Изобретение относится к технике изготовления изделий на основе цемента, извести или известково-кремнеземистого вяжущего с применением тепловой обработки при атмосферном давлении.
Настоящее изобретение может быть использовано при изготовлении различных конструкционных элементов для промышленного и гражданского строительства.
Известен способ изготовления бетонных и железобетонных изделий, включающий дозирование и смешение компонентов заполнителя и вяжущего с водой, формование изделий при вибрации с последующей тепловой обработкой изделий в среде насыщенного водяного пара или паровоздушной смеси при атмосферном давлении.
Установка для реализации данного способа включает дозаторы крупного и мелкого заполнителя, вяжущего и воды, бетоносмеситель, формовочный узел, камеру для пропаривания периодического или непрерывного действия, соединенную трубопроводом с генератором теплоносителя (паровым котлом). Средний расход пара на тепловую обработку изделий составляет 250-450 кг/м3 бетона в изделиях (О. А. Гершберг. Технология бетонных и железобетонных изделий. Издательство литературы по строительству. М. , 1971, с. 140-147, 197-202, 305-313).
Недостатком данного способа и установки для изготовления бетонных и железобетонных изделий является использование при тепловой обработке дорогостоящего пара, получаемого в громоздких котельных агрегатах, и его потери при транспортировании к камерам пропаривания. Это повышает капитальные и эксплуатационные затраты.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления бетонных и железобетонных изделий, включающий приготовление бетонной смеси надлежащего вещественного состава, формование и тепловую обработку изделий при атмосферном давлении теплоносителем в виде дымовых газов.
Установка для реализации данного способа включает дозаторы, бетоносмесигель, формовочный узел, камеру для пропаривания, соединенную трубопроводом с генератором теплоносителя, оснащенного топкой. Генератор теплоносителя выполнен в виде камеры, соединенной газоходами с тяго-дутьевым вентилятором, дымососом, подачей окружающего холодного воздуха, топкой и камерой для пропаривания (В. В. Перегудов, М. И. Роговой. Тепловые процессы и установки в технологии строительных изделий и деталей. М.: Стройиздат, 1983, с. 142-144).
Недостатком данного способа и установки для изготовления бетонных и железобетонных изделий является насыщение водяными парами теплоносителя за счет обезвоживания изделия в пропарочной камере, что снижает прочность изделий.
В силу указанных недостатков, присущих перечисленным способам, дальнейшая интенсификация процесса тепловой обработки изделий и снижение капитальных и эксплуатационных затрат становятся затруднительными.
Задачей изобретения является снижение эксплуатационных затрат без снижения качества изделий за счет применения дешевого теплоносителя.
Другой задачей изобретения является снижение материалоемкости и повышение компактности установки.
В основу изобретения положена задача усовершенствования тепловой обработки в способе изготовления бетонных и железобетонных изделий с применением пара без его подачи из котельной установки.
Эта задача решается посредством способа изготовления бетонных и железобетонных изделий, включающего приготовление смеси надлежащего вещественного состава, формование и тепловую обработку изделий при атмосферном давлении теплоносителем в виде дымовых газов, согласно изобретению дымовые газы перед тепловой обработкой изделий насыщают водяными парами.
Возможен вариант, когда насыщение водяными парами дымовых газов производят путем их фильтрации в потоках воды, стекающих в слои зернистого материала.
Рационально в способе тепловую обработку изделий вести при температуре теплоносителя равной 60-190oС.
Задача также решается посредством установки, включающей дозаторы, бетоносмеситель, формовочный узел, камеру для пропаривания, соединенную трубопроводом с генератором теплоносителя, оснащенного топкой, согласно изобретению генератор теплоносителя выполнен в виде слоевого теплообменника, заполненного баластом и оснащенного сверху водоподачей.
Возможен вариант, когда в качестве баласта использованы шары или цильпебс фракции 5-30 мм. Такое выполнение способа позволяет производить интенсивно качественную тепловую обработку изделий в широком диапазоне температуры при использовании дешевого влагонасыщенного теплоносителя.
Конструктивные особенности изобретения позволяют получать влагонасыщенный теплоноситель без применения высокогабаритных паропроводов и дорогостоящих котельных агрегатов и безинерционно регулировать температуру теплоносителя.
Сущность изобретения заключается в том, что газообразный теплоноситель насыщают влагой при испарении воды с поверхности баласта в контакте с дымовыми газами, а не через стенку экранов из семейства труб, как в котельных агрегатах. Благодаря этому генератор теплоносителя приобретает компактность и может устанавливаться в технологической линии производства бетонных и железобетонных изделий непосредственно перед потребителем парогазовой смеси (камеры для пропаривания). Кроме того, слоевой парогенератор производит теплоноситель значительно интенсивнее и дешевле, чем котельные агрегаты.
Широкая возможность варьирования температурой теплоносителя в пределах 60-190oС позволяет применять способ для производства бетонных и железобетонных изделий на основе различных видов вяжущего (известкового, цементного, известково-кремнеземистого и их смесей). Увеличение температуры теплоносителя выше 190oС нерационально, так как приводит к снижению прочности изделий, а снижение температуры теплоносителя ниже 60oС нерационально из-за увеличения цикла твердения изделий.
Применение слоевого теплообменника, заполненного баластом и оснащенного сверху водоподачей, позволяет получать теплоноситель в виде смеси дымовых газов и водяных паров в широком диапазоне температуры (60-190oС), которые затем по трубопроводу поступают и используются по назначению в камере для пропаривания изделий.
Применение в качестве баласта, загружаемого в теплообменник, шаров или цильпебса фракции 5-30 мм обеспечивает высокую поверхность испарения пленок воды, поступающей в теплообменник сверху. Уменьшение размера баласта ниже 5 мм существенно повышает гидравлическое сопротивление теплообменника и энергозатраты с дутьем, а увеличение размера фракции баласта выше 30 мм существенно снижает удельную поверхность баласта и производительность теплообменника, что нерационально.
В дальнейшем изобретение поясняется конкретными вариантами его выполнения со ссылками на прилагаемый чертеж, на котором изображена технологическая схема и установка для изготовления бетонных и железобетонных изделий.
Установка для изготовления бетонных и железобетонных изделий содержит бункеры 1 для компонентов бетонной смеси и вяжущего, дозаторы 2, бетоносмеситель 3, формовочный узел 4, камеру для пропаривания 5, соединенную трубопроводом 6 с генератором теплоносителя 7, выполненным в виде слоевого теплообменника, соединенного газоходом 8 с топкой 9. Слоевой теплообменник загружен баластом 10 в виде шаров или цильпебса фракции 5-30 мм и сверху оснащен трубопроводом 11 водоподачи. Слоевой теплообменник, например с горизонтальной фильтрацией газов через слой баласта, выполнен в виде щелевой шахты, заполненной баластом 10, оснащенной колосниковыми решетками 12, вводной 13 и выводной 14 полостями, которые соответственно соединены газоходом 8 с топкой 9 и трубопроводом 6 с камерой 5 для пропаривания изделий. Топка 9 оснащена горелками 15 и вентилятором 16.
Способ осуществляют и установка работает следующим образом. Мелкий и крупный заполнитель из бункеров 1 через дозаторы 2 по стрелкам 17 и 18 поступают в бетоносмеситель 3, куда по стрелке 19 из бункера 1 через дозатор 2 поступает также вяжущее и по стрелке 20 поступает вода. В формовочный узел 4 по стрелке 21 подают арматуру и по стрелке 22 бетонную смесь из бетоносмесителя 3. Заформованное изделие после вибрации по стрелке 23 подают в камеру для пропаривания 5, куда по трубопроводу 6 и стрелке 24 подают теплоноситель. Отработанный теплоноситель из камеры для пропаривания 5 удаляют в атмосферу по стрелке 25, а изделие после завершения цикла твердения по стрелке 26 направляют на распалубку. Возможно часть отработанного теплоносителя возвращать на рециркуляцию. Для получения теплоносителя в виде насыщенных паром дымовых газов требуемого температурного потенциала в топке 9 при помощи горелок 15 сжигают горючее и для его окисления и создания требуемой температуры дымовых газов вентилятором 16 подают окружающий воздух с большим избытком, которым и регулируют температуру дымовых газов. Последние по стрелке 27 через газоход 8 поступают в вводную полость 13 слоевого теплообменника, и затем через зазоры в колосниковой решетке 12 дымовые газы поступают в слой баласта и фильтруются в нем по стрелкам 28 по горизонтали. В слой баласта 10 непрерывно подают воду из трубопровода 11, и, стекая вниз, вода на поверхности баласта образует пленки, которые омываются раскаленными дымовыми газами, которые охлаждаются до заданной температуры и насыщаются водяными парами. Затем парогазовая смесь через зазоры в колосниковой решетке 12 вытекает в выводную полость 14 и по стрелке 24 направляется по назначению в камеру для пропаривания 5. Температуру теплоносителя регулируют количеством сжигаемого горючего, избытком воздуха и интенсивностью водоподачи в слоевой теплообменник.
Достоинствами способа изготовления бетонных и железобетонных изделий является компактность, широкий диапазон регулирования интенсивностью обработки, незначительные теплопотери и пониженные затраты на тепловую обработку изделий.
Для лучшего понимания существа изобретения рассмотрим конкретные примеры осуществления способа.
Готовят бетонную смесь жесткой консистенции и формуют из нее пустотелую плиту перекрытия, которую после предварительной выдержки в течение двух часов подают на тепловую обработку в камеру пропаривания периодического действия, как показано на фиг. Из генератора теплоносителя подают дымовые газы, насыщенные водяными парами при температуре 80oС, и тепловую обработку изделия производят в течение трех часов, затем поднимают температуру теплоносителя до 120oС и производят тепловую обработку при этой температуре в течение двух часов. Изделие после распалубки соответствует стандартному качеству.
Готовят бетонную смесь пластичной консистенции и формуют из нее ребристую плиту перекрытия, которую после предварительной выдержки в течение двух часов подают на тепловую обработку в камеру пропаривания периодического действия. Из генератора теплоносителя подают дымовые газы, насыщенные водяными парами при температуре 60oС, и тепловую обработку изделия производят в течение четырех часов, затем поднимают температуру теплоносителя до 105oС и производят тепловую обработку при этой температуре в течение трех часов.
Само собой разумеется, что настоящее изобретение не ограничивается описанными здесь примерами его выполнения и что возможны различные модификаация и другие варианты осуществления тепловой обработки изделий без отклонения от объема и существа настоящего изобретения.
Промышленная применимость
На основе данного изобретения могут быть разработаны и изготовлены конструкции установок различной мощности для тепловой обработки бетонных и железобетонных изделий дымовыми газами, насыщенными водяными парами. Такие установки предназначены для реконструкции действующих и строительства новых заводов по производству бетонных и железобетонных изделий.
Настоящая конструкция характеризуется высокой производительностью, низким расходом металла и огнеупоров, компактностью, простотой исполнения, низким расходом горючего и электроэнергии и повышенной безопасностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СТРОИТЕЛЬНОГО ГИПСА | 2001 |
|
RU2214374C2 |
| СПОСОБ СКОРОСТНОЙ ПЛАВКИ МИНЕРАЛЬНЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2217503C2 |
| Способ сушки жидкотекучих и суспензионных материалов и установка для его осуществления | 2001 |
|
RU2220389C2 |
| ПЛАНЕТАРНЫЙ ТЕПЛООБМЕННИК | 1991 |
|
RU2024810C1 |
| СЛОЕВАЯ СЕКЦИОННАЯ ТОПКА СКОРОСТНОГО ГОРЕНИЯ | 2001 |
|
RU2196934C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЦЕМЕНТНОГО КЛИНКЕРА | 1990 |
|
RU2024809C1 |
| СПОСОБ ОБЖИГА ГРАНУЛИРОВАННОГО МАТЕРИАЛА ВО ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1990 |
|
RU2062967C1 |
| СПОСОБ СКОРОСТНОГО СЖИГАНИЯ ТВЕРДОГО ТОПЛИВА В НИСХОДЯЩЕМ СЛОЕ | 2001 |
|
RU2195607C1 |
| СПОСОБ СКОРОСТНОГО ИЗГОТОВЛЕНИЯ ОБЖИГОВЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2214574C2 |
| УСТАНОВКА ДЛЯ ОБЖИГА ГРАНУЛИРОВАННОГО ИЛИ ЗЕРНИСТОГО МАТЕРИАЛА | 1990 |
|
RU2024807C1 |
Изобретение относится к технике изготовления изделий на основе цемента с применением тепловой обработки при атмосферном давлении. Технический результат - снижение эксплуатационных затрат. Бетонные и железобетонные изделия изготавливают на установке, включающей дозаторы, бетоносмеситель, формовочный узел, камеру пропаривания. Установка также включает генератор дымовых газов, насыщенных водяными парами, соединенный с камерой пропаривания. Генератор выполнен в виде слоевого теплообменника, заполненного балластом, и оснащен топкой и водоподачей сверху. 2 с. и 1 з.п. ф-лы, 1 ил.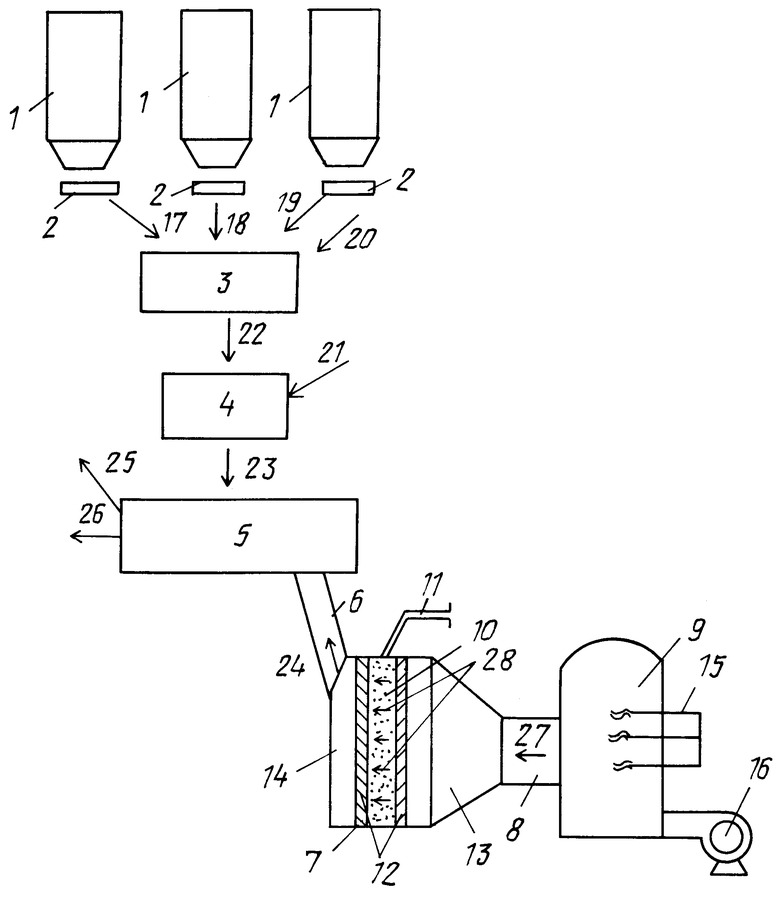
3. Установка по п.2, отличающаяся тем, что в качестве балласта использованы шары или цильпебс фракции 5-30 мм.
| БЕТОННАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ БЕТОНА ИЛИ ЖЕЛЕЗОБЕТОНА, СПОСОБ ПРИГОТОВЛЕНИЯ БЕТОННОЙ СМЕСИ ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ БЕТОННОЙ СМЕСИ | 1993 |
|
RU2010019C1 |
| В.В.Перегудов и др | |||
| Тепловые процессы и установки в технологии строительных изделий и деталей | |||
| - М.: Стройиздат, 1983, с.142-144 | |||
| ТЕПЛОУТИЛИЗАЦИОННАЯ УСТАНОВКА | 1995 |
|
RU2092745C1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТЯЖЕЛОГО БЕТОНА | 1991 |
|
RU2028996C1 |
| Двухконтурный газовый водонагреватель | 1975 |
|
SU586153A1 |

