Известны ваниы к установке для изготовления листового стекла на поверхности расплавленного металла, образованные огнеупорной кладкой, заключенной в металлический кожух, и содержащие механизм транспортирования ленты стекла и терморегуляторы.
Особенность предложенной ванны в том, чтэ она снабжена по периметру бортовыми газовыми камерами, бортоформующими устройствами и автоматической роликовой опорой для подъема ленты.
Такая конструкция ванны позволяет получать ленту стекла различной толщины.
бортоформующее устройство состоит из опоры, например, в виде пластины с фигурными выступами, ролика и расположенной над ней стенки газовой камеры с формующей кромкой.
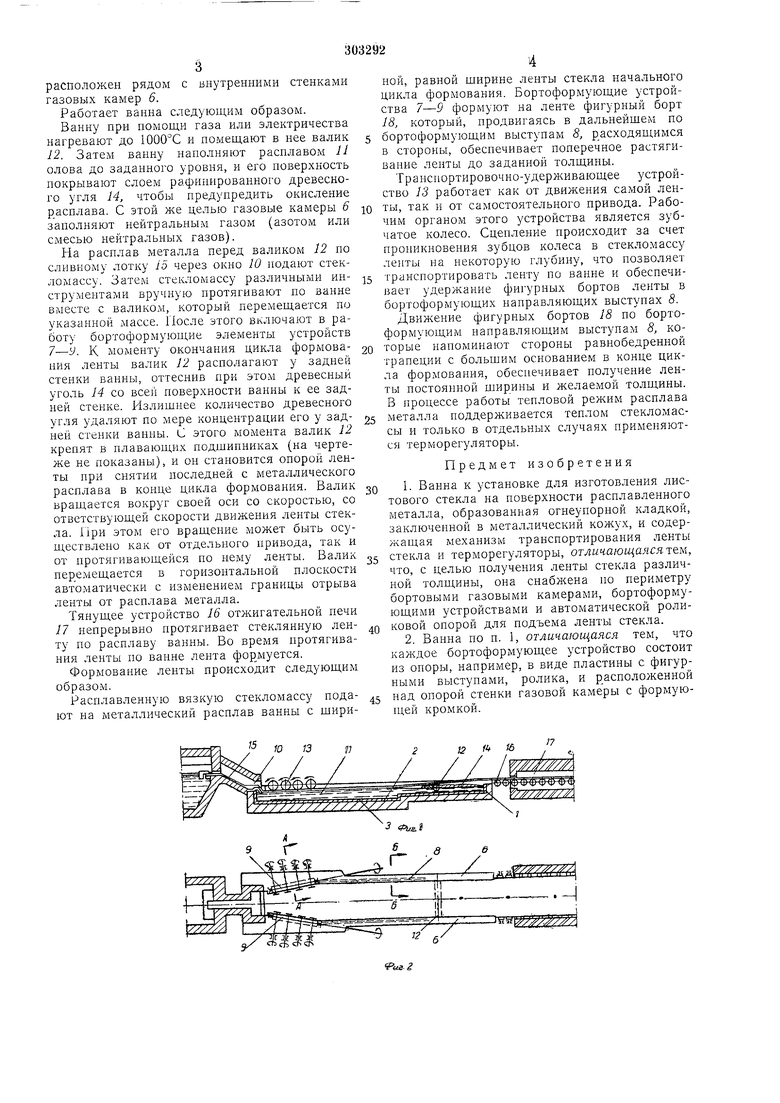
На фиг. I изображена описываемая ванна, вид спереди; на фиг. 2-то же, вид в плане, в разрезе; на фиг. 3-разрез по А-Л на фиг. 2; на фиг. 4-разрез по Б - Б на фиг. 2; иа фиг. 5-узел В на фиг. 3.
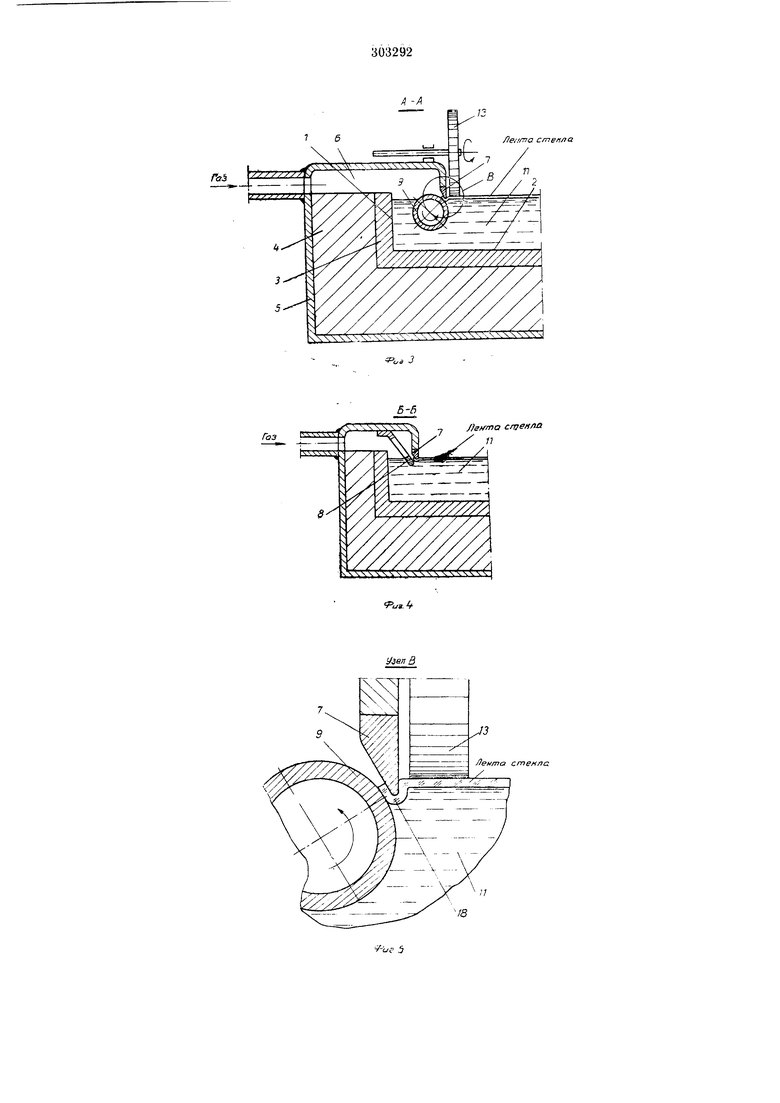
Ванна состоит из боковых стенок / и дна 2, которые могут быть изготовлены из жаропрочного металла или жаро-оловоустойчивой керамики. Дно и стенки ванны футеруются внутри графитом , а снаружи-изоляционным материалом 4. Ванна имеет внешний металлический кожух 5, обеспечивающий ее надежную прочность и герметичность. По периметру в верхней части ванны размещены газовые камеры 6. Внутри продольных газовых камер с некоторым внещним смещением по отнощеHHIO к формующим гребещкам 7 вверх расположены ф1 гурные выступы 8, представляющие собой бортоформующее устройство. Бортоформующее устройство может иметь
также ролики 9 которые устанавливают в газовых камерах параллельно формующим гребещкам 7.
С одной стороны ванны имеется окно 10 для подачи стекломассы на расплав //. Ванна оснащена термонагревателями и терморегуляторами (на чертеже не показаны), которые предназначены для нагрева расплава и регулирования температуры расплава и ленты стекла. С другой стороны на выходе из
расплава готово ленты расположен плавающий цилиндрический валик 12, выполняющий роль компенсатора при изменении рубежа отрыва ленты от расплава в момент вытягивания ее из ванны.
Транснортирующие ленту устройства 13 представляют собой отдельные зубчатые элементы (или обобщенную их систему), которые крепятся в подщипниках, расположенных параллельно продольным сторонам ванны. Рарасположен рядом с внутренними стенками газовых камер 6.
Работает ванна следующим образом.
Ванну нри номощи газа или электричества нагревают до и помещают в нее валик 12. Затем ванну нанолняют раснлавом 11 олова до заданного уровня, и его новерхность нокрывают слоем рафинированного древесного угля 14, чтобы предупредить окисление расплава. С этой же целью газовые камеры 6 заполняют нейтральным газом (азотом или смесью нейтральных газов).
На расплав металла перед валиком 12 по сливному лотку 15 через окно 10 подают стекломассу. Затем стекломассу различными инструментами вручную протягивают по ванне вместе с валиком, который перемещается по указанной массе. После этого включают в работу бортоформующие элементы устройств 7-У. К моменту окончания цикла формования ленты валик 12 располагают у задпей стенки вапны, оттеснив при этом древесный уголь 14 со всей поверхности ванны к ее задней стенке. Излигннее количество древесного угля удаляют по мере концентрации его у задней стенки ванны. С этого момента валик 12 крепят в плавающих подшипниках (на чертеже не показаны), и он становится опорой ленты при снятии последней с металлического расплава в конце цикла формования. Валик вращается вокруг своей оси со скоростью, со ответствующей скорости движения ленты стекла. При этом его вращение может быть осуществлено как от отдельного привода, так и от протягивающейся по нему ленты. Валик перемещается в горизонтальной плоскости автоматически с изменением границы отрыва ленты от расплава металла.
Тянущее устройство 16 отл :игательной печи 17 непрерывно протягивает стеклянную ленту по расплаву ванны. Во время протягивания ленты по ванне лента формуется.
Формование ленты происходит следующим образом.
Расплавленную вязкую стекломассу подают на металлический расплав ванны с шириной, равной ширине ленты стекла начального цикла формования. Бортоформующие устройства 7-.9 формуют на ленте фигурный борт 18, который, продвигаясь в дальнейшем по бортоформующим выступам 8, расходящимся в стороны, обеспечивает поперечное растягивапие ленты до заданной толщины.
Транспортировочно-удерживающее устройство 13 работает как от движения самой ленты, так и от самостоятельного привода. Рабочим органом этого устройства является зубчатое колесо. Сцепление происходит за счет пропикновения зубцов колеса в стекломассу ленты на некоторую глубину, что иозволяет
транспортировать ленту по ванне и обеспечивает удержание фигурных бортов ленты в бортоформующих направляющих выступах 8. Движение фигурных бортов 18 по бортоформующим направляющим выступам 8, которые напоминают стороны равнобедренной трапеции с большим основанием в конце цикла формования, обеспечивает получение ленты постояпной ширины и желаемой толщины. В процессе работы тепловой режим расплава
металла поддерживается теплом стекломассы и только в отдельных случаях примепяются терморегуляторы.
Предмет изобретения
1- Ванна к установке для изготовления листового стекла на поверхности расплавленного металла, образованная огнеупорной кладкой, заключенной в металлический кожух, и содержащая механизм транспортирования ленты
стекла и терморегуляторы, отличающаясят&м, что, с целью получения ленты стекла различной толщины, она снабжена ио периметру бортовыми газовыми камерами, бортоформующими устройствами и автоматической роликовой опорой для подъема ленты стекла.
2. Ванна по п. 1, отличающаяся тем, что каждое бортоформующее устройство состоит из опоры, например, в виде пластины с фигурными выступами, ролика, и р асположенной
над опорой стенки газовой камеры с формуюн;ей кромкой.
17
12 f i6
а t / /
,
Ч
Га
c/77e/f/ a
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1969 |
|
SU247473A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| УСТРОЙСТВО для ЗАГЛУБЛЕНИЯ ПОПЛАВКА МАШИННОГО | 1972 |
|
SU327136A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГОСТЕКЛА | 1969 |
|
SU252561A1 |
| Ванна к установке для изготовления листового стекла | 1971 |
|
SU367684A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО СТЕКЛА | 2000 |
|
RU2174497C1 |
| Устройство для утонения ленты стекла | 1986 |
|
SU1449548A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ И ОДНОВРЕМЕННОГО УПРОЧНЕНИЯ ЛИСТОВОПЭ СТЕКЛА | 1969 |
|
SU252559A1 |
| БОРТОФОРМУЮЩЕЕ УСТРОЙСТВО МАШИН ВЫТЯГИВАНИЯ | 1973 |
|
SU389035A1 |
| Способ вертикального вытягивания листового стекла и устройство для его осуществления | 1977 |
|
SU735578A1 |
Газ
flsffma сгпенпо
