1
Изобретение относится к области производства труб.
Известны рабочие клети формовочного стана, содержащие подушки и формующие валки, смонтированные на валах. Валки жестко установлены один относительно другого с зазором, соответствующим толщине формуемой ленты.
В таких клетях вследствие колебаний толщины заготовки, неточности настройки проходных сечений калибров, радиальных и осевых биений валков наряду с пластическим изгибом ленты имеет место- ее утонение.
Небольшие по абсолютным величинам утонения становится существенными при формовке изделий, толщины которых измеряются долями миллиметра. В этом случае изменение толщины в процентном отношении получается достаточно большим и на кромках формуемой лепты появляются гофры.
С целью повышения качества формовки тонкостенных гнутых профилей в предлагаемой рабочей клети один валок установлен с возможностью свободного осевого перемещения относительно другого.
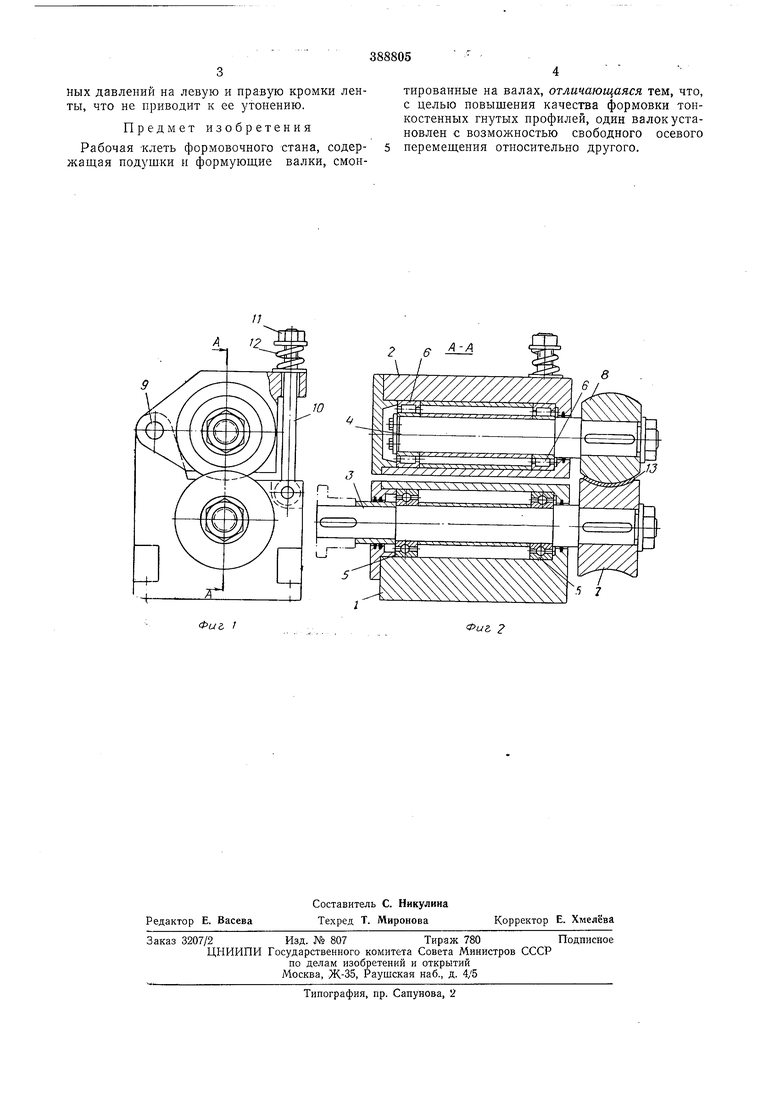
На фиг. 1 схематически изображена предлагаемая рабочая клеть формовочного стана, общий вид; на фиг. 2 - разрез по А-Л на фиг. 1.
Рабочая клеть состоит из подушек / и 2 с.
расположенными в них валами 3 н 4, смонтированными в подшипниках 5 и 6, причем подшипники 6, например, с цилиндрическими роликами, допускают свободное осевое перемещение вала в пределах торцевых зазоров между валом и подушкой. На валах установлены валки 7 и 8, наружные поверхности которых в сопряжении между собой образуют калибр необходимого профиля. Подушки 1 и
2 связаны между собой шарниром 9 и винтовой стяжкой 10, которая одним, концом шаркирно соединяется с подушкой 1, а другим воздействует на подушку 2 посредством сжимаемой от гайки // пружины 12.
Заготовка 13 в виде плоской ленты изгибается в калибре валков 7 и 8 под действием упругой силы пружины 12. Усилие пружины устанавливается гайкой 11 в соответствии с необходимым для пластического изгиба ленты давлением. В случае разнотолщинпости ленты по длине и радиального биения валiKOB верхний валок 8 перемещается в вертикальном направлении, слегка воздействуя на пружину 12. При этом давление в калибре
Существенно не изменяется и не вызывает утонение ленты.
В случае разнотолщинности ленты по ширине и осевых биений валков верхний валок 8 перемещается в горизонтальном направлеНИИ и постоянно находится в состоянии равных давлений на левую и нравую кромки ленты, что не приводит к ее утонению.
Предмет изобретения
Рабочая Клеть формовочного стана, содержащая подушки и формующие валки, смонтированные на валах, отличающаяся тем, что, с целью повышения качества формовки тонкостенных гнутых профилей, один валок установлен с возможностью свободного осевого перемещения относительно другого.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть формовочного стана | 1983 |
|
SU1121079A1 |
| Рабочая клеть формовочного стана | 1978 |
|
SU867498A1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2317166C1 |
| Профилегибочный стан | 1990 |
|
SU1736657A1 |
| Профилегибочный стан | 1979 |
|
SU804075A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2388565C1 |
| Рабочая клеть трубоформовочного стана | 1988 |
|
SU1724404A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296638C1 |
