1
Известен способ изготовления резьбовых деталей из пресс-материала на оонове фенолформальдегидного связующего и кремнеземного волокнистого наполнителя путем горячего прессования.
С целью увеличения механической прочности деталей при повышенных температурах по предлагаемому способу на пропитанное фенолформальдегидной смолой волокно наносят слой из пропитанной той же смолой ткани трикотажного переплетения, взятой в весовом соотношении от 1:1 до 1: 10 к волокнистому наполнителю, и полученную заготовку таблетируют.
Применение трикотажа для оформления резьбовой поверхности благодаря значительной его «пластичности способствует равномерному распределению наполнителя и связующего по профилю резьбовой поверхности крепежных деталей, что обеспечивает качественное ее оформление с одновременным повышением сопротивления срезу.
Использование материала с наполнителем в виде ориентированных вдоль оси детали нитей увеличивает разрушающее напряжение при растяжении детали вдоль оси.
Применение указанного сочетания наполиителей и термостойких связующих позволяет использовать крепежные детали в изделиях,
работающих в условиях повыщенных температур (до 1000°С).
Пример. Стеклотрикотажный (в виде ленты шириной равной длине винта с головкой) и волокнистый наполнители пропитывают фенолформальдегидным связующим и сушат. Для получения заготовки детали «винт навеску материала на основе ориентированного или спутанного стекловолокнистого наполнителя обматывают взвещенным стеклотрикотажным материалом, закладывают в таблетформу при 80°С и дают давление 10 кгс/см-; при этой температуре выдерживают 2 мин )ia 10 мм толщины. Полученная заготовка имеет
два слоя: стеклотрикотажа на наружной поверхности и стекловолокна внутри. Далее заготовку укладывают в пресс-форму таким образом, чтобы ее хватило на оформление головки детали (у болта формуется шестпгранник, у вилта - головка со шлицей), причем слои стеклотрикотажа за счет своей «пластичности распределяются равномерно по всему профилю резьбовой поверхности. Отверждение детали производится по обычной технологии.
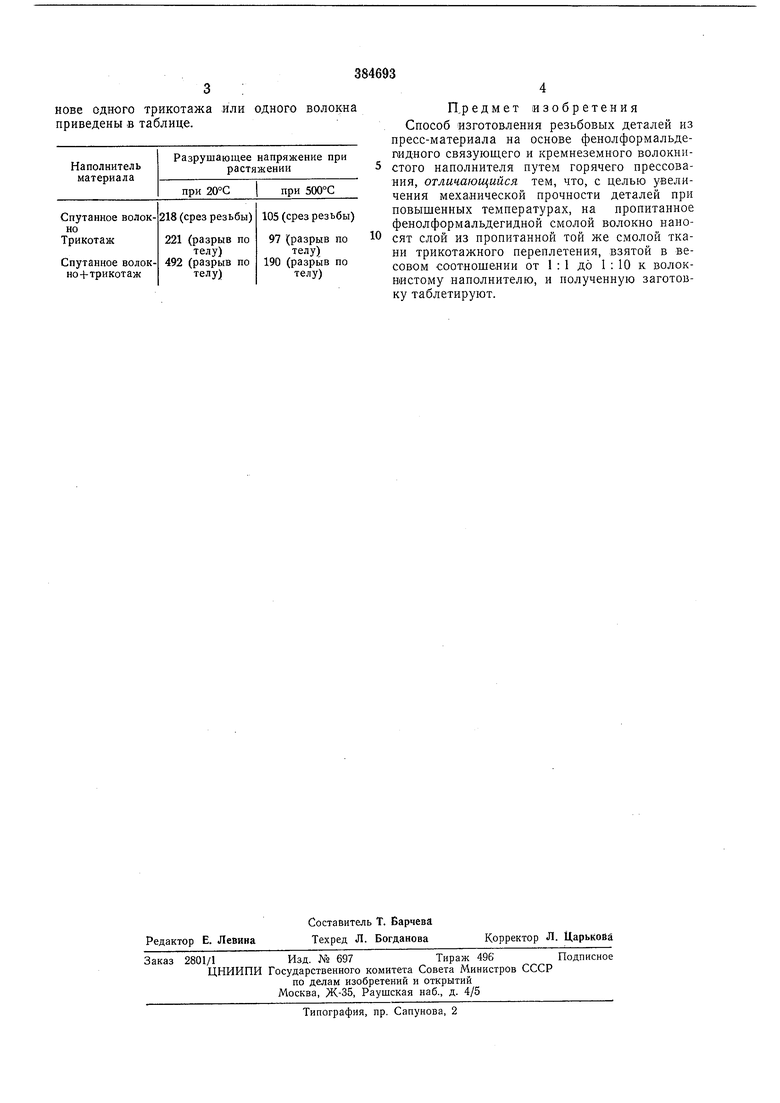
Результаты испытаний механической прочности (разрушающее напряжение при растяжении) винтов М 10, изготовленных из предлагаемого материала и из материала на основе одного трикотажа или одного волокна приведены в таблице.
П,редмет изобретения Способ изготовления резьбовых деталей из пресс-материала на основе фенолформальдепидного связующего и кремнеземного волокнистого наполнителя путем горячего прессования, отличающийся тем, что, с целью увеличения механической прочности деталей при повышенных температурах, на пропитанное фенолформальдегидной смолой волокно наносят слой из пропитанной той же смолой ткани трикотажного переплетения, взятой в весовом соотношении от 1 : 1 до 1 : 10 к волоквистому наполнителю, и полученную заготовку таблетируют.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА, СОДЕРЖАЩЕЙ ПО МЕНЬШЕЙ МЕРЕ ОДНУ ЧАСТЬ ДЛЯ ПРИЛОЖЕНИЯ УСИЛИЯ ИЛИ ЛОКАЛЬНОЕ УТОЛЩЕНИЕ | 2015 |
|
RU2682630C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОЗАЩИТНОГО МАТЕРИАЛА | 1996 |
|
RU2114880C1 |
| Способ изготовления армированного пластика трехслойной структуры с ячеистым заполнителем в среднем слое | 1979 |
|
SU854737A1 |
| СПОСОБ ПРИДАНИЯ ОБЪЕМНЫХ ЭФФЕКТОВ ТРИКОТАЖНЫМ ИЗДЕЛИЯМ | 1999 |
|
RU2178032C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1993 |
|
RU2104875C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО СОРБЕНТА | 1996 |
|
RU2098176C1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТА ПРЕССОВОЧНОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТА. | 2014 |
|
RU2603790C2 |
| Способ обработки волокнистого материала в виде нитей или прядей | 1988 |
|
SU1727536A3 |
| Гибкий слоистый композиционный материал с высокой абляционной стойкостью | 2020 |
|
RU2754144C1 |
| Двойной основовязальный трикотаж | 1972 |
|
SU440462A1 |
