1
Известна экструзионная голоюка, содержащая снабженный фильтром и каналами для подачи и выхода полимера корпус, соединенный с накопительной камерой, снабженной в.ходньгми и формующими отверстиями.
С целью повыщен.ия качества изделий при переработке маловязких в расплаве поли.меров, напри1мер лавсана, в in ред латаем о и экструзионной накопительная камера связана с системой вакуум-отсоса и снабжена частично погруженным в расплав полимера валиком, установленным с -возможностью вращения под входными отверстия.м.и накопительной ка1ме;ры.
iKpOM.e того, с целью регулирования уровня расплава полимера в накопительной камере, последняя снабжена лереливным натрубком и установленными соосно с формую1Щ.ими отверстиями пробковыми кла-панами, сна.бженньши механизмом для и.х перемещения, связанным с датчиком уровня расплава полимера.
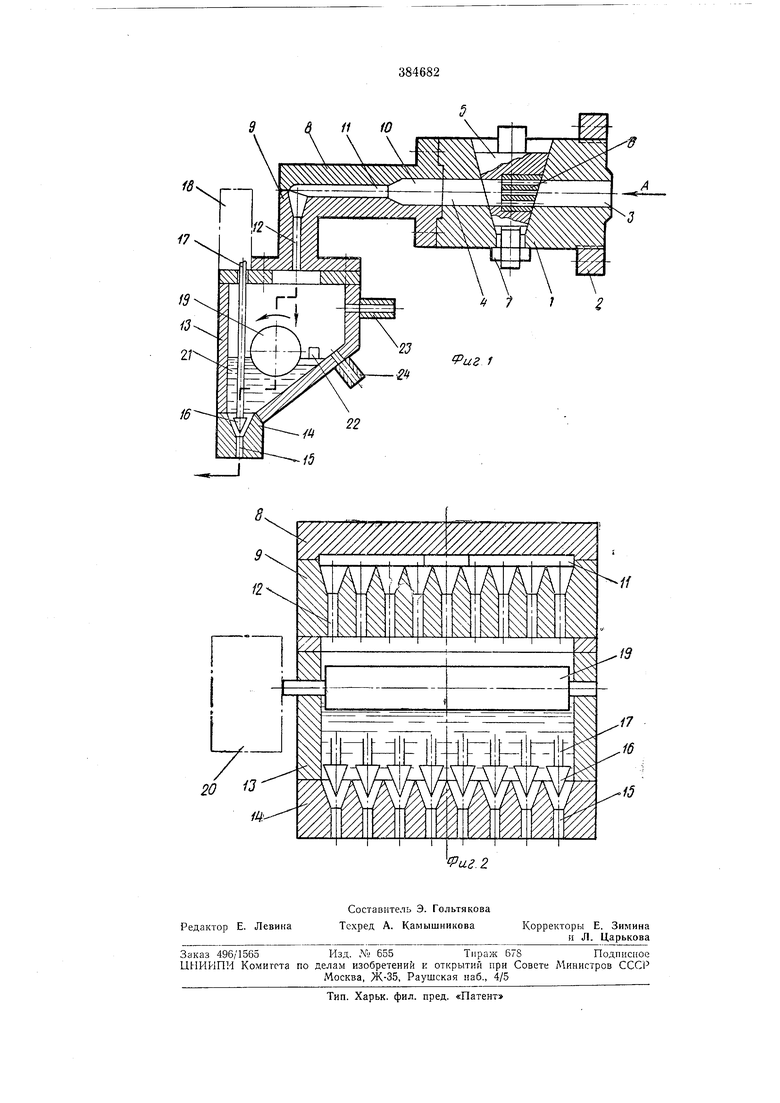
На фиг. 1 представлена предлагаемая головка, продольный разрез, на фиг. 2 - разрез голов|к,и по формующим отверстиям.
Эк струзио.нная головка включает корпус 1 с фланцем 2 для крепления к экструдеру. В корпусе 1 выполнены отверстие 3 для подвода полимера и отверстие 4 для его выхода и
установлена поворотная пробка 5 с фильтруЮ1щим элементом 6. Пробка 5 фиксируется гайкой 7. К корпусу 1 крепится переходник, состоящий из верхней 8 и ниж.ней 9 половин, стянутых болтами. Между верхней и нижней 9 половинами переходника выполнен коллекторный каиал 10 и распределительный //, обеспечивающие равномерный подвод материала к выходным отверстиям 12, выполненным в а1ИЖ,ней 9 половине переходника. К нижней 9 половине переходника крепится корпус 13 накопительной камеры с Д1иище 14, в котором вмеются формук щи€ отверстия 15. Входная часть фор.мую.щнх отверстий частично перекрыта пробками 16, связанными щтангами 17 с .механизмом перемещения 18. Под отверстиями 12 в накопительной ка.мере установлен вращающийся валик 19, связанный с приводом 20. Уровень расплава пo. 2 в накопительной каме:ре контролируется датчиком 22 уровня расплава полимера, управляющи.м механизмом перемещения 18 пробок 16. Датчик 22 может быть, например, поплавкового типа. Верхняя часть накопительной хамеры, свободная от расплава полимера, связана патрубком 23 с системой отсоса газов. Корпус 13 накопитель-Ной ка1меры снабжен переливным патрубком 24. Корпус 1, верхняя 8 и нижняя 9 лолоаины переходника и корпус
13 обогреваются.
При работе экструдера расплав полимера по стрелке 4 попадает во вхо1Д1Пое отгверстие 3, фильтруемся элементом 6 и через выходное отверстие 4 нападает в коллбкто1рный капал 10 и раюпределительный участак 11, а затем через выходные отверстия 12 вьлдагвливается на .поверхность вращаюпдегося .валика 19, частично порруженного в расплав полимера 21. На части пове.рхноста валика 19, не .догруженной в полимер, образуется нюстоянно обновляющийся слой полимера, что обеспечивает более пол-ное удаление летучих веще.ств, которые отсасываются через .патрубок 23, соединенный с системой отсоса газов. Это позволяет удалить из полимера летучие вещества, образующиеся по всему пути сле1дования полимера вплоть до фор;мующих отверстий.
Раонлав .полимера, собирающийся в накопительной .камере, под действием собственного веса вытекает через формующие отверстия 15j обра:зуя стренги, которые принимаются обычиым способам. Уровень расплава полимера контролируется датчиком 22. При из.менении уровня, -например, вследств.ие .пульсаций произ1водительности рабочего органа сигнал с датчика давления поступает на вход устройства, управляющего механизмом 18 перемещения пробок 16, которые перемещаются, :из1меняя проходное сечение входной части формующих отверстий. Панример, при повььщении у.ров«я рас1п.лава пробки опускаются, увеличивая сопротивление течению матер.иа.ла и комленсируя там самым по вышеиие уровня. Скорость выхода материала из формующих отверстий нри этом остается постоянной, а пульсации .производительности рабочего органа, xa.paiKTepHbie при переработке лoлиLмepoв с .малым насынмым весом типа отходов полимерных материалов, не оказывают влияния на произвадителыность по готовому изделию. Положение пробок может регулироваться и установочным образом, что необходимо при переходе на производство изделия другой .площади поперечного сечения или изменении марки материала. Переливной натрубОК устраняет во3(можность нереяолнеиия накопительной камеры при особенно сильных нулысациях .производительности.
Предлагаемая головка обесненивает полное удаление летучих веществ, выделя.ющихся по всему пути следования полимера до формующих отверстий, и устран1яет вл.ияние пульсаций производительности ра|бочего органа экструдера на прО1чзводителыность по готовому изделию, обеапеч.И1вая тем самым .по.выщение размерной точности и качества изделий, в особенности .при .перера|ботке .маловязких в расплаве полимеров.
Предмет изобретен и
1.Зйструзианная головка, содержащая снабженный фильтроьм и ка1нала1ми для подачи и выхода полимера корпус, соединенный с накопительной камерой, снабженной входныМ1И и формующими отверстиями, отличающаяся тем, что, с целью повышения качества издел.ий при переработке маловязких в расплаве полимеров, натр.имер лавсана, накопительная камера связана с системой вакуум-отcoca и снабжена частично погруженным в расплав .полимера валиком, установленным с возможностью вращения над входными отверстиями 1на|ко:пите1льной ,камеры.
2.Головка iHO л. 1, отличающаяся тем, что, с целью регулирования уровшя раснла.ва по|Л|И1м.ера в накопительной камере, последняя снабжена переливным патрубкОМ и установленными COOQHO с фор|Мующими отверстиями пробковыми клапанами, снабженными механи змом для их перемещения, связаннььм с датчиком уро.В1Ня расплава полимера.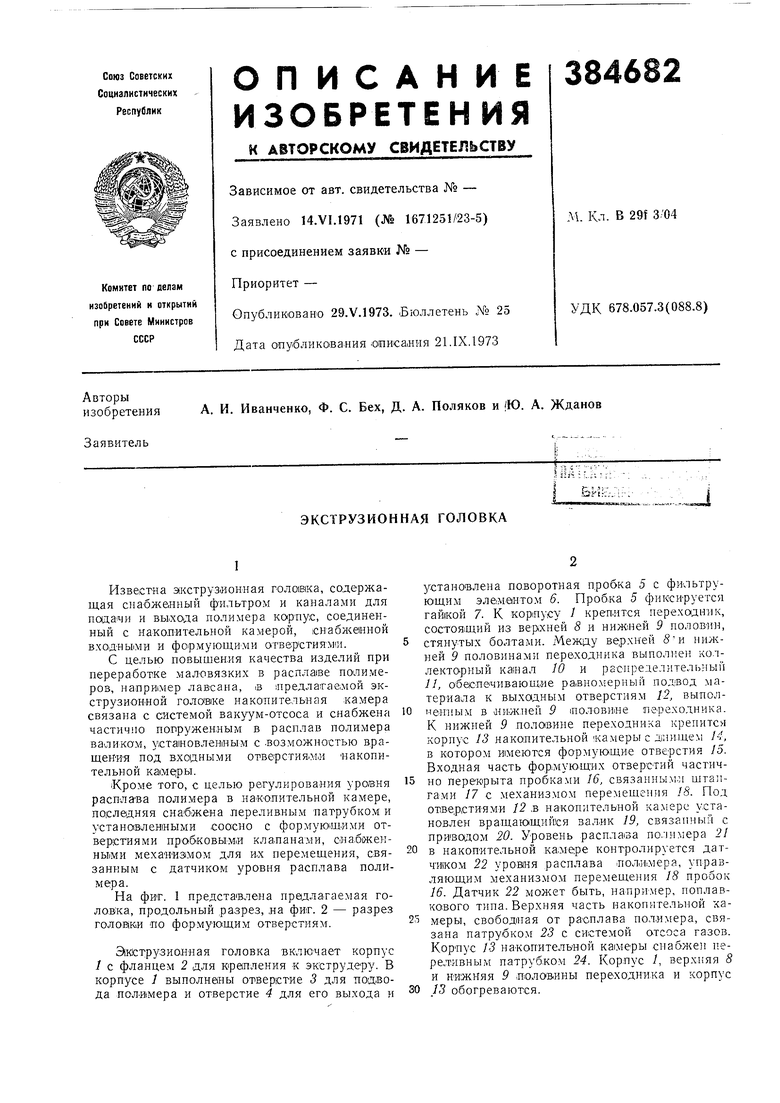
| название | год | авторы | номер документа |
|---|---|---|---|
| Утановка для нанесения полимерных покрытий на цилиндрические изделия экструзией | 1975 |
|
SU547366A1 |
| Экструзионная линия | 1989 |
|
SU1691122A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПЛАСТА И ПЕНОПЛАСТ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1995 |
|
RU2160749C2 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2329895C2 |
| ДИСКОВЫЙ ЭКСТРУДЕР для ПЕРЕРАБОТКИ ПОЛИМЕРНЫХМАТЕРИАЛОВ | 1971 |
|
SU304143A1 |
| ЭКСТРУЗИОННАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКОЙ НИТИ ИЗ СИНТЕТИЧЕСКОГО СЫРЬЯ | 2011 |
|
RU2448831C2 |
| Экструзионная головка для изготовления плоских сеток из пластмасс | 1983 |
|
SU1113265A1 |
| ЭКСТРУЗИОННЫЙ СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОЙ НИТИ ИЗ СИНТЕТИЧЕСКОГО СЫРЬЯ | 2011 |
|
RU2447995C2 |
| ЭКСТРУДЕР | 1990 |
|
RU2021136C1 |
| Экструзионная головка для изготовления плоских сеток из пластмасс | 1988 |
|
SU1500497A1 |