1
Изобретение относится к области термической обработки изделий, нанример цилиндрических нружин или втулок.
Известна нагревательная нечь, содержащая нагревательную и рабочую камеры, вентилятор, механизм перемещения изделий в виде транспортера.
Недостатком такой нечн является невозможность обеспечения равномерной температуры но всему объему рабочей камеры.
Цель изобретения - создание нечи для термической обработки изделий с их поштучной загрузкой и выпрузкой без нрименения ручного труда, а также обеснечение возможности регулирования температуры по всему объему рабочей камеры печн. Это достигается тем, что рабочая камера печи разделена горизонтальной нерегородкой с рядом регулируемых заслонок, а передача изделий из ряда в ряд транспортера нронзводится при помощи клиновидных перебрасывателей.
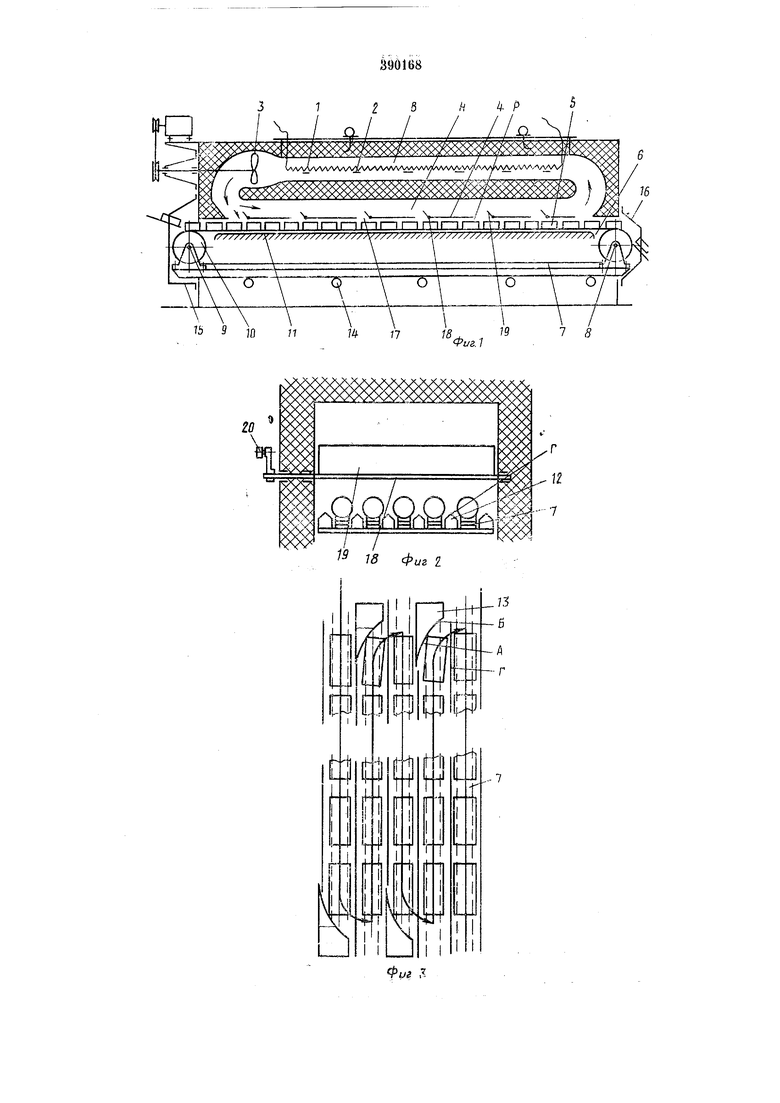
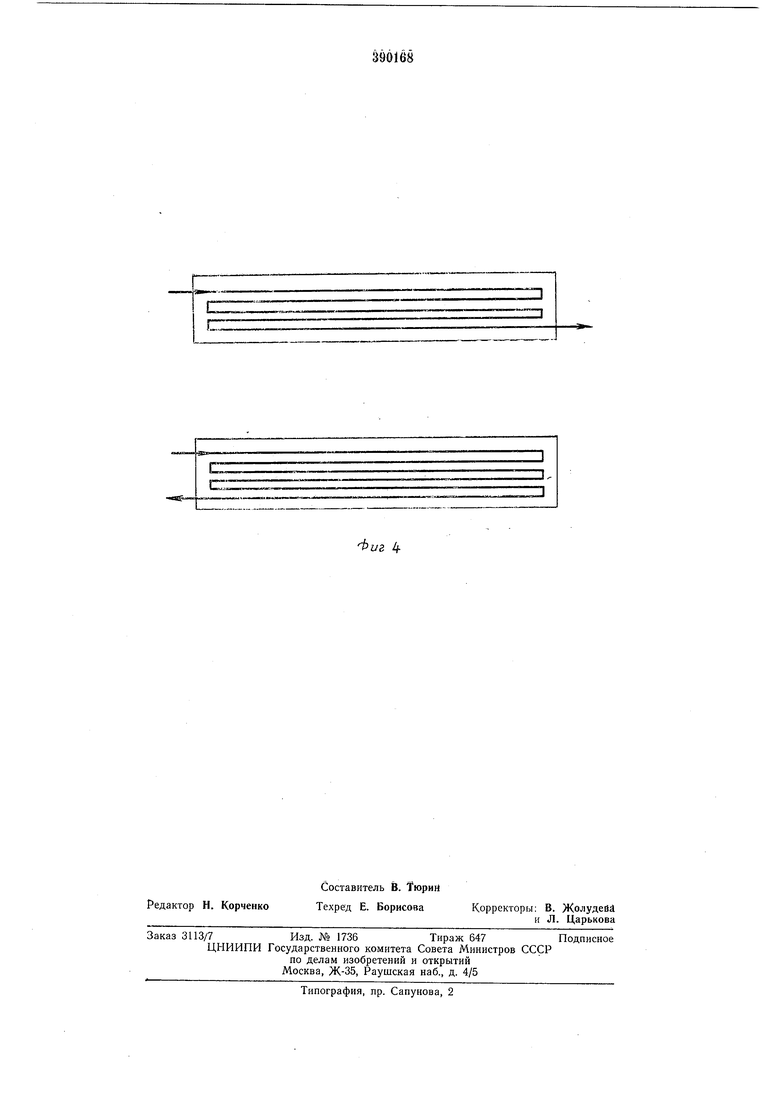
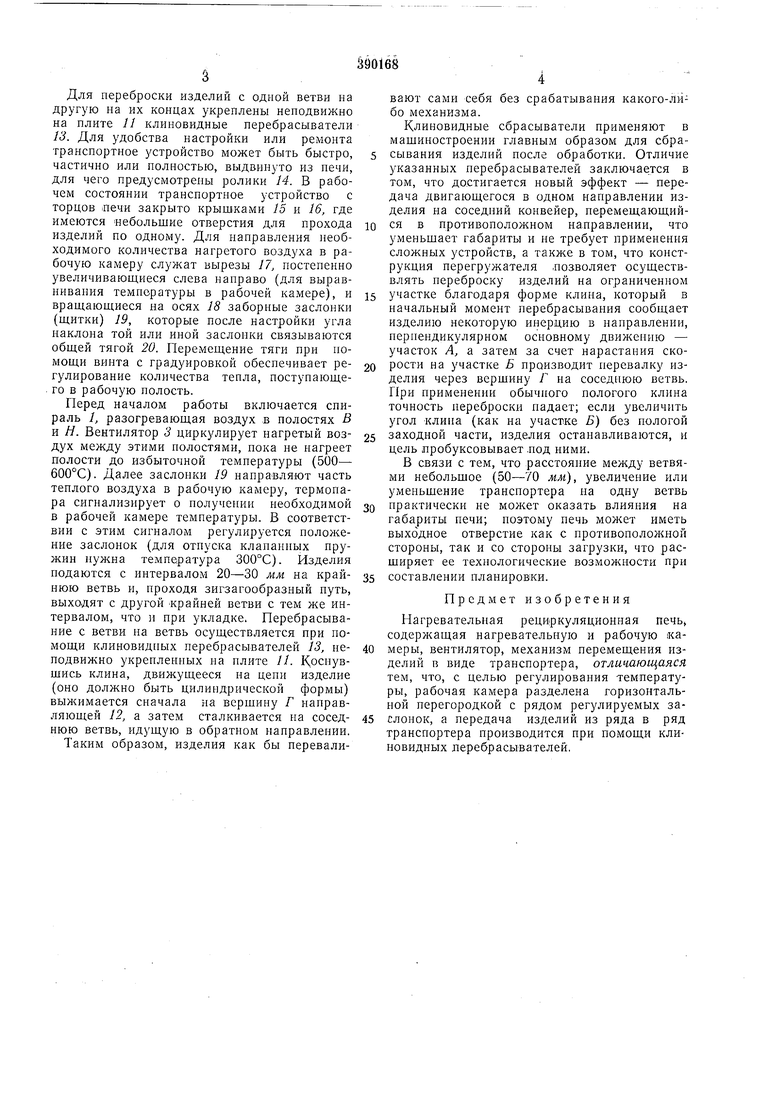
На фиг. 1 показана предлагаемая печь, продольный разрез; на фиг. 2 - то же, часть поперечного разреза; на фиг. 3 - вид сверху на транспортное устройство с изображением изделий и перебрасывателей (стрелками показана схема переброски изделий с одного ряда на другой и схема транспортирования); на фиг. 4 - возможные варианты встраивания нечи в поточную или автоматическую линии.
Нечь установлена на опорах с расстоянием рабочей камеры от уровня пола, равным расстоянию потока изделий в автоматической линии от того же уровня. Источником нагрева служит электрическая спираль /, укрепленная в верхней полости В печи на изоляторах 2. Нагретый в этой полости воздух подается вентилятором 3 в нижнюю полость Я печи. Нод нижней камерой за перегородками 4 расположена рабочая камера Р, где перемещаются нагреваемые изделия 5. Транснортное устройство 6 состоит из нескольких
рядов цепей 7, несущих изделия свободно лежащими на них так, что оси цилиндрических изделий размещены параллельно направлению движения. Валы 8и9 со свездочками W являются нриводными и вращаются в разные стороны, чтобы обеспечить встречное зигзагообразное движение изделий (фиг. 3). Ноэтому часть звездочек (через одну) закреплена на валах жестко (ведущие звездочки), а другая часть сидит свободно (холостые
звездочки для противоположного привода). Цепи перемещаются по плите 11 между направляющими 12, которые позволяют размещать движущиеся навстречу ветви цепей на минимальном расстоянии друг от друга без
опасения зацепов цепей. Для переброски изделий с одной ветви на другую на их концах укреплены неподвижно на плите 11 клиновидные неребрасыватели 13. Для удобства настройки или ремонта транспортное устройство может быть быстро, частично или полностью, выдвинуто из нечи, для чего предусмотрены ролики 14. В рабочем состоянии транспортное устройство с торцов лечи закрыто 15 и 16, где имеются Небольшие отверстия для прохода изделий по одному. Для направления необходимого количества нагретого воздуха в рабочую камеру служат вырезы 17, постепенно увеличивающиеся слева направо (для выравнивания температуры в рабочей камере), и вращающиеся на осях 18 заборные заслонки (щитки) 19, которые после настройки угла наклона той или иной заслонки связываются общей тягой 20. Перемещение тяги при иомощи винта с градуировкой обеспечивает регулирование количества тенла, поступающего в рабочую полость. Перед началом работы включается спираль /, разогревающая воздух в полостях В и Н. Вентилятор 3 циркулирует нагретый воздух между этими полостями, пока ие нагреет полости до избыточной температуры (500- 600°С). Далее заслонки 19 направляют часть теплого воздуха в рабочую камеру, термопара сигнализирует о получении необходимой в рабочей камере температуры. В соответствии с этим сигналом регулируется положение заслонок (для отпуска клапанных пружин нужна температура 300°С). Изделия подаются с интервалом 20-30 мм на крайнюю ветвь и, проходя зигзагообразный путь, выходят с другой -крайней ветви с тем же интервалом, что и при укладке. Перебрасывание с ветви па ветвь осуществляется при помощи клиновидных перебрасывателей 13, неподвижно укреплениых на плите //. Коснувшись клина, движущееся на цепи изделие (оно должно быть цилиндрической формы) выжимается сначала на верщину Г направляющей 12, а затем сталкивается на соседнюю ветвь, идущую в обратном направлении. Таким образом, изделия как бы переваливают сами себя без срабатывания какого-либо механизма. Клиновидные сбрасыватели применяют в машиностроении главным образом для сбрасывания изделий после обработки. Отличие указанных перебрасывателей заключается в том, что достигается новый эффект - передача двигающегося в одном направлении изделия на соседний конвейер, неремещающийся в противоположном налравлении, что уменьщает габариты и не требует применения сложных устройств, а также в том, что конструкция перегружателя позволяет осуществвлять переброску изделий на ограниченном участке благодаря форме клина, который в начальный момент перебрасывания сообщает изделию некоторую инерцию в направлении, перпендикулярном основному движению - участок А, а затем за счет нарастания скорости на участке Б производит перевалку изделия через вершину Г на соседнюю ветвь. При применении обычного пологого клина точность переброски падает; если увеличить угол клина (как на участке Б) без пологой заходной части, изделия останавливаются, и цель пробуксовывает лод ними. В связи с тем, что расстояиие между ветвями небольшое (50-70 мм), увеличение или уменьшение транспортера на одну ветвь практически не может оказать влияния на габариты печи; поэтому печь может иметь выходное отверстие как с противоположной стороны, так и со стороны загрузки, что расширяет ее технологические возможности при составлении планировки. Предмет изобретения Нагревательная рециркуляционная печь, содержащая нагревательную и рабочую камеры, вентилятор, механизм перемещения изделий в виде транспортера, отличающаяся тем, что, с целью регулироваиия температуры, рабочая камера разделена горизонтальной перегородкой с рядом регулируемых заслонок, а передача изделий из ряда в ряд транспортера производится при помощи клиновидных леребрасывателей. //// ///Х/.Л- /Г/ / у /Х у// т гтл Г 7Ь Э ,077 о т м 9
Х J2
7
иг 4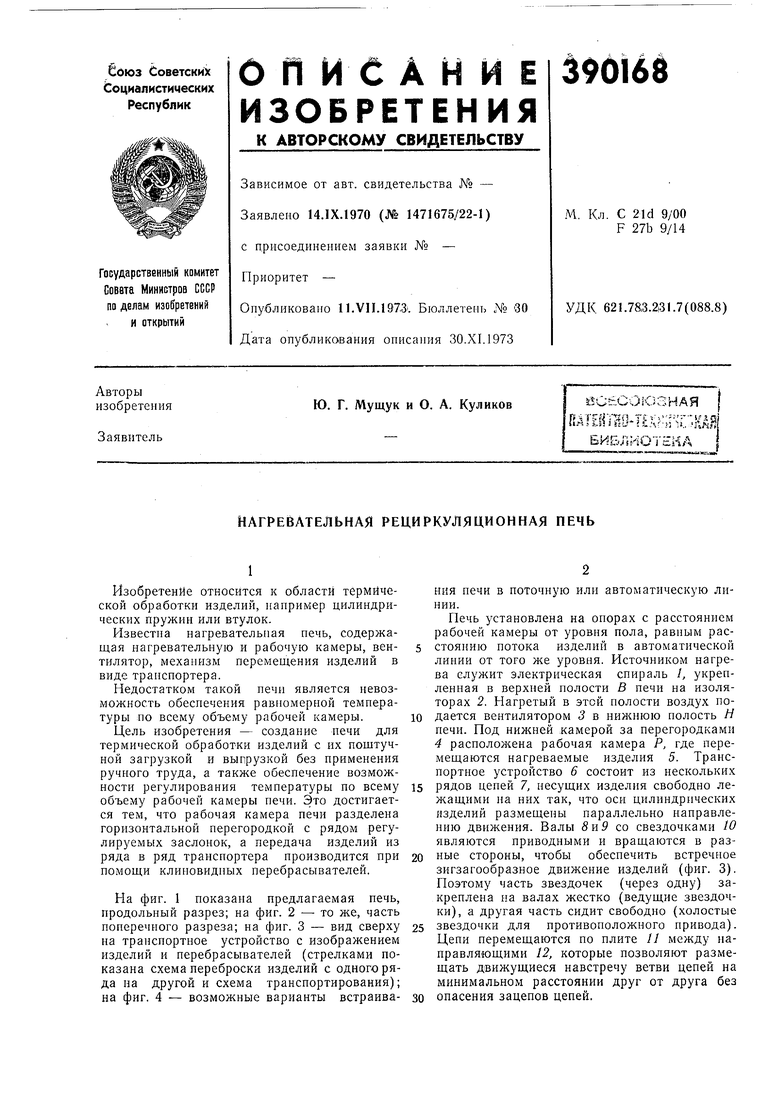
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая непрерывная печь для отжига лакированных консервных банок и других цилиндрических изделий | 1950 |
|
SU92226A1 |
| Печь для выпечки хлебобулочных и мучных кондитерских изделий | 1989 |
|
SU1692475A1 |
| Термоусадочная печь | 1983 |
|
SU1183423A1 |
| ТРАНСПОРТЕР ТЕРМОТОННЕЛЯ УПАКОВОЧНОЙ ЛИНИИ | 2011 |
|
RU2488528C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И СПОСОБ ФОРМИРОВАНИЯ КРИСТАЛЛИЧЕСКОГО СОРБЕНТА | 2013 |
|
RU2542171C2 |
| Установка Р.С.Цаголова для производства строительной керамики | 1990 |
|
SU1787115A3 |
| УСТРОЙСТВО ДЛЯ ОБДУВА ТЕРМОТОННЕЛЯ УПАКОВОЧНОЙ ЛИНИИ И КРЫЛЬЧАТКА УСТРОЙСТВА | 2011 |
|
RU2523491C2 |
| Электропечь для термообработки | 1977 |
|
SU708125A1 |
| Печь для производства хлебобулочных и мучных кондитерских изделий | 1990 |
|
SU1750560A1 |
| ХЛЕБОПЕКАРНАЯ И КОНДИТЕРСКАЯ ПЕЧЬ | 1995 |
|
RU2094992C1 |