Изобретение относится к обработке металлов давлением, а точнее к произ водству прямошовных труб и оболочек преимущественно с тонкими стенками. Известны рабочие клети формовочного стана, содержащие подушки и смонтированные в них с помощью подшипников качения валы с формирующими валками, наружные поверхности которых в сопряжении между собой образуют калибр необходимого профиля В таких клетях вследствие неточности настройки проходных сечений калибров, радиальных биений .валков и колебаний толщины деформируемой заготовки наряду с пластическим изгибом ленты имеет место ее утонение При толщинах деформируемой заготовк измеряемых долями ми.ш1иметра, это утонение вызывает образование гофро на ее кромках. Наиболее близкой по технической сущности к предлагаемой является ра бочая клеть формовочного стана,содержащая рабочие валки, консольно установленные на валах, размещенных подвижной и стационарной кодушках, связанных между собой подпружиненно винтовой стяжкой и цилиндрическим шарниром углового поворота подвижно подушки в плоскости, параллельной направлению прокатки 2. Недостаток известной конструкции зaкJTочaeтcя в том, что имеющиеся в подшипниках гарантированные радиальные зазоры под нагрузкой выбираются в передних и опорах валов в противоположных направлениях. Возникающий при этом взаимный перекос валов , в свою очередь, ведет к искажению формы проходного сечения калибра формующих валков. В этом случае в очаге деформации возникают ассиметричные нагрузки, которые стремятся вытолкнуть ленту из калибра в сторону. Единственным местом приложения 1ротиводействующих сил являются боковые поверхности кромок ленты,поэтому, чем тоньше и пластичнее лента, тем труднее удержать ее в калибре не повредив при этом кромки. Таким образом, при взаимном перекосе валов рабочей клети не обеспечивается качество формовки изделий с тонкими и особо тонкими стенками. Цель изобретения - повышение качества формовки гнутых профилей путем устранения взаимного перекос.а валов под нагрузкой.
Поставленная цель достигается тем что клеть снабжена механизмом угловой настройки подвижной подушки в плоскости, перпендикулярной оси прокатки.
Механизм угловой настройки вылолнен в виде дополнительного шарнир связывающего цилиндрический шарнир с стационарной подушкой с возможностью их взаимного поворота относительно дополнительного шарнира в плоскости перпендикулярной оси прокатки и привода поворота.
При этом дополнительный шарнир выполнен шаровым или цилиндрическим с осью, параллельной направлению прокатки.
Кроме того, привод поворота подвижной подушки выполнен в виде эксцентриковой втулки, установленной соосно на цилиндрическом шарнире, а. стационарная подушка выполнена с пазом, имеющим возможность взаимодействия с наружной поверхностью эксцентриковой втулки.
При этом наружная поверхность эксцентриковой втулки выполнена шаровой.
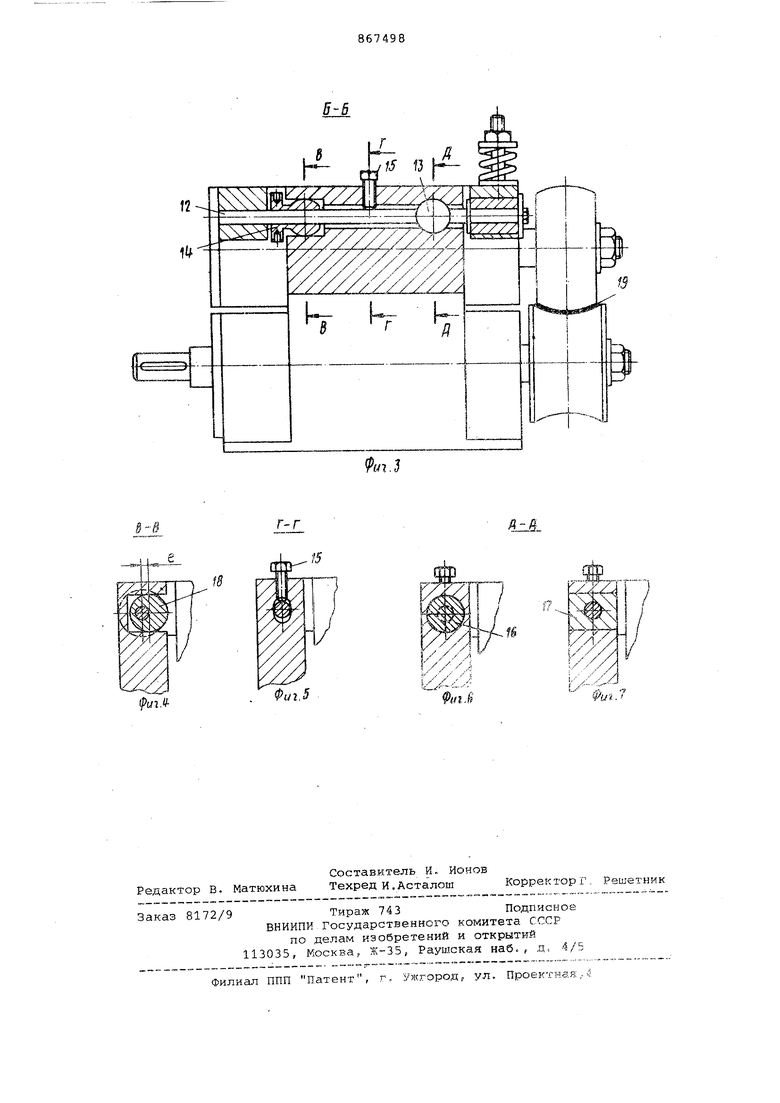
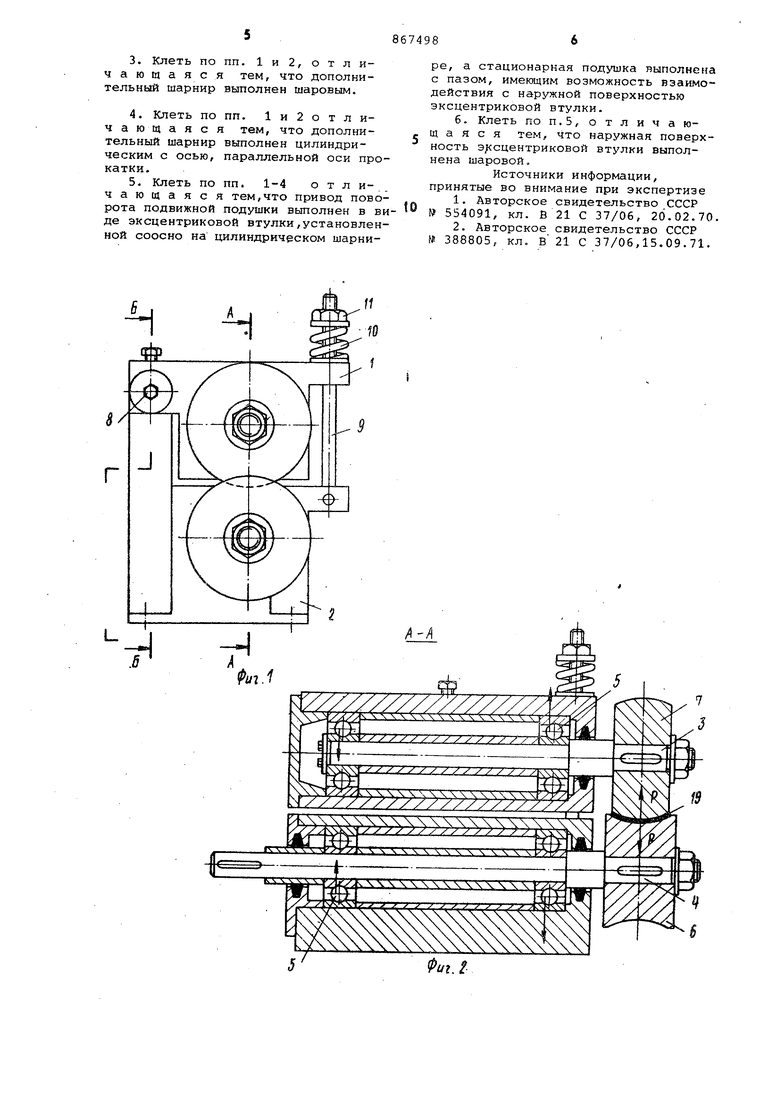
На фиг. 1 изображена рабочая клеть, вид спереди; на фиг, 2 - то же, размер Л-А на фиг,1; на фиг.З то же, разрез Б-Б на фиг.1 на фиг. 4 - разрез В-В на фиг.З; на фиг. 5 разрез на фиг.З; на фиг. 6 разрез на фиг.З,, исполнение 1; на фиг. 7 - то же, исполнение 2 .
Рабочая клеть формовочного стана содержит подвижную 1 и стационарную 2 подушки (фиг.1) с pacпoлoжeннн: lи в них валами 3 и 4 (фиг.2), смонтированными на подш14пниках качения 5Е1а валах установлены формующие валк б и 7 (фиг.2) , наружные поверхности которых в сопряжении между собой образуют калибр необходимого профиля, Под-у1дки 1 и 2 связаны цилиндр1;чес-ким шарниром 8 (фиг.1) углового поворота подвижной подушки 1 в плоскости, параллельной направлению прокатки, и подпружиненной винтовой стяжкой 9 (фиг.1) с пружиной 10 игайкой 11. На оси 12 (фиг.З) цилидрического шарнира 8 расположен ме-ханизм угловой настройки подвижной подушки 1, выполненной в виде дополнительнод.О шарнира 13 с приводом 14 поворота и фиксатором 15 (фиг.З), при этом дополнительный шарнир выполнен или шаровым 16 (фиг.б)гИли цилиндрическим 17 с осью, пар.аллельной направлению прокатки, а привод 14 поворота - в виде эксцентрика 18 (фиг.4) с шаровой поверхностью.
Кроме того, клеть содержит демпфирующую заготовку 19. На фиг, 2 показаны стрелками направления, по которым выбираются гарантировтнные радиальные зазоры в подшипниках 5
передних и задних опор валов 3 и 4 под действием давления Р металла на валки б и 7, т.е. под нагрузкой.
Клеть работает следующим образом.
Заготовка 19 в виде плоской ленты изгибается в калибре валков 6 и 7 под действием упругой пружины 10, усилие которой устанавливается гайкой 11 в соответствии с необходимым для пластического изгиба ленты давлением Р. При этом перекос валов 3 и 4 возникающий вследствие того,что га.рантированные радиальные зазоры в подшипниках 5 передних и задних опор валов 3 и 4 выбираются в противоположных направлениях (фиг.2), устраняется угловой настройкой подвижной подушки 1 в плоскости, перпендикулярной направлению прокатки.Для этого поворачивают подвижную подушку 1 с помощью привода 14 относительно дополнительного шарнира 13 до полкой компенсации взаимного перекос валов 3 и 4. Выбранное угловое положние подвижной подушки фиксируется болтом 15.
Предлагаемая рабочая клеть формовочного стана по сравнению с известными позволяет успешно формовать более экономичные особотонкостенные трбы и оболочки,
Испытания предлагаемой рабочей клети формовочного стака показывают, что ее использование обеспечивает качественную формовку труб и оболочек с толщинами стенок до О,, 25 мм.
изобретения
Формула
1,Рабочая клеть формовочного стана f содержащая рабочие валки, консольно установленные на валах, размещенных в подвижной и стационарной подушкак, связанных между собой подпру г;синенной винтовой стяжкой и цилиндрическим шарниром углового поворота подвижной подушки в плоскости, параллельной сея прокатки о т л ич а ю щ а я с я тем,- Что; с целью повьлагекия качес1иа гнутых профилей путем устранения взаимного перекоса валов под нагрузкой, она снабжена механизмом угловой настройки подвижной подушки в плоскости, перпендикулярной оси прокатки..
2.Клеть по г.If отличающ а я с я тем, что механизм угловой настройки подвижной подушки Е плоскостиt перпендикулярной оси прокатки,, выполнен в виде дополнительного шарнира, связывающего цилиндрический шарнир со стационарной подугавгой с возможностью их взаимного поворота относительно дополнительного шарнира в плоскости, перпем.цикулярной оси прокатки и привода повооота. 3.Клеть по пп. 1 и 2, о т л ичающаяся тем, что дополнительный шарнир вьшолнен шаровым. 4.Клеть по пп. 1 и 2 о т л ичающаяся тем, что дополнительный шарнир выполнен цилиндрическим с осью, параллельной оси пр катки. 5.Клеть по пп. 1-4 о т л ичающаяся тем,что привод пов рота подвижной подушки выполнен в де эксцентриковой втулки,установле ной соосно на цилиндрическом шарни ре, а стационарная подушка выполнена с пазом, имеющим возможность взаимодействия с наружной поверхностью эксцентриковой втулки. б. Клеть по п.5, отличающаяся тем, что наружная поверхность э; сцентриковой втулки выполнена шаровой. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 554091, кл. В 21 С 37/06, 20.02.70. 2.Авторское свидетельство СССР № 388805, кл. в 21 С 37/06,15.09.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1988 |
|
SU1533787A1 |
| Рабочая клеть трубосварочного стана | 1987 |
|
SU1480912A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| Клеть стана холодной прокатки труб | 1977 |
|
SU716654A1 |
| Рабочая клеть прокатного стана | 1990 |
|
SU1713700A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Прокатный стан | 1988 |
|
SU1600876A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| Предварительно напряженная прокатная клеть | 1981 |
|
SU1031544A1 |