Известен способ изготовления биметаллических труб, включающий последовательно осуществляемые обработку исходных трубных заготовок для создания более низких упругих свойств внутренней трубы по сравнению с наружной, подготовку контактных поверхностей, сочленение путем совместной раздачи трубных заготовок для создания контактного давления между слоями и термодиффузионную обработку.
Предложенный способ отличается от известного тем, что для улучшения притирания контактных поверхностей при сварке наружной толстостенной и внутренней тонкостенной труб перед раздачей труб в один проход с ней осуществляют безоправочное волочение.
Описываемый способ состоит в следующем.
Изготавливают трубы наружного и внутреннего слоя и подвергают их специальной обработке, обеспечивающей меньшую упругую отдачу у внутренней трубы по сравнению с наружной (например трубу внутреннего слоя из меди термообрабатывают, а трубу наружного слоя из ст. 10 прокатывают или протягивают в холодном состоянии со степенью детормации 20-бОо/о). Размеры труб позволяют свободно с зазором вставлять их одна в другую. Далее подготавливают для сварки контактные -поверхности, формуют голов ку для волочения наружной трубы, вставляют
внутреннюю трубу в наружную и сочленяют безоправочным волочением с одновременной раздачей. Волочение с одновременной раздачей осуществляют следующим образом.
Пакет собранных в пары труб помещают в механизированный карман волочильного стана, откуда они по одной паре поступают в желоб этого стана. Движением стержня, на
конце которого закре-плена коническая оправка, производится задача конической оправки большим основанием (цилиндрическим пояском) вперед через канал внутренней трубы до упора в головку наружной трубы и перемещение труб по желобу стана до упора заплечиков головки в волоку, после чего подача стержня не выключается.
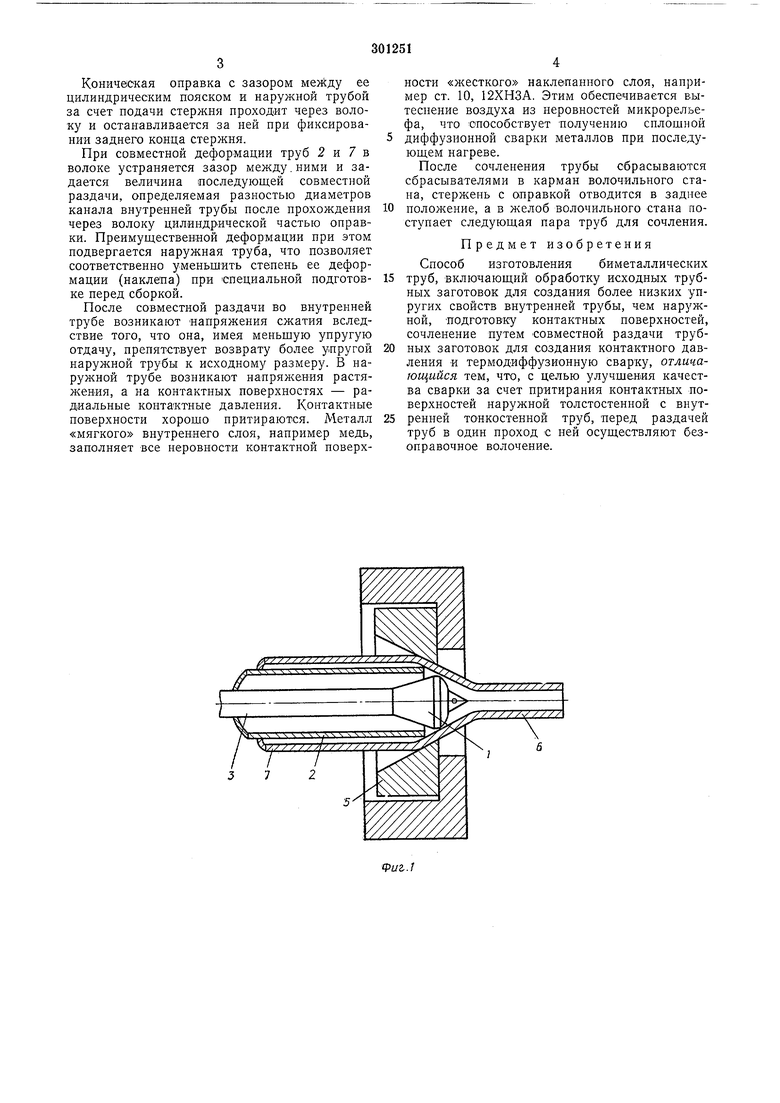
На фиг. 1 показано расположение труб, волоки и оправки относительно друг друга в
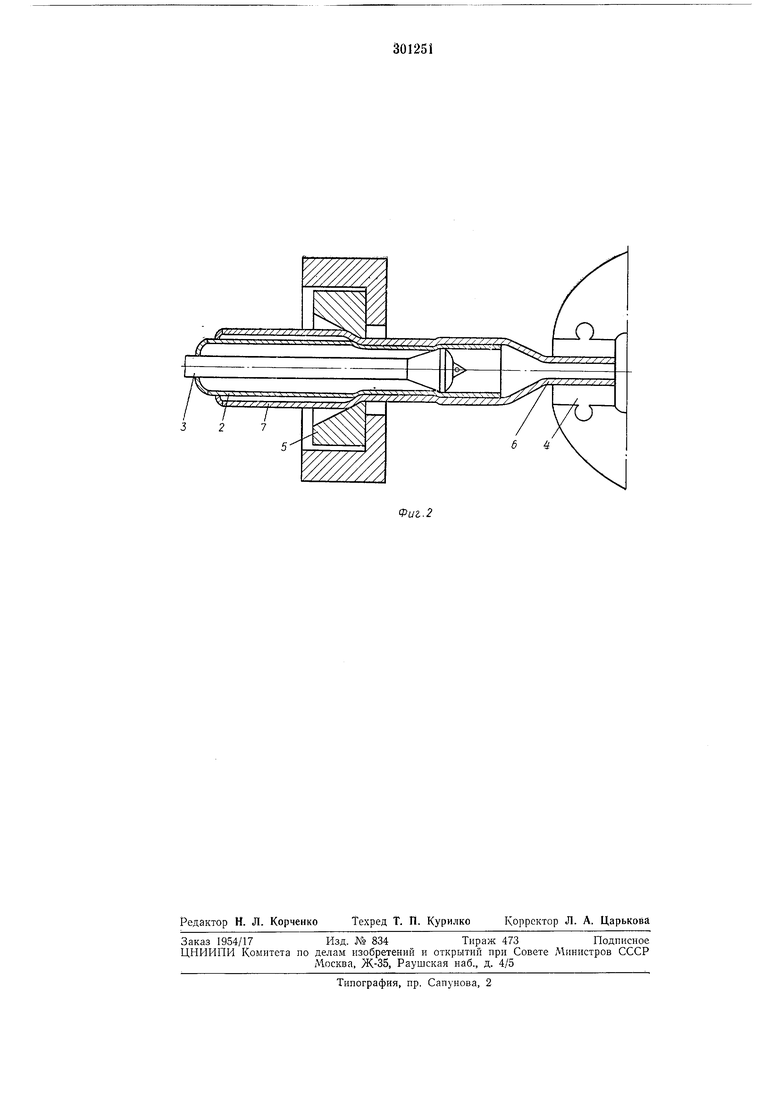
указанный момен; на фиг. 2 - установившийся процесс одновременного совместного волочения и раздачи.
Цилиндрический поясок конической оправки / находится леред торном внутренней трубы 2. Задний конец стержня крепления 3 онравки не зафиксирован в упоре волочильного стакана. Клещами 4 волочильной тележки захватывают выступающую из волоки 5 часть головки 6 и начинают совместное волочение
Коническая оправка с зазором ее цилиндрическим пояском и наружной трубой за счет подачи стержня проходит через волоку и останавливается за ней при фиксировании заднего конца стержня.
При совместной деформации труб 2 и 7 в волоке устраняется зазор между. ними и задается величина последующей совместной раздачи, определяемая разностью диаметров канала внутренней трубы после прохождения через волоку цилиндрической частью оправки. Преимущественной деформации при этом подвергается наружная труба, что позволяет соответственно уменьшить степень ее деформации (наклепа) при специальной подготовке перед сборкой.
После совместной раздачи во внутренней трубе возникают напряжения сжатия вследствие того, что она, имея меньщую упругую отдачу, препятствует возврату более упругой наружной трубы к исходному размеру. В наружной трубе возникают напряжения растяжения, а на контактных поверхностях - радиальные контактные давления. Контактные поверхности хорощо притираются. Металл «мягкого внутреннего слоя, например медь, заполняет все неровности контактной поверхности «жесткого наклепанного слоя, например ст. 10, 12ХНЗА. Этим обеспечивается вытеснение воздуха из неровностей микрорельефа, что Способствует получению сплошной диффузионной сварки металлов при последующем нагреве.
После сочленения трубы сбрасываются сбрасывателями в карман волочильного стана, стержень с оправкой отводится в заднее положение, а в желоб волочильного стана поступает следующая пара труб для сочления.
Предмет изобретения
Способ изготовления биметаллических труб, включающий обработку исходных трубных заготовок для создания более низких упругих свойств внутренней трубы, чем наружной, Подготовку контактных поверхностей, сочленение путем совместной раздачи трубных заготовок для создания контактного давления и термодиффузионную сварку, отличающийся тем, что, с целью улучшения качества сварки за счет притирания контактных поверхностей наружной толстостенной с внутренней тОНкостенной труб, перед раздачей труб в один нроход с ней осуществляют безоправочное волочение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ И МНОГОСЛОЙНЫХ ТРУБ | 1968 |
|
SU210073A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ | 1973 |
|
SU381496A1 |
| Поточная линия для производства биметаллических труб диффузионной сваркой | 1980 |
|
SU884914A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1994 |
|
RU2066577C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU384644A1 |
| Способ получения биметаллических труб диффузионной сваркой | 1983 |
|
SU1100063A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ САМОУСТАНАВЛИВАЮЩЕЙСЯ ОПРАВКИ ПРИ ВОЛОЧЕНИИ ТРУБ | 1997 |
|
RU2121403C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННОЙ ТРУБЫ | 1994 |
|
RU2066578C1 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ЗАКРЕПЛЕННОЙ ОПРАВКЕ | 2008 |
|
RU2378069C1 |
| ЗАДАЮЩЕЕ БАРАБАННОЕ УСТРОЙСТВО К ТРУБОВОЛОЧИЛЬНОМУ СТАНУ | 1971 |
|
SU301199A1 |