Настоящее предложение относится к устройствам для изгибания труб в холодном состоянии при помощи роликов.
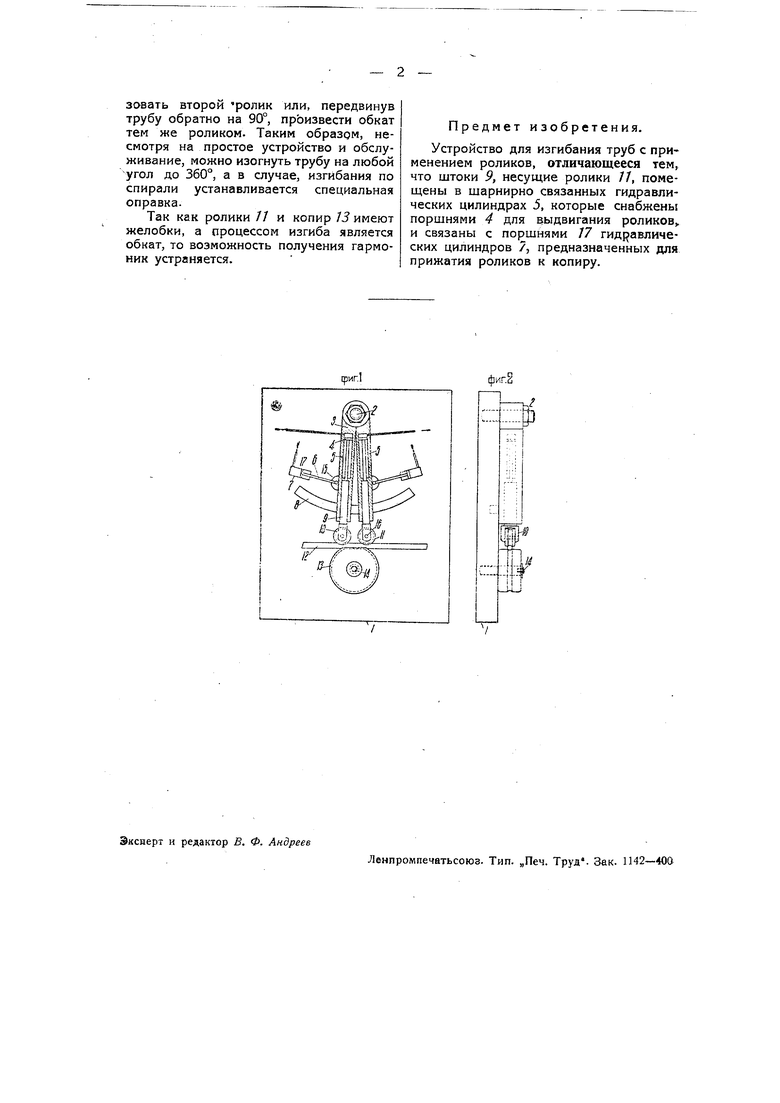
На чертеже фиг. 1 и 2 изображают вид устройства в двух проекциях.
В плиту / ввернут палец 2, на который надеты своими проушинами две оправки 3, имеющие возможность раздвигаться на пальце 2, скользя при этом по направлящему дуговому пазу 8 в плите 7.
Оправки 3 снабжены цилиндрами 5 с поршнями 4, щтоки 9 которых расположены Б отверстиях оправок 3. К проушинам 15 оправки 3 при помощи соединительного пальца прикреплены штоки 6 с поршнями /7, входящие в цилиндры 7, закрепленные на плите 7. Штоки 9 заканчиваются вилками JO, несущими оси 75, на которых свободно сидят вращающиеся ролики 77,
На некотором расстоянии от конца оправки 5 на одной оси с пальцем 2 ввернута ось J4, на которой свободно сидит сменный копир J3, радиус которого равен радиусу изгиба трубы 72.
Между копиром 73 и роликами 77 закладывается труба 72, подлежащая изгибу. При наличии тонкостенной трубы большого диаметра трубу рекомендуется предварительно заполнять песком или маслом под давлением. Затем ручным масляным насосом подается масло в цилиндры 5; под давлением масла поршни
4 выдвигаются, а с ними и штоки 9 с роликами 77, причем один ролик устанавливается неподвижно прижатым к трубе путем закрытия клапана на соответствующем цилиндре, где сохранится некоторое произвольное давление, которое будет прижиматьтрубу к копиру.
Установив таким образом один ролик, продолжают подавать масло в другой цилиндр, под действием которого поршень, а с ним и ролик начнет продолжать двигаться. Благодаря тому, что этот ролик может вращаться вокруг своей оси, а также благодаря кривизне копира оправка 3 начнет поворачиваться на пальце 2, заставляя ролик 77 обкатывать трубу 72.
Оправка, поворачиваясь около оси пальца 2 и скользя по дуговому пазу 8, начнет двигать поршень 77 в гидравлический цилиндр 7, повышая этим силу бокового прижатия ролика к трубе. Для предотвращения появления весьма больших усилий цилиндр 7 снабжается предохранительным клапаном.
В случае потребности, в цилиндре 7 можно создать предварительное или дополнительное давление.
На предлагаемом устройстве можно изогнуть трубу на требуемый угол, не прибегая к нагреву трубы. Рекомендуется обкат одиним роликом не производить более, чем на 90°. В случае потребности изгиба на угол более 90 следует использовать второй ролик или, передвинув трубу обратно на 90°, произвести обкат тем же роликом. Таким образдм, несмотря на простое устройство и обслуживание, можно изогнуть трубу на любой угол до 360°, а в случае, изгибания по спирали устанавливается специальная оправка.
Так как ролики // и копир 13 имеют желобки, а процессом изгиба является обкат, то возможность получения гармоник устраняется.
Предмет изобретения.
Устройство для изгибания труб с применением роликов, отличающееся тем, что штоки 9, несущие ролики 11, помещены в щарнирно связанных гидравлических цилиндрах 3, которые снабжены поршнями 4 для выдвигания роликов, и связаны с поршнями 77 гидравлических цилиндров 7, предназначенных для прижатия роликов к копиру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Опрокидная бадья | 1958 |
|
SU119480A1 |
| Автоматические весы | 1948 |
|
SU81863A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Устройство для изгибания труб | 1937 |
|
SU52793A1 |
| Устройство для гибки труб | 1976 |
|
SU608582A1 |
| Универсальная машина для испытания материалов и инженерных конструкций | 1930 |
|
SU37896A1 |
| Встряхивающий карусельного типа формовочный станок | 1936 |
|
SU51364A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| МЕХАНИЗИРОВАННЫЙ АВТОМАТИЧЕСКИЙ РАМНЫЙ | 1966 |
|
SU184809A1 |
| Стенд для ремонта и испытаний гидроцилиндров | 1990 |
|
SU1803612A1 |

