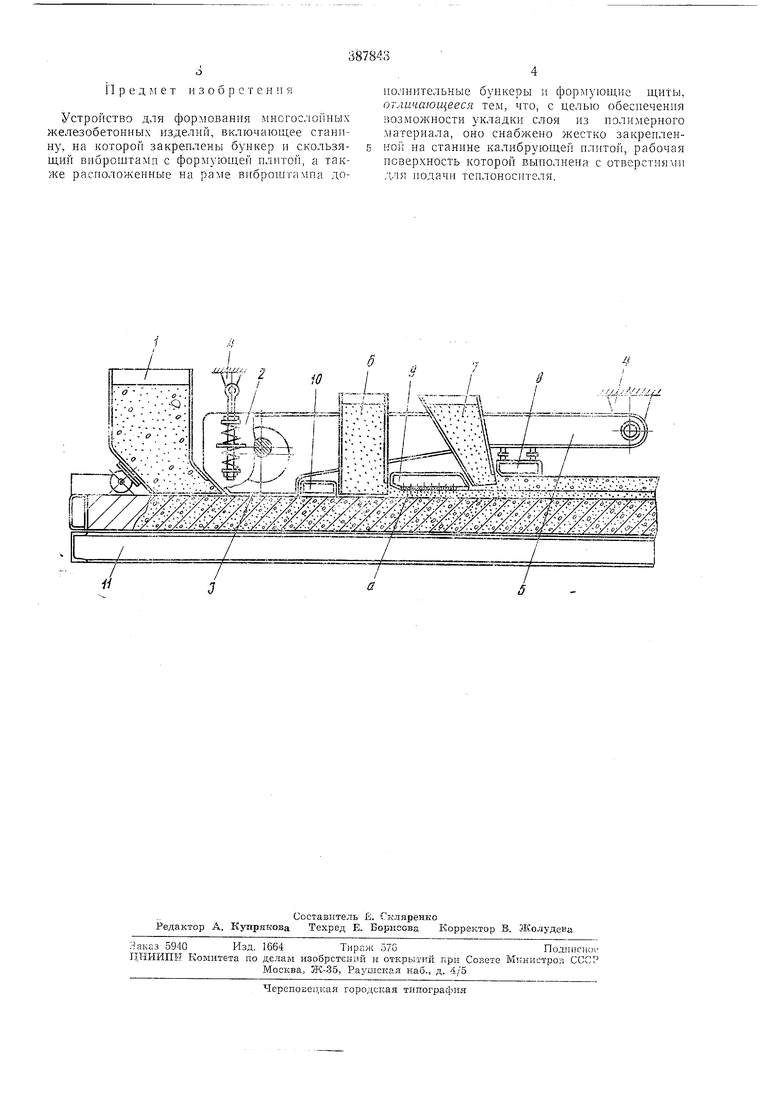
Изобретение относится к производству железобетонных изделий. Известно устройство для формования многослойных }келезобетонных изделий, включаionj,ee станину, на которой закреплены бункер я скользяпип виброштамп с формующей плитой для укладки йижнего слоя бетона, а также расположенные на раме виброштамна допол-нительные бункеры и фо/рмующая плита для укладки последуюп1;его слоя бетона Цель изобретения -- возможность укладки слоя из полимерного материала. Это достигается тем, что предложенное устройство снабжено жестко закрепленной на станине калибруюндей плитой, рабочая поверхпость которой и.меет отверстия для подачи к полимерному материалу газообразного теплоносителя (например, водяного пара). На чертеже изображено предложенное устройство, укладываюндее внутренний полимерный слой. УстроГгство содержит бункер 1 для укладки нижнего слоя бетона, виброи1тамп 2 с формуклцей плито ,3, установленные на станине 4, а также смонтированные на опорной рам Г) скользяндего внброштампа дополнительные бункер1)1 6 II 7 с формующей плитой 8 для у|-;|ад1(1( пос.теднего слоя бетона. На станине вслед за бункером 6 полимерного материала смонтиравна невибрируемая калибрующая нлита 9 с отверстиями а для прохождения пара. Формующая 3, калибрующая 9 и дополнительная формуюпдая 8 плиты устанавливаются па разных уровнях. Положение калибрующей плиты 9 регулируется в зависимости от толщины укладываемого полимерного слоя. На станине между фор:мующей плитой 3 и бункером 6 жестко укреплена лыжа-успоког,гель 10 бетонного слоя. Устройство работает следуюнднм образом. Предварительно уплотненная в бункере / бетонная смесь при движении предлагаемого устройства относительно формы направленно подается в форму 11, окончательно уплогняется скользящим виброщтампом 2 п заглаживается лыжей-успОКоителем W. ОднО|Временно на укладываемую бетонную смесь из дополнительного бункера 6 поступает под калибрующую плиту 9 гранулированный илн пластичный нолимерный материал. Через отверстия а калибрующей плиты 9 к полимерному материалу поступает острый пар, под воздействием которого материал дополнительно вспенивается и спекается в сплощной слой. Одновременно на спекщпйея полимерный слой из дополнительного бункера 7 иодается следующпй слои бетона, который уплотняется дополнительной плитой 8.
il p e д M e т изобретен и я
Устройство для формования многослойных железобетонных изделий, включающее станину, на которой закреилены бункер и скользящий виброштамп с формующей илитой, а также расиоложенные на раме виброштампа дополнительные бункеры 1 формующ,ие щиты, отличающееся тем, что, с целью обесиечення зозможности укладки слоя из нолимерного материала, оно снабжено жестко закреиленкой на станине калибрующей илитой, рабочая поверхность которой выполнена с отверстиями л,ля иодачи теилоноситеоТЯ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования многослойных железобетонных изделий | 1975 |
|
SU622677A1 |
| СПОСОБ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2121916C1 |
| Машина для формования железобетонных тонкостенных пространственных криволинейных покрытий сводов двойной кривизны | 1957 |
|
SU109830A1 |
| Способ изготовления утепленных строительных плит | 1988 |
|
SU1682213A1 |
| Устройство для формования изделий из бетонных смесей | 1975 |
|
SU659388A1 |
| Устройство для формования ребристых железобетонных изделий | 1961 |
|
SU141420A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ И ПЛОСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЧЕРЕПИЦЫ, НЕПРЕРЫВНЫМ ФОРМОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038972C1 |
| Способ изготовления железобетонных плит | 1978 |
|
SU1004105A1 |
| Подвижная установка для изготовления железобетонных изделий | 1955 |
|
SU112911A1 |
| Устройство для формования изделийиз бЕТОННыХ СМЕСЕй | 1978 |
|
SU802041A1 |