1
Изобретение относится к устройствам для производства стекла.
Известно бортоформующее устройство, рабочие части которого выполнены из несмачиBaeiMoro стеклом материала с перфорированными поверхностями и полостью, сообщающейся с системой вакуумирования.
Цель изобретения - нолучен-ие ленты стекла равномерной толщины и уменьшение ее су}кения в процессе вытягивания.
Это достигается 1ем, что рабочая часть выполнена в виде короба с вертикальной щелью и снабжена электронагревателями, причем короба по .высоте выполнены из нескольких сегментов и смонтирова1 ы на трубчатых дерлотелях, закрепленных снаружи камеры. Каждый короб выполнен из двух расположенных симметрично относительно ленты стекла пластин, заключенных в индивидуальные металлические кожухи и выполненных с возможностью взаимного перемещения от 1лривода.
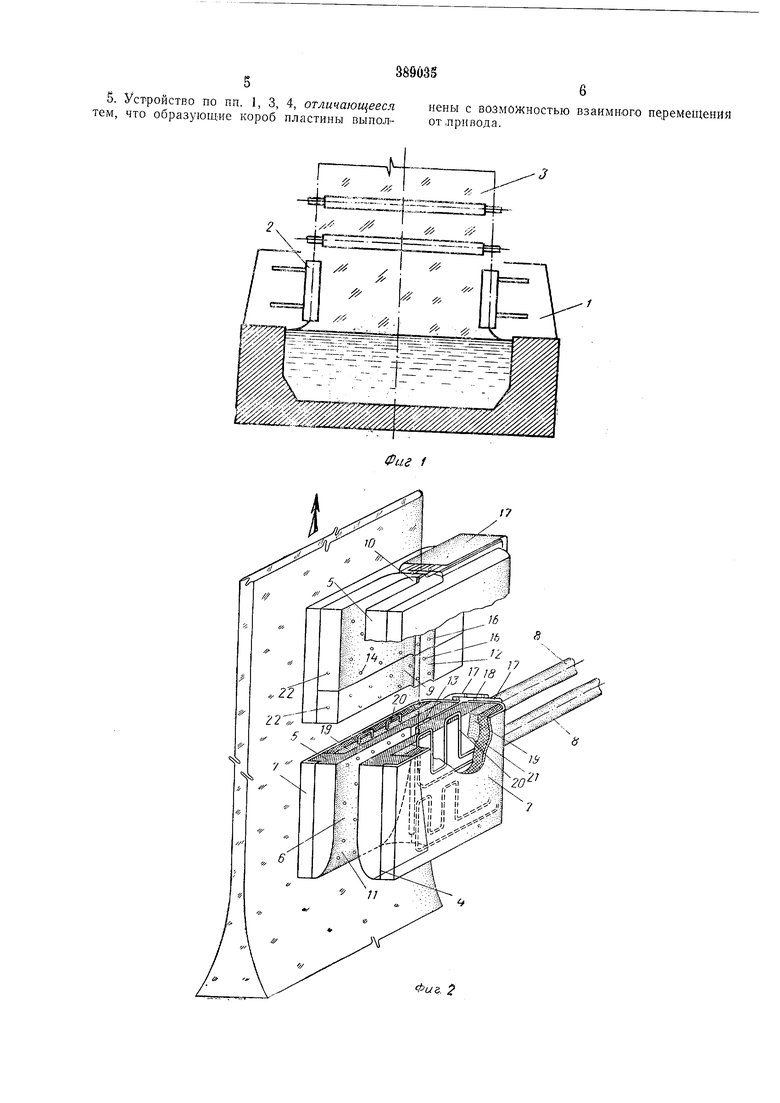
На фиг. I изображена камера для вытягивания листового стекла, продольный разрез; ва фиг. 2 - бортоформующее устройство; на фиг. 3 - то же, поперечный разрез.
Камера для вертикального вытягивания листового стекла представляет собой рабочую часть 1, .включающую бортоформующее устройство 2 вырабатываемой ленты сте-хла 3, в виде коробов 4, расположенных с обеих сторон ленты.
Короб содержит формующие пластины 5 из несмачиваемого стеклом материала, образующие между собой вертикальную продольную формующую щель 6, проходящую по одному, обращенному к ленте стекла краю короба. Короб имеет металлический кожух 7, из двух половинок которого крепится на отдельных трубчатых держателях 8, выходящих наружу подманлинной камеры и закрепленных
там. На внутренней поверхности пластин выполнен продольный устун 9, благодаря которому при сближении п соприкосновении их между ними образуется формующая щель € закругленным торном 10 и гладкими симметричными поверхностями П. Кроме того, у внутреннего края щелевых продольных уступов пластины имеют мелкие (1-2 мм) уступы 12 шириной, примерно, 50-80 мм, образующие при плотном сближении пластин тонкий зазор
13 между нимн.
Вертикальная формующая щель короба выполнена несколько сужающ,ейся кверху, по своей конфигуранин повторяющей нрофиль вытягиваемой ленты. При этом щирнна щели в
целом близка к толщине вытягиваемой ленты стекла, наиболее соответствуя толщине стекла в верхней части, а в нижней части несколько превышая ее. Так как профиль щели соответствовать толщине вырабатываемой ленты, то для обеспечения возмол ности формования ленты в щироком лияпязопе толщин щирину щели (расстояние между поверхностями II) можно изменять путем сближения или разведения боковых половин с помощью держателей.
Внутренние поверхности пластин снабжены системой отверстий 14, которые через полость 15 соединены с системой вакуумирования. Поверхности уступов 12 также имеют отверстия 16, соединенные с системой вакуумирования.
Каждый из кожухов короба на тыльной, обращенной наружу камеры, стороне снабжен специальным профилем 17, образующим в совокупности с кожухами достаточно воздухонепроницаемый затвор, запирающий внутреннюю полость щели от потери вакуума при неилотном сближении шластин. Зазор между стенками профилей проложен уплотиительиым шнуром 18 из жаростойкого минерального волокна (например, глинсземиого волокна). Аналогичными профилями и уплотнителями, не перекрывающими, однако, самой формующей щелн, ко,роб снабжен также в верхней и нижней частях, что позволяет лри неплотном сближении пластин производить отсос воздуха в линню вакуума из полости формующей щели.
Между .пластинами и стенками кожуха внутри короба в промежутке 19, заполненном порошком электроизоляционного матер|иала (например, окиси магния или глинозема), шроложены электрические 1 агреватели 20 (например нихромовые спирали), необходимые для предотвращения переохлаждения бортов лепты при их движении через формующую щелъ. От стенок кожуха электронагреватели отделены слоем теплоизоляции 21. Контакты от электронагревателей выведены из короба аружу подмашинной камеры с номощью держателей.
Короб 4 выполнен из отдельных сегменто . 22, что позволяет набирать необходимую высоту его, а также раздельно по высоте короба менять степень нагрева полости щели.
Камера для вертикального вытягивация листового стекла работает следующим образом. Лента стекла при движении вверх в рабочей части подмашинной камеры от шсли лодочп (при лодочном вытягивании) или от поверхности зеркала стекломассы (при безлодочном вытягивании) входит своими краями в формующую щель 6 бортоформуюишх устройств, расположенных с обеих сторон ленты. В полости щели € помощью отверстий 14, соеднненных € линией вакуума, поддерживается необходимое разрежение, присасыу5аюп,ее края ленты к рабочим поверхностям пластин 5. Благодаря этому создается усилие, необходимое дл:я удержания ленты в натянутом состоянии по ее ширине и сохранения без сужения постоянной ширины ленты вллоть до полного затвердевания стекла. В то же время присасывающее усилие не препятствует сколь/кению края ленты по несмачиваемым стекломассой поверхностям щели и его вертикальному продвижению вдоль этой щелн. Подбор необходимой величины присасывающего разрежения осуществляется с шомощью регулировочного
вентиля, расположенного вне камеры на линии вакуума.
Для создания дополнительного усилия, удерживающего ленту стекла в растянутом но ее ширине состоянии, без образования излишне плотного прнсасываиия края ленты к поверхности щели, с помощью отверстий 16 в зазоре 13 и в торцовой части щели создается более сильный, чем в отверстиях 14, вакуум. Регулируя последний, можно обеспечить лодсасывааие стекломассы к замкнутому краю П1,ели для того, чтобы лента полнее входила в щель, и тем самым дополиительно корректировать поддержание заданной ширины ленты.
Пластины 5 с помощью держателей 8 сближают друг с другом Настолько, чтобы шнрнна формующей щели соответствовала в своей верхней части требуемой толщине ленты стекла. Для корректировки степени раскрытия входного устья формующей щели при сохранении заданной ширины в верхней ее части образующие короб половинные кожухи MOIKHO поворачивать относительно 1продольной оси держателей.
Нагревательные элементы, расположенные внутри короба, позволяют поддерживать определенную темнературу по высоте борта ленты, не допуская лереохлаждения бортов. К тому же эти электрическне нагреватели нагревают
борт до температуры, достаточной для придания борту пластичности, иеобходнмой для его формования в щели.
Таким образом, при входе в формующую щель короба край ленты несколько отогревается, растягивается, и, продвигаясь смеете с лентой .вверх по формующей щели, приобретает равномерную с лентой толщину и ровную, закругленную кромку, ие требующую последующей отрезки.
Предмет изобретения
1. Бортоформующее устройство машин вытягиванмя листового стекла, рабочие части которого выполнены из несмачиваемого стеклом материала с перфорированными поверхностями и полостью, сообщающейся с системой вакуумирования, отличающееся тем, что, с целью получения ленты стекла равномерной толщины и уменьшения ее сужения в цроцессе вытягивания, рабочая часть выполнена в виде короба с вертикальной щелью и снабжена электрона гревател1ями.
2. Устройство по п. I, отличающееся тем, что короба по высоте выполнены многосегментными.
3.Устройство по пп. 1 и 2, отличающееся тем, что короба смонтированы на трубчатыч
держателях, закрепленных снаружи камеры.
4.Устройство по пп. 1 и 3, отличающееся тем, что каждый короб выполнен из двух расположенных симметрично относительно ленты стекла пластив, заключенных в индивидуальные металлические кожухи. 5. Устройство по пп. 1, 3, 4, отличающееся тем, что образуюЩИе короб пластины выполJ
Фиг 1
17
Фиг. 2 йены с возможностью взаимного перемещения от .привода.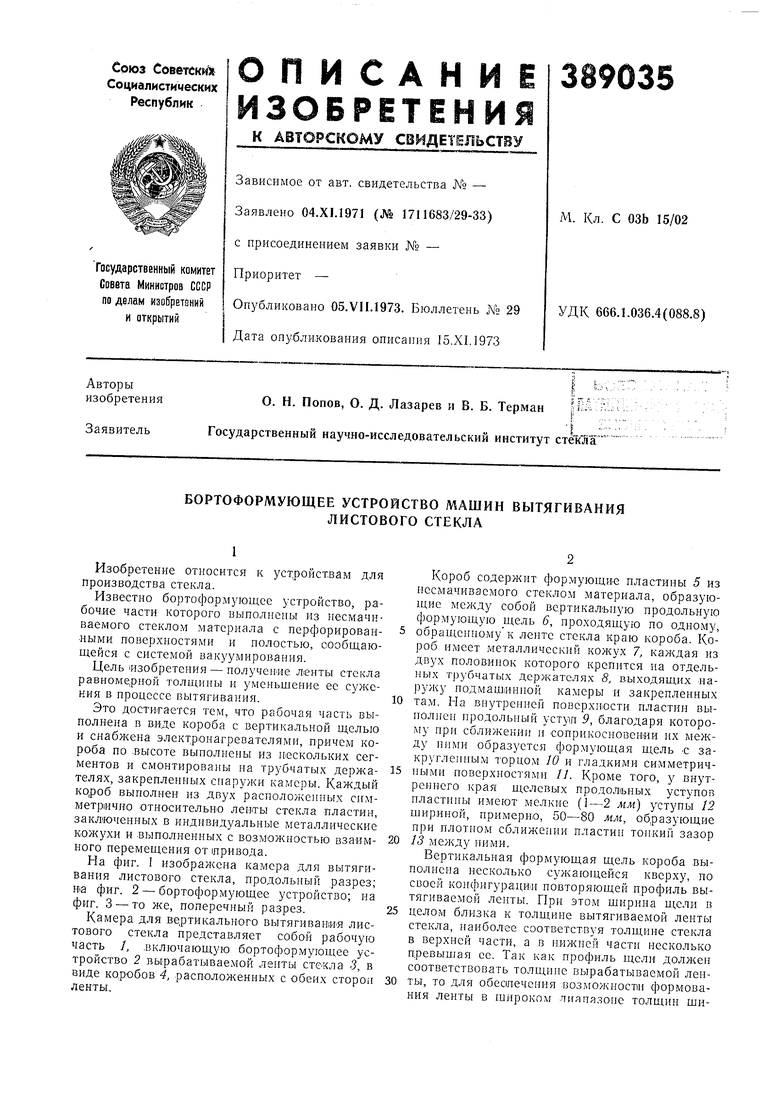
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАГЛУБЛЕНИЯ ПОПЛАВКА МАШИННОГО | 1972 |
|
SU327136A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ СТЕКЛОМАССЫ | 1973 |
|
SU383690A1 |
| ПОДМАШИННАЯ КАМЕРАВ ПТ БФОНД ЗНСП | 1971 |
|
SU424822A1 |
| Способ вертикального вытягивания листового стекла и устройство для его осуществления | 1977 |
|
SU735578A1 |
| Устройство для вертикального вытягивания ленты стекла | 1982 |
|
SU1052478A1 |
| Устройство для вертикального вытягивания листового стекла | 1989 |
|
SU1723055A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU303292A1 |
| Подмашинная камера для вытягивания листового стекла | 1974 |
|
SU536128A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU424821A1 |