1
Известен способ изготовления бетонных и железобетонных изделий в формах с паровыми рубашками путем сборки отформованных изделий в накет с зазором между открытой поверхностью и днищем рубашки и последуюшей тепловой обработки пакета.
Цель изобретения - повышение качества изделий и сокращение времени тепловой обработки.
Эта цель достигается тем, что тепловую обработку осуществляют с дополнительным обогревом открытой поверхности изделий отработавшим в рубашках паром, который подают в зазоры в количестве 1,0-1,2 . Пар в зазоры подают из вышерасположенных форм через отверстия в днище рубашки, причем струи пара направляют параллельно поверхности изделий.
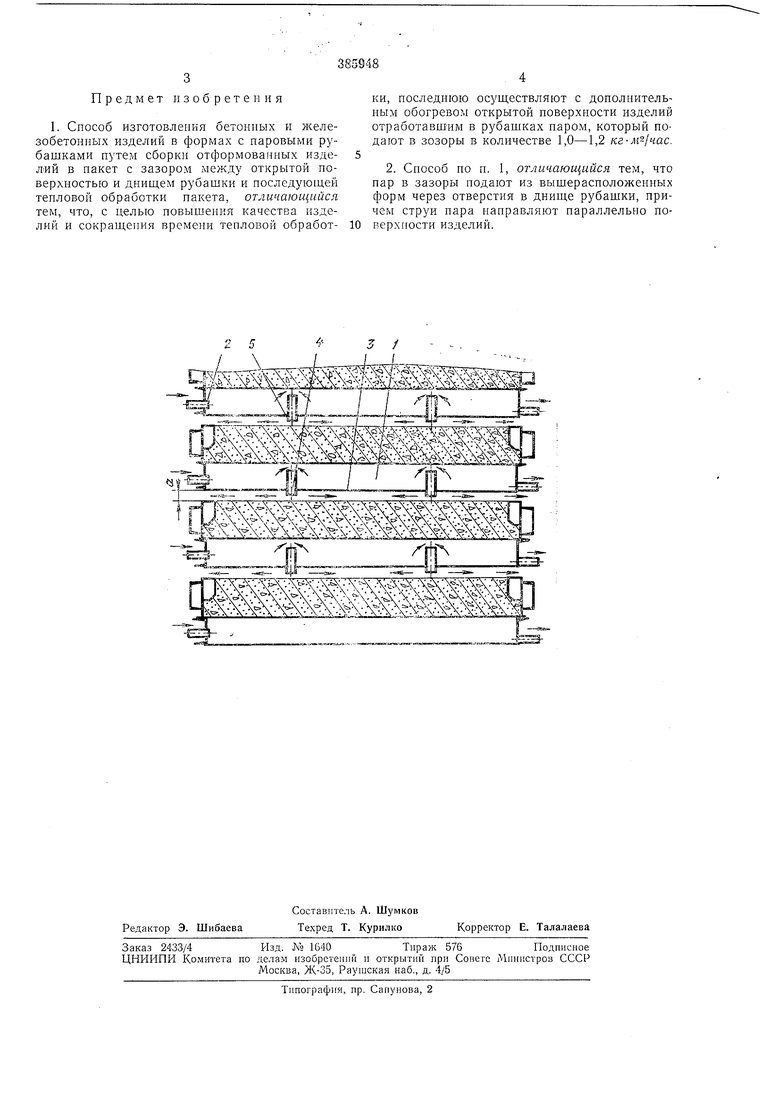
На чертеже схематически показан пакет форм с изделиями. Пар поступает в паровые рубашки / через патрубки 2.
Для интенсификации процесса тепловой обработки открытую поверхность изделий подвергают дополнительпой обработке. Для чего в зазор а между формами из каждой паровой рубашки через установленные в нижнем листе 3 гильзы 4 с боковыми отверстиями 5 в течение всего процесса обработки поступает отработавший в рубашках пар из расчета 1,0- 1,2 кг-м-/час.
Паровоздушная смесь, заполняя зазор а, между термоподдоном выше расположенно
формы и открытой НОВерХ110СТЬ О изделия Иже расположенной формы способствует равномерному повышению скорости прогрева изделий по толщине, а направление пара в зазор параллельно поверхности изделия обеспечивает предохранение новерх юсти от разрушения.
В зависимости от диаметра отверстий и предусматриваемой скорости повышения температуры бетона и поверхности изделия число отверстий в термоноддоне для ввода пара в зазор между формами определяют но формулам:
П.--±1-.0,14.Ли
0,,э 0,025-f- /
где F - площадь прогреваемого изделия, м- I - толщина прогреваемого издел1 я, м b - скорость нагрева, °С/час; d - диаметр отверстий, мм q - требуемая тепловая нагрузка & поверхности изделия, ккал/м-час; Ар - избыточиое давлеиие в нолости рубашки, кг/м.
Предмет изобретения
1. Способ изготовления бетонных и железобетонных изделий в формах с паровыми рубашками путем сборки отформованных изделий в накет с зазором между открытой поверхностью и днищем рубашки и последующей тепловой обработки пакета, отличающийся тем, что, с целью повышения качества изделий и сокращения времени тепловой обработки, последнюю осуществляют с дополнительным обогревог.1 открытой поверхности изделий отработавшим в рубашках паром, который подают в зозоры в количестве 1,0-1,2 кг-м -/час.
2. Способ по п. 1, отличающийся тем, что пар в зазоры подают из вышерасположенных форм через отверстия в днише рубашки, причем струи пара нанравляют параллельно поверхности изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тепловой обработки сборных железобетонных изделий | 2023 |
|
RU2807733C1 |
| Способ тепловой обработки бетонных и железобетонных изделий | 1982 |
|
SU1199749A1 |
| СПОСОБ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ БЕТОННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2591217C1 |
| Способ автоматического управления процессом термовлажностной обработки железобетонных изделий и устройство для его осуществления | 1983 |
|
SU1104375A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2214330C2 |
| "Способ изготовления бетонных лотков для ирригационных систем | 1976 |
|
SU626083A1 |
| Способ гидратации свободного оксида кальция в высококальциевых золах | 1990 |
|
SU1766857A1 |
| Способ изготовления декоративных бетонных изделий | 1978 |
|
SU698961A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ГОРЯЧЕЙ БЕТОННОЙ СМЕСИ | 1992 |
|
RU2024393C1 |
| Способ тепловой обработки изделий из тяжелого бетона | 1988 |
|
SU1699984A1 |