ПРЕСС ДЛЯ ПРАВКИ ПРЯМООСНЫХ и КОЛЕНЧАТЫХ ВАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрывания крышек люков полувагонов | 2022 |
|
RU2790896C1 |
| СБОРНЫЙ КРИВОШИПНЫЙ ВАЛ ДЛЯ ЗЕРНООЧИСТИТЕЛЬНОЙ МАШИНЫ | 2020 |
|
RU2740441C1 |
| СБОРНЫЙ КРИВОШИПНЫЙ ВАЛ ДЛЯ ЗЕРНОВОГО СЕПАРАТОРА | 2022 |
|
RU2797971C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРАВКИ | 1969 |
|
SU233419A1 |
| Регулируемый привод плунжерного насоса | 1990 |
|
SU1786285A1 |
| Брикетировочный пресс | 1989 |
|
SU1801775A1 |
| УСТАНОВКА ДЛЯ НАКАТКИ ГАЛТЕЛЕЙ ШАТУННОЙ ШЕЙКИ КОЛЕНЧАТОГО ВАЛА | 1968 |
|
SU218929A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Регулируемый привод плунжерного насоса | 1990 |
|
SU1789750A1 |
| Способ правки коленчатых валов | 1985 |
|
SU1289897A1 |
1
Изобретение относится к области кузнечнопрессового оборудования.
Известен пресс для правки прямоосных и коленчатых валов, содержащий смонтированные на основании рабочий орган, опоры, выполненные в виде .призм, а также подвижные приводные центры для зажима вала с фиксаторами их положения.
Недостатком известного пресса является постоянная высота центров «ад столом, что ограничивает технологические возможности приспособлений и приводит к завышению высоты центров над основанием, когда необходимо править вал, с фланцами, маховиками или шестернями. В этом случае приспособления становятся высокими, громоздкими и малоустойчивыми, а также то, что они не допускают возможности править коленчатые валы путем опирания их на шатунные шейки. Устройство позволяет ускорить обычную правку,
при которой для опоры используются ТОЛЬКО
коренные шейки.
Целью настоЯ:Щего изобретения является создание приспособления для правки коленчатых валов и других деталей, которое было бы удобно в работе и не требовало сложной настройки при правке сложных искривлений в разных плоскостях.
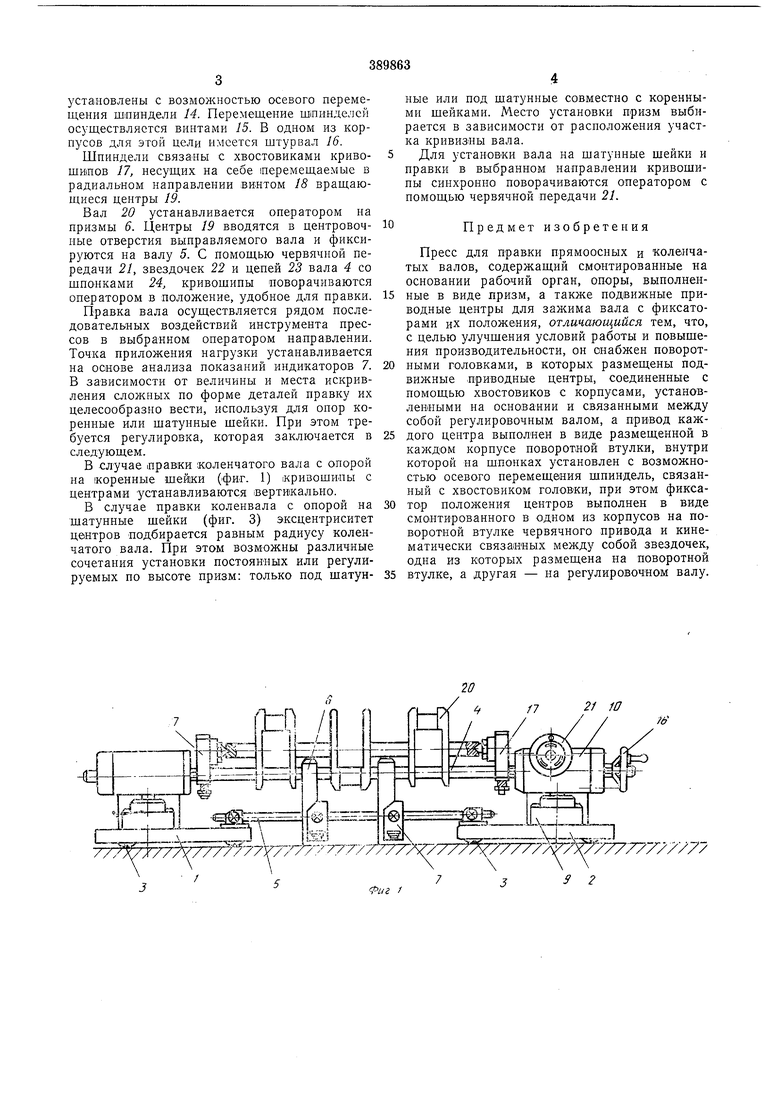
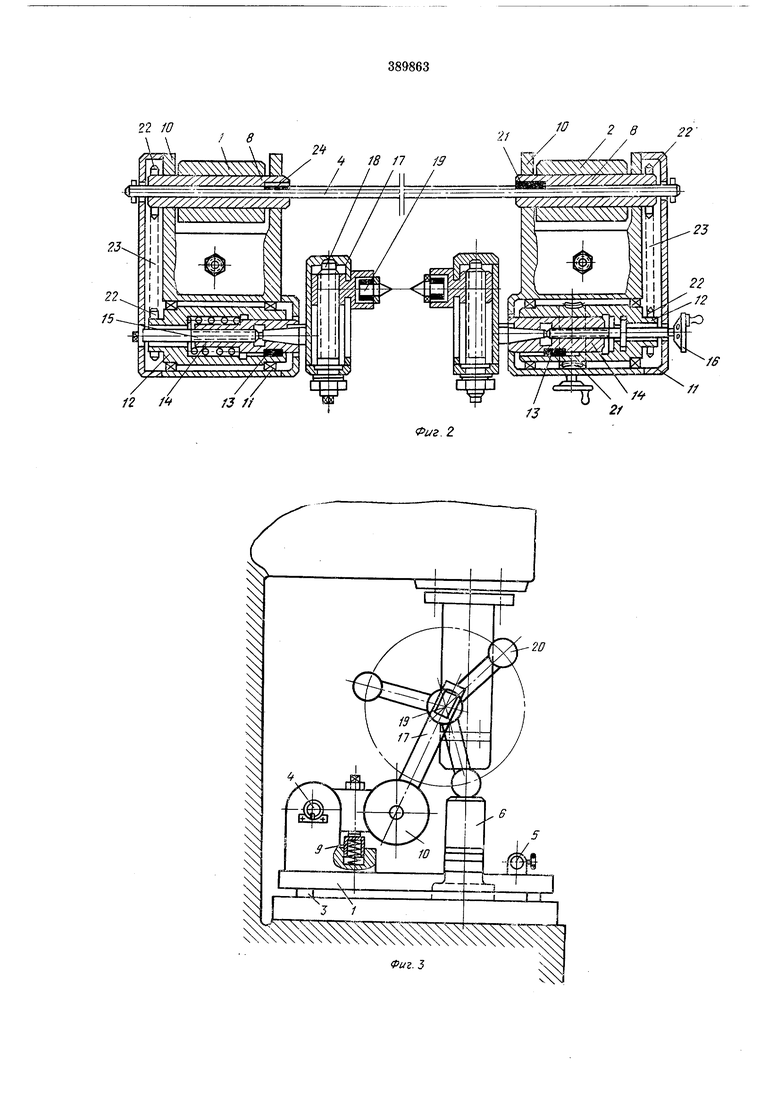
Для этого подвижные приводные центры смонтированы в поворотных головках, соединенных с помощью хвостовиков с корпусами, связанными между собой регул.ировоч.ным валом, а привод каждого центра выполнен в виде установленной на подшипниках в каждом корпусе поворотной втулки, внутри которой на шпонках установлен с возможностью осевого перемещения шпиндель, связанный с хвостовиком головки, при этом фиксатор положения центров выполнен в виде смо.нтированного в одном из корпусов червячного привода и связанных между собой звездочек, одна из которых размещена на поворотной втулке, а другая-на регулировочном вал}. На фиг. 1 дан вид на пресс спереди с опорой коленчатого вала на коренные шейки; на фиг. 2 - разрез головок в горизонтальной плоскости (кривошипы совмещены с плоскостью разреза); на фиг. 3 - вид на пресс слева с опорой коленчатого вала на шатунные
шейки.
Пресс состоит из левого / и правого 2 подвижных оснований, установленных на роликах 3 на основании пресса и фиксируемых одно относительно другого регулировочными
валами 4 и 5, опорных призм 6 и измерительных индикаторных устройств 7. На осях 8 установлены на пружинных буферах 9 подвижные корпуса 10. В каждом корпусе на подшипниках 11 смонтированы поворотные
втулки 12, внутри которых на шпонках 13
установлены с возможностью осевого перемещения шпиндели 14. Перемещение шиинделсй осуществляется винтами 15. В одном из корпусов для этой цели имеется штурвал 16.
Шниндели связаНы с хвостовиками кривошипов 17, несущих на себе перемещаемые в радиальном направлении винтом 18 вращающиеся центры 19.
Вал 20 устанавливается оператором на призмы 6. Центры 19 вводятся в центровомные отверстия выправляемого вала и фиксируются на валу 5. С помощью червячной передачи 21, звездочек 22 и цепей 23 вала 4 со шпонками 24, кривошипы поворачиваются оператором в положение, удобное для правки.
Правка вала осуществляется рядом последовательных воздействий инструмента прессов в выбранном оператором направлении. Точка приложения нагрузки устанавливается на основе анализа показаний индикаторов 7. В зависимости от величины и места искривления сложных по форме деталей правку их целесообразно вести, используя для опор коренные или шатунные шейки. При этом требуется регулировка, которая заключается в следующем.
В случае правки коленчатого вала с опорой па коренные шейки (фиг. 1) кривошипы с центрами устанавливаются вертикально.
В случае правки коленвала с опорой на шатунные шейки (фиг. 3) эксцентриситет центров подбирается равным радиусу коленчатого вала. При этом возможны различные сочетания установки постоянных или регулируемых по высоте призм: только под шатунные или под шатунные совместно с коренными шейками. Место установки призм выбирается в зависимости от расположения участка кривизны вала.
Для установки вала на шатунные шейки и правки в выбранном направлении кривошипы синхронно поворачиваются оператором с помощью червячной передачи 21.
Предмет изобретения
Пресс для правки прямоосных и коленчатых валов, содержащий смонтированные на основании рабочий орган, опоры, выполненные в виде призм, а также подвижные приводные центры для зажима вала с фиксаторами их положения, отличающийся тем, что, с целью улучщения условий работы и повыщения производительности, он снабжен поворотными головками, в которых размещены подвижные приводные центры, соединенные с помощью хвостовиков с корпусами, установленными на осно;вании и связанными между собой регулировочным валом, а привод каждого центра выполнен в виде размещенной в каждом корпусе поворотной втулки, внутри которой на шпонках установлен с возможностью осевого перемешеяия шпиндель, связанный с хвостовиком головки, при этом фиксатор положения центров выполнен в виде смонтированного в одном из корпусов на поворотной втулке червячного привода и кинематически связанных между собой звездочек, одна из которых размещена па поворотной втулке, а другая - на регулировочном валу. /777/У/7/77 4 18 /7 / ,,.,-/ / / /II / п у7/7/7У//////7л 12 /« У/////,
