1
Изобретение относится к производству сборных железобетонных многослойных конст)укций.
Известно ус ройство для формования изделий с Пустотами, заполненными сыпучими материалами, представляющее собой систему бункеров, в нижней части которых жестко закреплены вертикально расположенные течки, имеющие выходные отверстия по размерам формуемого изделия в плане и расположенньох внутри него пустот jlj ,
Известное устройство позволяет бетрнировать изделия ограниченных размеров по длине.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для ф.ормования многослойных изделий, включающее станину, на которой закреплены основной бункер, виброштамп С формующей плитой и дополнительный бункер, смонтированный на виброштампе 2 .
цель изобретения - формование изделиД произвольной длины с замкнутыми пустотами, заполненными сыпучим инертным материалом.
Цель достигается тем, что устройство для формования многослойных
железобетонных изделий, включающее станину, на которой закреплены основной бункер, виброштамп с формующей плитой и дополнительный бункер, смонтированный на виброштампе, выполнено с формующей плитой, снабженной параллельными горизонтально, расположенными полыми ребрами, жестко подсоединенными к дополнительному бункеру.
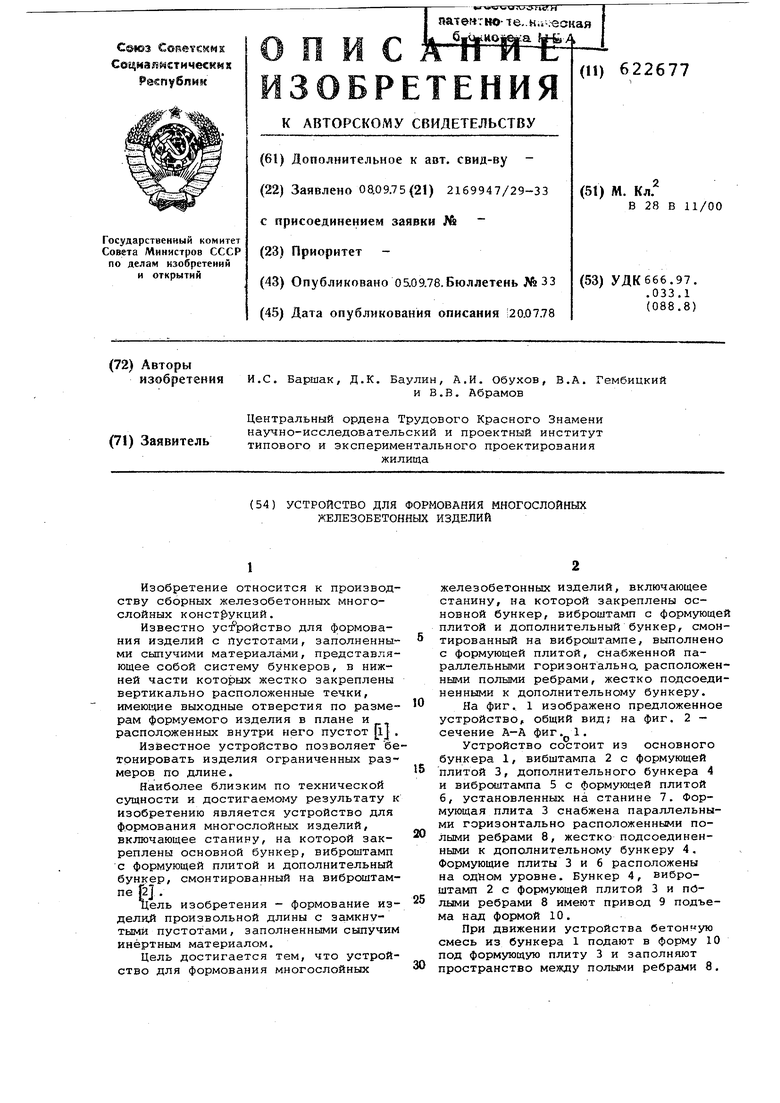
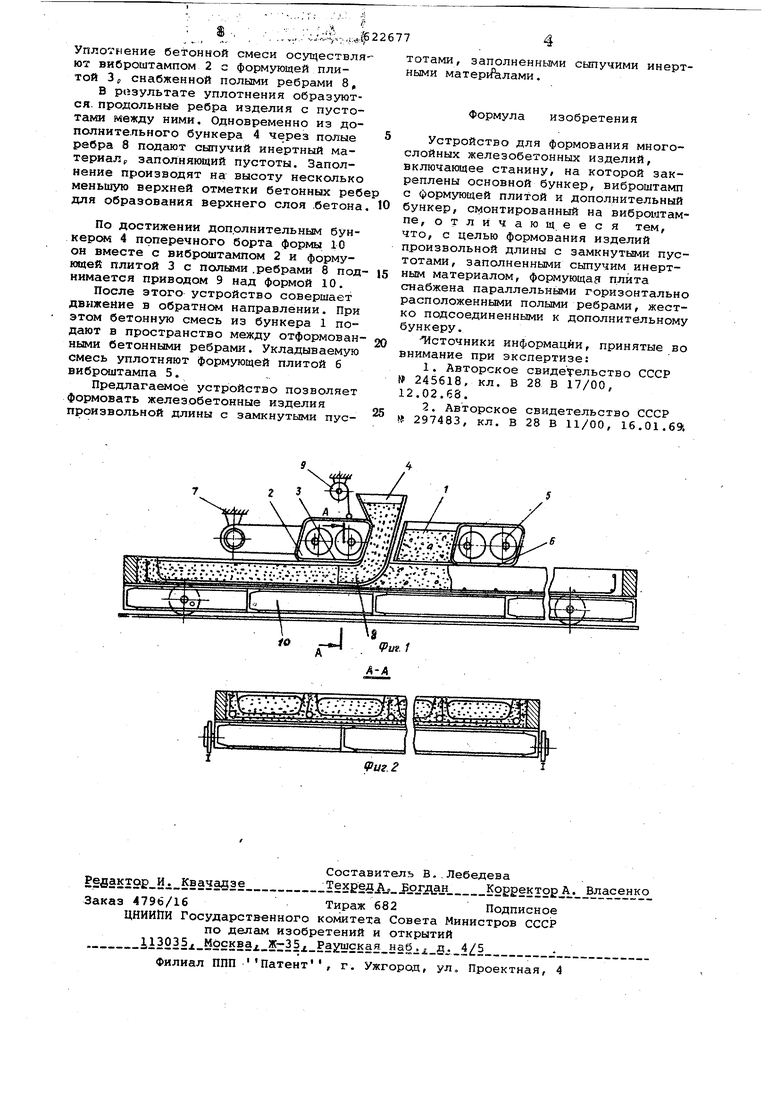
На фиг. 1 изображено предложенное устройство, общий вид; на фиг. 2 - сечение А-А фиг. 1.
Устройство состоит из основного бункера 1, вибштампа 2 с формующей плитой 3, дополнительного бункера 4 и виброштампа 5 с формующей плитой 6, установленных на станине 7. Формующая плита 3 снабжена параллельными горизонтально расположенными полыми ребрами 8, жестко подсоединенными к дополнительному бункеру 4. Формующие плиты 3 и 6 расположены на одном уровне. Бункер 4, виброштамп 2 с формующей плитой 3 и пОлыми ребрами 8 имеют привод 9 подъема над формой 10.
При движении устройства бетонную смесь из бункера 1 подают в форму 10 под формующую плиту 3 и заполняют пространство между полыми ребрами 8. Уплотнение бетонной смеси осуществля ют виброштампом 2 с формующей плитой 3 снабженной полыми ребрами 8, В результате уплотнения образуются, продольные ребра изделия с пустотами между ними. Одновременно из дополнительного бункера 4 через полые ребра 8 подают сыпучий инертный материал р заполняющий пустоты. Заполнение производят на высоту несколько меньшую верхней отметки бетонных реб для образования верхнего слоя .бетона По достижении дополнительным бункером 4 поперечного борта формы 10 он вместе с виброштампом 2 и формугадей плитой 3 с полыми.ребрами 8 под нимается приводом 9 над формой 10. После этого устройство совершает движение в обратном направлении. При этом бетонную смесь из бункера 1 подают в пространство между отформован ными бетонными ребрами. Укладываемую смесь уплотняют формующей плитой 6 виброштампа 5. Предлагаемое устройство позволяет формовать железобетонные изделия произвольной длины с замкнутыми пустэтами, заполненными сыпучими инертными матерАлами. Формула изобретения Устройство для формования многослойных железобетонных изделий, включающее станину, на которой закреплены основной бункер, виброштамп с формующей плитой и дополнительный бункер, смонтированный на виброштампе, отличающееся тем, что, с целью формования изделий произвольной длины с замкнутыми пустотами, заполненными сыпучим инертным материалом, формующая плита снабжена параллельными горизонтально расположенными полыми ребрами, жестко подсоединенными к дополнительному бункеру. Т1СТОЧНИКИ информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР 245618, кл. В 28 В 17/00, 12.02.68. 2.Авторское свидетельство СССР № 297483, кл. В 28 В 11/00, 16.01.69,