натяжения поддерживают во все время прокатывания постоянным, что не позволяет обеспечить получение точного размера диаметра тонкостенной трубчатой заготовки при ее прокатывании.
Настоящее изобретение направлено на расширение технологических возможностей известного способа за счет обеспечения возможности изготовления нежестких длинномерных трубчатых тонкостенных изделий переменного по их длине сечения.
Поставленная задача достигается тем, что в способе изготовления изделий переменного по их длине сечения, включающем закрепление заготовки с обоих ее концов, к одному из которых прикладывают осевое усилие натяжения, а со стороны другого вдавливают неприводные валки с калибром полного охвата заготовки и прикладывают осевое усилие протягивания, прокатывание заготовки до получения сдвоенной ступенчатой заготовки, площадь поперечного сечения которой уменьшается от концов к середине, путем ее возвратно-поступательного перемещения и радиального перемещения валков, определяемого программой обработки для каждого рабочего хода, с поворотом заготовки после каждого рабочего хода вокруг продольной оси, со сменой калибра валков при формировании каждой ступени заготовки и изменением величины ее хода в соответствии с удлинением обрабатываемого участка заготовки, согласно изобретению в качестве исходной заготовки подвергают обработке прокатыванием тонкостенную трубчатую заготовку, смену валков с изменением их калибра производят перед окончательным проходом на каждой ступени, а величину прилагаемого усилия натяжения изменяют на каждом проходе и определяют с учетом площади поперечного сечения заготовки на данном проходе.
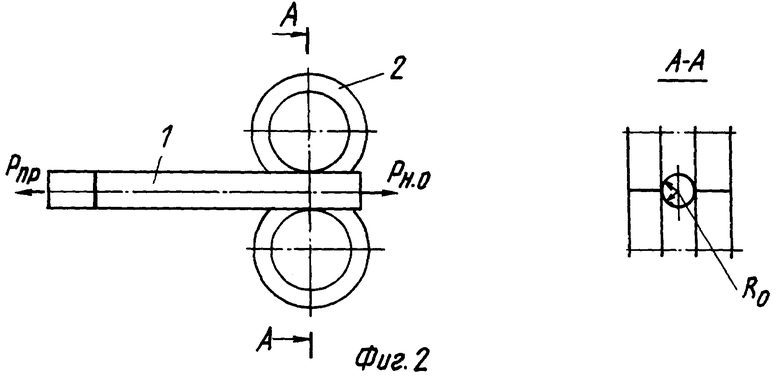
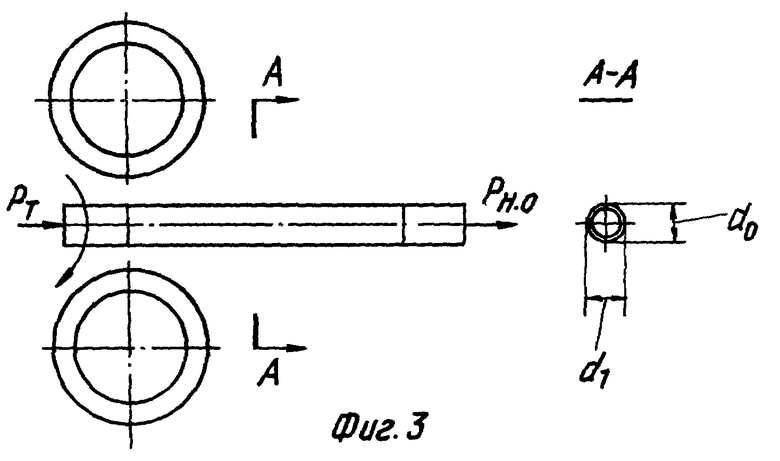
На фиг. 1 изображена исходная заготовка; на фиг. 2 - схема приложения усилий и расположения заготовки относительно валков в конце предварительного прохода прокатки первой ступени; на фиг. 3 - схема поворота заготовки на 90o при разведенных валках и приложения усилий в конце возвратного холостого прохода; на фиг. 4 - схема приложения усилий и расположения заготовки относительно валков в конце окончательного прохода прокатки первой ступени; на фиг. 5 - схема расположения заготовки относительно валков перед началом прокатки второй ступени; на фиг. 6 - полученная сдвоенная ступенчатая заготовка (изображены только первые три ступени).
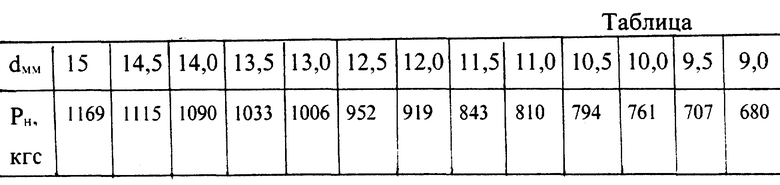
Осуществление способа рассмотрим на примере изготовления ручки клюшки для игры в гольф из тонкостенной трубчатой заготовки 1 диаметром d0=15 мм, толщиной стенки t= 0,75 мм и длиной l0 = 960 мм из пружинной углеродистой стали с пределом текучести в исходном состоянии σто = 60 кгс/мм2. Готовое изделие имеет 12 ступеней, диаметр которых уменьшается через каждые 0,5 мм с 15 мм до 9 мм. Конкретное осуществление способа покажем на примере прокатывания первой ступени с диаметра 15 мм на диаметр 14,5 мм. Заготовку 1 закрепляют обоими концами в зажимных патронах (на чертеже не показаны). К одному из концов заготовки прикладывают усилие протягивания Pпр = 5 тс, а к другому - усилие натяжения Pн, величину которого определяют по формуле (1). Ниже, в таблице, представлены значения Pн, вычисленные для всех ступеней прокатываемого изделия.
Предварительный проход при прокатке первой ступени диаметром 14,5 мм производят при усилии натяжения Pн = 1169 кг. Прокатку на первом проходе осуществляют валками 2 с радиусом ручья R0 = 15,0 мм с полным охватом заготовки. Валки вдавливают в заготовку в месте расположения первой ступени с усилием Pрад = 10 тс на величину обжатия 0,5 мм и осуществляют прокатку до начала первой ступени на противоположном конце заготовки. После первого предварительного прохода прокатки в сечении заготовки формируется эллипс, у которого малая ось расположена горизонтально и равна d1 = 14,5 мм, а большая ось - вертикально и равна d0= 15 мм. Далее валки 2 разводят и к заготовке 1 прикладывают усилие толкания Pт = 1 тс, противоположное по знаку усилию протягивания Pпр. Под действием усилия Pт заготовку возвращают в исходное положение с одновременным поворотом вокруг продольной оси на угол 90o, при этом заготовка поступает в исходное положение сориентированной большей осью эллиптического сечения в горизонтальном положении относительно валков.
Во время возвратного хода производят также автоматическую смену валков, а изменением радиуса ручья на величину R1 = 14,5 мм с полным охватом заготовки, в результате чего защемления металла между валками не происходит. Затем изменяют усилие натяжения до величины Pн1 = 1115 кгс, вдавливают валки в заготовку с тем же обжатием 0,5 мм, при этом они своими ручьями радиусом R1 = 14,5 мм полностью охватывают заготовку и производят второй окончательный проход первой ступени диаметром d1 = 14,5 мм при тех же значениях Pпр = 5 тс и Pрад = 10 тс. Прокатку производят до места начала первой ступени на противоположном конце заготовки. Далее валки разводят и заготовку усилием толкания Pт = 1 тс возвращают в положение начала прокатки второй ступени. В изложенной последовательности производят прокатку всех последующих ступеней. По окончании прокатки получается сдвоенная ступенчатая заготовка, которую разделяют на две части.
Источники информации, принятые во внимание
1. Патент РФ N 2040355, МПК6 B 21 H 6/00, 1992 г.
2. Патент РФ N 2103100, МПК6 B 21 H 8/00, 1996 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНКОВ ФЕХТОВАЛЬНОГО ОРУЖИЯ | 1999 |
|
RU2174559C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ, ПРЕИМУЩЕСТВЕННО МАЛОЛИСТОВЫХ РЕССОР, И СПОСОБ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212972C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 2004 |
|
RU2263717C1 |
| СПОСОБ ХРОМИРОВАНИЯ | 2002 |
|
RU2215830C1 |
| СПОСОБ НАПЫЛЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ИЗДЕЛИЙ ТРУБЧАТОЙ ФОРМЫ | 2000 |
|
RU2186148C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1996 |
|
RU2103100C1 |
| КОМПОЗИЦИЯ И СПОСОБЫ ПОЛУЧЕНИЯ ФОСФАТНЫХ И ХРОМОВЫХ ПОКРЫТИЙ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2001 |
|
RU2209857C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНО-ВОЛОКНИСТОГО АДСОРБЕНТА | 2001 |
|
RU2212479C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1992 |
|
RU2040355C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
Изобретение относится к обработке металлов давлением. Трубчатую тонкостенную заготовку прокатывают в неприводных валках полного охвата, формируя сдвоенную ступенчатую заготовку, площадь поперечного сечения которой уменьшается от концов к середине. Перед окончательным проходом на каждой ступени производят смену валков с изменением их калибра, а величину прилагаемого к одному из концов заготовки усилия натяжения изменяют на каждом проходе прокатывания в зависимости от площади ее поперечного сечения на данном проходе. По окончании заготовку разделяют на две части. Способ позволяет изготовить длинномерные нежесткие тонкостенные трубчатые изделия переменного по их длине сечения за счет обеспечения точного диаметра прокатываемой ступени. 6 ил., 1 табл.
Способ изготовления изделий переменного по их длине сечения, включающий закрепление заготовки с обоих ее концов, к одному из которых прикладывают осевое усилие натяжения, а со стороны другого вдавливают неприводные валки с калибром полного охвата заготовки и прикладывают осевое усилие протягивания, прокатывание заготовки до получения сдвоенной ступенчатой заготовки, площадь поперечного сечения которой уменьшается от концов к середине, путем ее возвратно-поступательного перемещения и радиального перемещения валков, определяемого программой обработки для каждого рабочего хода, с поворотом заготовки после каждого рабочего хода вокруг продольной оси, со сменой калибра валков при формировании каждой ступени заготовки и изменением величины ее хода в соответствии с удлинением обрабатываемого участка заготовки, отличающийся тем, что в качестве исходной заготовки обработке прокатыванием подвергают тонкостенную трубчатую заготовку, смену валков с изменением их калибра производят перед окончательным проходом на каждой ступени, а величину прилагаемого усилия натяжения изменяют на каждом проходе и определяют с учетом площади поперечного сечения заготовки на данном проходе.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1996 |
|
RU2103100C1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1992 |
|
RU2042464C1 |
| Способ изготовления полых осесимметричных деталей | 1977 |
|
SU745584A1 |
| Инерционный сепаратор газотурбинного двигателя | 1978 |
|
SU729375A1 |
| US 4454739 А, 13.06.1984. | |||
