1 Известна установка для накатки галтелей шатунной шейки коленчатого вала двумя роликами, расположенными под углом 180°.
Предложено оснастить эту установку устройством для правки колепчатого вала, представля1ош,им собой закрепленный в поворотной державке пневмомолоток с бойком, что позволит исправлять геометрическую форму коленчатого вала после накатки без последующ.его его возврата в исходную до правки форму.
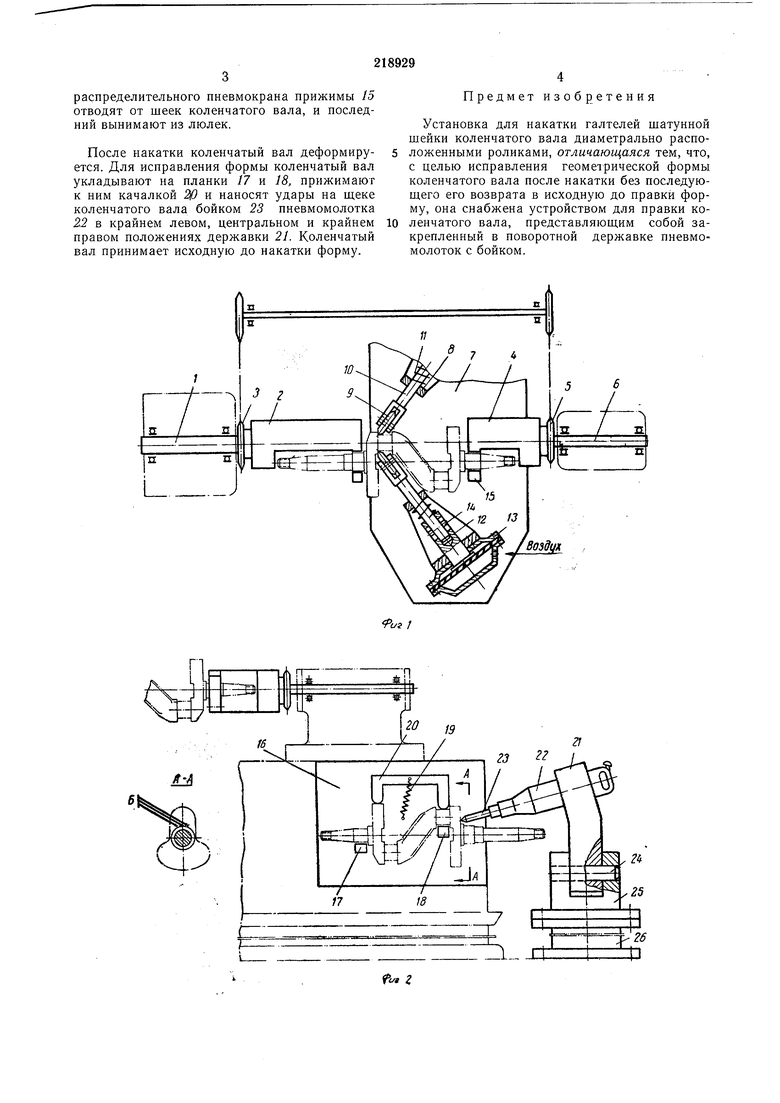
На фиг. 1 изображена предложенная установка, вид сверху; на фиг. 2 - то же, вид сбоку и сечение коленчатого вала по А-А, где Б - точки, наносимые бойком.
Установка смонтирована на базе токарного станка и включает устройство для зажима и враш,ения коленчатого вала, две накатные головки и приспособление для правки. К шпинделю / станка крепится люлька 2 вместе с прикрепленной к ней звездочкой 3. Люлька 4 вместе со звездочкой 5 крепится к шпинделю 6 задней бабки. Пепные передачи служат для придания синхронности вращения люлькам и предохранения коленчатого вала от скручивания в процессе накатки. На плите 7, прикрепленной к станине станка, установлены две накатные головки, смонтированные в корпусах 8. Они состоят из роликов 9, установленных на осях в вилках 10, пружин ll, штоков 12 и
диафрагменных пневмокамер 13. Штифты 14 запрессованы в хвостовики вилок 10. 15 служат для закрепления коленчатого вала.
К вертикальной плоскости станины станка крепится плита 16 с приваренными планками 17 и 18. 19 через качалку 20 прижимает коленчатый вал к планкам 17 и 18. В 21 закреплен пневмомолоток 22 с
бойком 23. Державка 21 находится на оси 24, впрессованной в стойку 25, которая привернута к стойке 26, закрепленной на полу цеха фундаментными болтами. Державка 21 может поворачиваться вокруг оси 24, угол поворота регулируют двумя упорами.
Подлел ащий обработке коленчатый вал укладывают коренными шейками в люльки 2 и 4 и зал ;имают двумя прилсимами 15. Нажатием кнопки пускателя коленчатый вал приводится во враш.ение. Одновременно подается воздух в рабочие полости обеих пневмокамер 13, и ролики прилсимаются к галтели. Пружины // для создания рабочего усилия и компенсации некоторого биения коленчатого вала. Через 50 сек автоматически выключается механизм враш,ения коленчатого вала, и подача воздуха в рабочие полости пневмокамер 13 прекраш,ается. Пружины 11 отводят ролики 9 в исходное положение. Поворотом рукоятки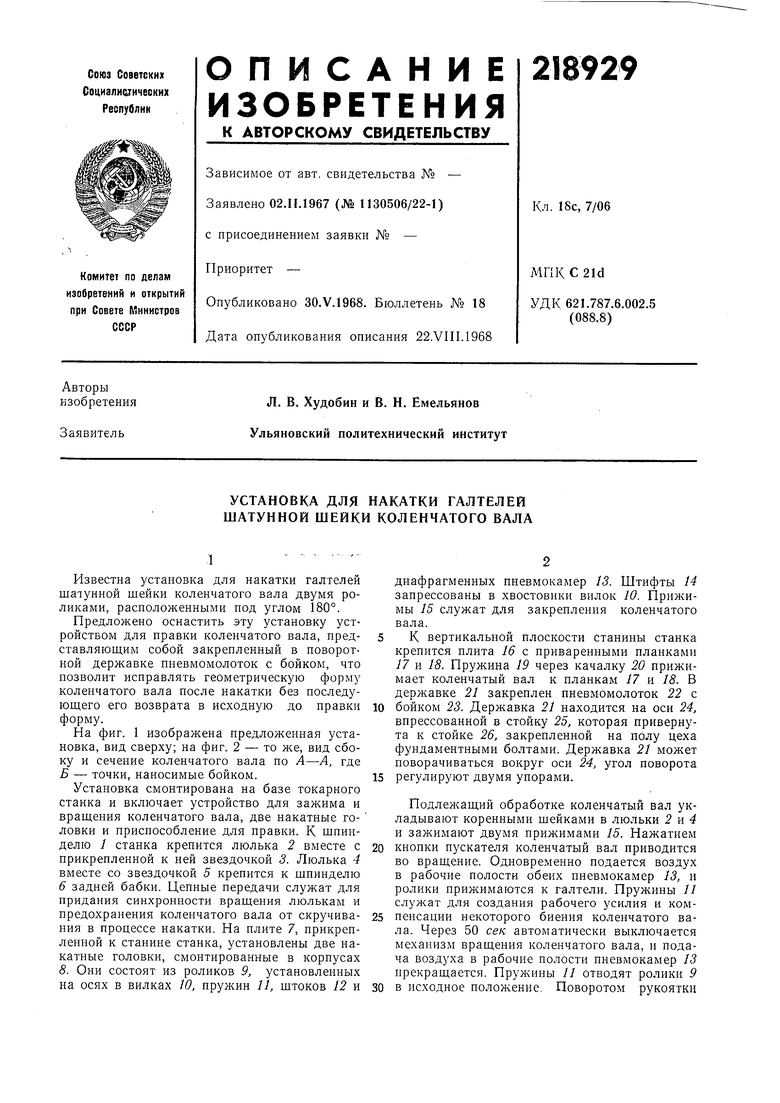
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ВОССТАНОВЛЕНИЯ и УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU383572A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| Приспособление к токарному и т.п. станку для обработки шеек валов накатными роликами или шариками | 1961 |
|
SU147935A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА БЕЗ ЕГО ДЕМОНТАЖА | 1998 |
|
RU2134181C1 |
| РЕЗЬБОДАВИЛЬНЫЙ СТАНОК | 1972 |
|
SU346005A1 |
| Устройство для позиционирования каретки металлорежущего станка | 1989 |
|
SU1715553A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 1990 |
|
RU2036045C1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
