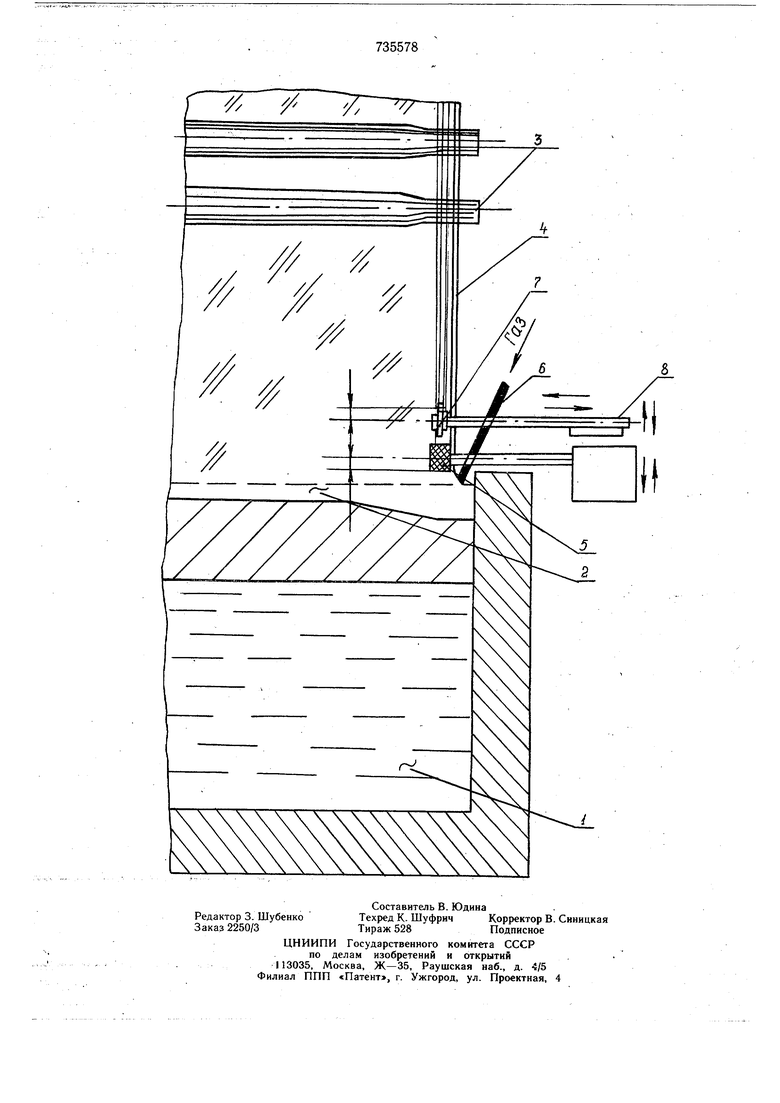
но на боковых стенках машинного канала. Кристаллизация стекла приводит к увеличению обрывов ленты и снижает время непрерывной работы устройства. Кроме того, при увеличении числа обрывов л ёнтьГУвеличиваются эксплуатационные расходы демонтаж и последующую сборку подмашинной камеры (холодильников бортоформующих приспособлений и.т. д.), на ее разогрев и пуск в работу. Цель изобретения - повь1шение производительности и снижение эксплуатационных расходов. Цель достигается тем, что в способе вертикального вытягивания листового стекла, включающем захват стекломассы затравкой, формование и удержание бортов листа бортоформующими элементами с одновременным подогревом стекломассы прибортовых участков для предотвращения ее кристаллизации и дальнейшее транспортирование, формование и удержание бортов листа осуществляют последовательно, причем подогрев стекломассы производят на 15-50°С выще температуры верхнего предела ее кристаллизации. Устройство для осуществления способа, включающее машину вертикального вытягивания листового стекла, подмашинную камеру с холодильниками и установленными у ее боковь1х стен с возможностью вращения бортоформующими элементами и подогреватели для предотвращения кристаллизации стекломассь снабжено смонтированными с возможностью вращения, горизонтального и вертикального перемещения бортоудерживающими роликами, установленными над бортоформующими элементами, причем их оси находятся друг от друга, на расстоянии равном (|- + r), где L-расстояние между осями бортоудерживающих роликов и бортоформующих элементов, мм; К -- коэффициент пpoпopциoнaльнocf и от 1,1 до 3; h - высота бортоформующего элемента, мм; г - радиус бортоудерживающего ролика, мм. Подача стекломассы на формование бортов с температурой на 15-50°С выше температуры верхнего предела кристаллизации предотвращает кристаллизацию стекломассы. Однако при этих температурах одновременное формование и удержание бортоэ ленть1 стекла становится трудно выполнимой операцией. Поэтому в изобретений предусмотрено раздельное формование бортов бортоформующими приспособлениями с последующим удержанием их при более низкой температуре дополнительно установленными бортоудерживающими приспособлениями. Наряду с уменьшением кристаллизации стекла, что приводит к уменьшению обрывов ленты стекла, повышая производительность и снижая эксплуатационные расходы, формование бортов ленты стекла при более высокой температуре снижает термические механические напряжения в них испособствует повышению производительности и качества стекла. На чертеже показан вертикальный разрез предлагаемого устройства. Устройство включает мащинный канал 1 стекловаренной печи. Над ним расположена подмашинная камера 2, снабженная машиной 3 вертикального вытягивания ленты стекла. Лента стекла с двух сторон охлаждается основными холодильниками 4. Формование бортов ленты осушествляют охлаждаемыми бортоформующими элементами 5, снабженными приводом вращения (на чертеже не показан). Прибортовые участки ленты стекла обогревают с помощью нагревателей б, выполненных, например в виде газовых горелок. Удержание ленты стекла осуществляют бортоудерживающими роликами 7, смонтированными с возможностью вращения и снабженными механизмом 8 для вертикального и горизонтального перемещения. Расстояние по вертикали между осями бортоформующих элементов 5 и бортоудерживающего ролика 7 составляет L К(Ь/2+ + г), где К - коэффициент пропорциональности равный от 1,1 до 3; h - высота бортоформующих элементов, мм, г - радиус бортоудерживающего ролика, мм. Из стекла, состава, вес. %: SiOa72,60; AlsOs 1,60; РегОз 0,10; СаО 7,90; MgO 3,60; NajP 13,40; SOa 0,80 вытягивают вертикально вверх ленту стекла толщиной 4 мм и шириной 2 метра со скоростью 70 м/ч. Температура верхнего предела кристаллизации этого стекла 1000°С. Ленту стекла охлаждают с обеих сторон основными холодильниками 4. Прибортовые участки нагревают до температуры 1020°С с помощью газовых горелок 6. Формование бортов осуществляют охлаждаемыми бортоформующими элементами 5 диаметром 60 мм, которые снабжены приводом вращения. Над бортоформующими элементами 5 на расстоянии 75 мм установлены бортоудерживающие ролики 7 диаметром 40 мм. Расстояние бортоудерживающих роликов 7 от бортоформующих элементов 5 и положение первых из, них в пространстве регулируют с помощью механизма 8, обеспечивающего перемещение их в вертикальной и горизонтальной плоскости. Повышение температурь ленть стекла в прибортовых участках позволяет предотвратить кристаллизацию стекломассы и уменьшает число чисток бортов от 4 до 2 раз в месяц, что обеспечивает повышение производительности на 8% и снижает эксплуатационные расходы на 4 тыс. руб./год.
Годовая экономическая эффективность от внедрения предложенного способа и устройства составляет 152 тыс. руб. без учета улучшения качества ленты стёкла.
Формула изобретения
1.Способ вертикальногй вытягивания листового стекла, включающий захват стекломассы затравкой, формование и удержание бортов листа бортоформующими элементами с одновременным подогревом стекломассы прибортовых участков для преотвращения ее кристаллизации и дальнейшее транспортирование, отличающийся тем, что, с целью повышения производительности и снижения эксплуатационных расходов, формование и удержание бортов листа осуществляют последовательно, причем подогрев стекломассы производят на 15-50С выше температуры верхнего предела ее кристаллизации.
2.Устройство для осуществления способа по п. 1, включающее машину вертикального вытягивания листового стекла, подмашинную камеру с холодильниками и установленными у ее боковых стен с возможностью вращения бортоформующими. элементами и подогреватели для предотвращения кристаллизации стекломассы, отличающееся тем, что оно снабжено смонтированными с возможностью вращения, горизонтального и вертикального перемещения бортоудерживающими роликами, установленными над бортоформующими элементами, причем их оси находятся друг от друга на- расстоянии равном
(l + r),
0
где L-расстояние между осями бортоудерживающих роликов и бортоформующих элементов, мм; К - коэффициент пропорциональности
от 1,1 до 3;
h - высота бортоформующего элемента, мм;
г - радиус бортоудерживающего ролика, мм.
Источники информации, принятые во внимание при экспертизе
0
1.Авторское свидетельство СССР № 424821, кл. С 05 в 15/04, 1971.
2.Авторское свидетельство СССР № 327136, кл. С 03 в 15/04, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ СТЕКЛОМАССЫ | 1973 |
|
SU383690A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU424821A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| Холодильник подмашинной камеры вертикального вытягивания ленты стекла | 1978 |
|
SU745871A1 |
| Устройство для вертикального вытягивания листового стекла | 1989 |
|
SU1723055A1 |
| Устройство для безлодоного вытягивания листового стекла | 1974 |
|
SU564273A1 |
| ПОДМАШИННАЯ КАМЕРАВ ПТ БФОНД ЗНСП | 1971 |
|
SU424822A1 |
| УСТРОЙСТВО для ЗАГЛУБЛЕНИЯ ПОПЛАВКА МАШИННОГО | 1972 |
|
SU327136A1 |
| Устройство для сигнализации положения бортов ленты стекла при вертикальном вытягивании | 1974 |
|
SU571443A1 |
| БОРТОФОРМУЮЩЕЕ УСТРОЙСТВО МАШИН ВЫТЯГИВАНИЯ | 1973 |
|
SU389035A1 |