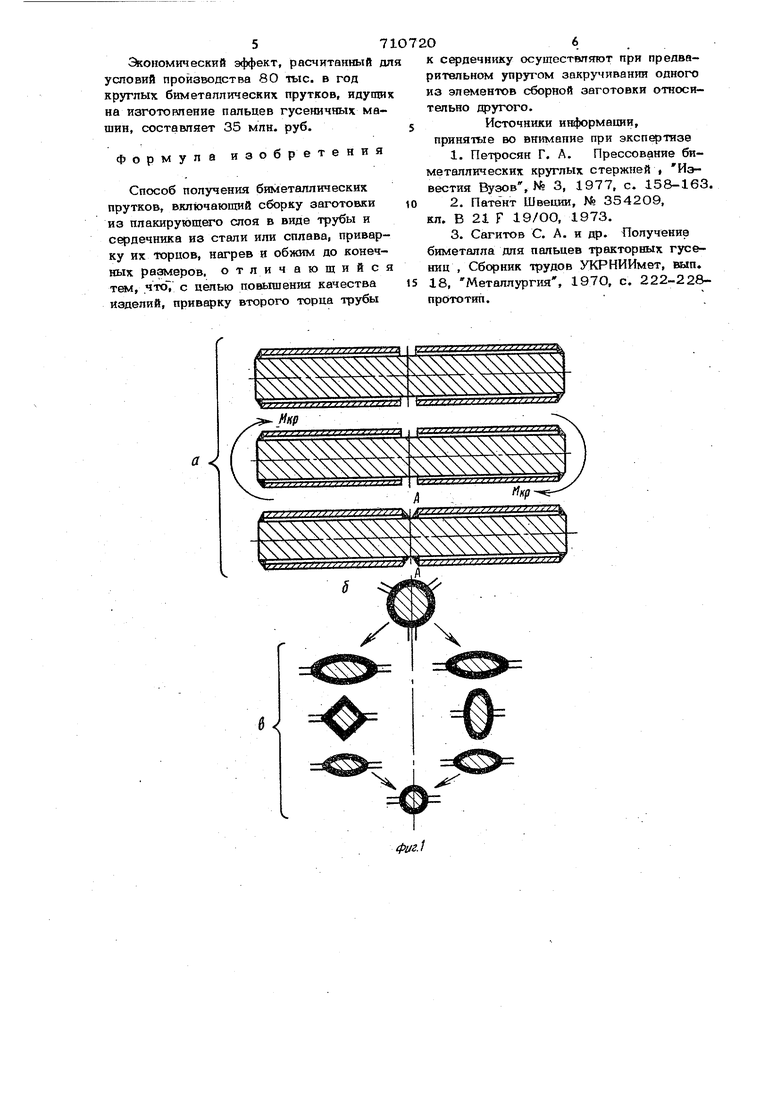
Изобретение относится к металлургии, конкретно к области обработки металлов давлением, и может быть испопьаовано на прокатных, волочильных и прессовых агрегатах. Известны способы получения биметаллических изделий (проволоки, прутков и др.) прессованием til и волочением 23 Однако способы производства биметалличе ких прутков прессованием или волочением малопроизводительны, характеризуются большим износом рабочего инструмента и в сравнении с горячей прокаткой являются неэкономичными. Известен спосрб получения биметаллических прутков с применением горячей прокатки, при котором предварительно подготовленный пакет круглого сечения с сердечником из конструкционной стали и оболочкой в виде трубы на инструменталь ной тали после заварки торцов и нагрева в камерной печи прокатывают за 6-8 пропусков по системе овал-квадрат в двухвалковой кпети 3. Однако существующий способ получения биметаллических прутков не позволяет получить прочное соединение компонентов на KOHTa5sTной поверхности и равномерный плакируюший слой в готовом изделии. Прокатка пакета не обеспечивает всестороннего сжатия, необходимого для надежного схватывания плакирующего слоя с сердечником, вследствие чего происходит раскрытие пакета вблизи мест зазоров калибров двухвалковой клети, окисление контактных поверхностей и ухудшение качества схватывания. Наличие несхваченных поверхностей в значительной мере увеличивает свободное расширение плакирующего слоя, создавая уже в первьтх черновых пропусках неравномерное распределение толщины оболочки вокруг сердечника. Образовавшаяся в перыз1х проходах неравномерность плакирующего слоя сохраняется и при дальнейшей прокатке, из-за чего добиться равномерного распределения его в 1Ч)товом изделии путем подбора спе37циальных форм калибров практически невозможно. Цель настоящего изобретения - устранение указанных недостатков при производстве биметаллических прутков и создание такого способа, который обеспечит повышение качества биметаллического прутка . Поставденная цель достигается тем, что приварку второго торца трубы плакирующего слоя к сердечнику осуществляют при предварительном упругом закручивании одного из элементов сборной заготовки относительно другого. - Изобретение поясняется чертежами, гд на фиг. 1а, б, в изображен конкретный пример способа получения биметаллических прутков, а на фиг. 2а, б , в, г показан механизм сжатия сердечника плакирующим слоем в процессе нагрева перед обработкой давлеш1ем. Технологический процесс описан на примере получения пальцев для гусеничных машин, который осуществляется следующим образом. Биметаллический пакет круглого сечения, состоящий из сердечника и плакирующего слоя, изгота.вливают соответственно, например, из сталей 45 и XI2. Размеры сердечника и оболочки подбирают таким образом, чтобы получить, на готовом прут ке плакирующий слой толщиной 3-4 мм. Сборку пакетов удобно производить, следующим образом /см. фиг. laj. Вначале сваривают внешние торпы левой и правой заготовки, затем их концы зажимают в специальном устройстве и производят упругое скручивание сердечника. В таком положении осуществляют сварку торцов заготовок в сечен1га А-А (фиг. 1а) и пос ле этого заготовку разрезают в сечении А-А или в сдвоенном виде подают для нагрева и прокатки. Зазор меишу сердечником и плакирующим слоем пакета обуславливается допус ками на их изготовлении, который в первую очередь способствует раскрытию па кета вблизи зазоров между валками, что приводит к окислению поверхностей сердечника и плакирующего слоя. Получение многослойных пакетов по данному способу устраняет зазор между составными частями заготовки и позволяет осуществить предварительное обжатие сердечника плакирующим слоем в процессе нагрева. Механизм этого процесса показан на фиг 2, где: на фиг. 2а - первоначальный зазор между составными частями заготов,ки, на фиг. 26 - увеличение зазора вслед 0 ствие нагрева плакирующего слоя и его объемного расширения, на фиг. 2в - уменьшение зазора вследствие того, что упруго скрученный сердечник раскручивается и закручивает плакирующий слой, который нагревается в первую очередь до высокой температуры и пластичность которого резко повышается, на фиг. 2 г - уменьшение зазора между составными частями заготовки в первоначальное обжатие сердечника плакирующим слоем вследствие нагрева сердечника до высокой температуры и объемного расширения. Нагретую до температуры прокатки заготовку деформируют на прессе, волочильном или прокатном стане до требуемых размеров. Предпочтительным способом обработки является прокатка. Напри мер, прокатка в одном или нескольких многовалковых блоках по системе калибров круг-круг обеспечит всестороннее обжатие и сваривание сердечника с плакирующим слоем, так как составные части заготовки уже предварительно сжаты и обжатие, которое допускают многовалковые блоки, будет вполне достаточно (см. фиг. 16, в). Дальнейшее деформирование металла производится в калибрах двухвалковых клетей по одной из схем, например, овал-ребровой овал или овалквадрат. Так .как деформация в системе калибров двухвалковых клетей начинается после надежного сваривания составных частей заготовки, то исключается раскрыTi-te пакета вблизи мест зазора калибров и увеличенное свободное уширение плакирующего слоя. В первых пропусках не закладывается неравномерность толщины i плакирующего слоя, что оказывает решаю-; щее значение на получение качественной готовой продукции в этом отношении. С целью получения точных геометрических размеров окончательное формирование готового биметаллического прутка возможно в многовалковом блоке по системе .круг-круг. Дальнейшая обработка прут ков производится в соответствии с требованиями, предъявляемыми к готовому иэделию. Использование данного способа в промышленных условиях позволит освоить производство биметаллических прутков различного сечения высокой прочности и износостойкости с прочным соединением компонентов по контактным поверхностям и равномерно распределенным плакирующим слоем.
Экономический эффект, расчитанный дл условий производства 80 тыс. в год круглых биметаллических прутков, идущих на изготовление пальцев гусеничных машин, составляет 35 мпн. руб.
Формула изобретения
Способ получения бшчеталлических прутков, включающий сборку заготовки из плакирующего слоя в виде трубы и сердечника из стали или сплава, приварку их торцов, нагрев и обжим до конечных размеров, отличающийся тем, чтсГ, с целью повьпиения качества Изделий, приварку второго торца трубы
к сердечнику осуществляют при предварительном упругом закручиван1ш одного из элементов сборной заготовки относительно другого.
Источники информации, принятые во внимание при экспертизе
1.Петросян Г. А. Прессование биметаллических круглых стержней , Известия Вузов, № 3, 1977, с. 158-163
2.Патент Швеции, № 3542О9, кл. В 21 F 19/00, 1973.
3.Сагитов С. А. и др. Получение биметалла для пальцев тракторных гусениц , Сборник трудов УКРНИИмет, вып. 18, Металлургия, 197О, с. 222-228прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных прутков | 1977 |
|
SU709308A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПРУТКОВ | 2011 |
|
RU2463138C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЗАГОТОВКИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2005 |
|
RU2299103C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 1993 |
|
RU2070448C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЬНЫХ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ | 1999 |
|
RU2158641C1 |
| Способ производства стальной проволоки или прутков | 1986 |
|
SU1424900A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА КРУГЛОГО ПРОФИЛЯ | 2004 |
|
RU2281819C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ СПЕЧЕННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ВОЛЬФРАМА | 1986 |
|
SU1431183A1 |
а
М
Фиг. 2
