1
Изобретение относится К технике автоматического регулирования и может быть иснользовано при термоОбработке неметаллических композиционных материалов, например формируемой стеклопластиковой ленты, и предназначено для использования в оборудовании для изготовления стеклопластиковых изделий оптимальной структуры.
Известны релейные системы автоматического регулирования, например, для полимеризации движущегося композиционного материала, содержащие источиик напряжения, элемент сравнения, входы которого соединены с задатчиком, с датчиком степени полимеризации и с линеаризующим генератором, и релейный элемент, вход которого подключен к выходу элемента сравнения, а выход соединен через камеру термообработки с объектом регулирования. Предлагаемая система отличается от известных тем, что она содержит интегратор, вход которого соединен с выходом элемента сравнения, и сумматор, входы которого соединены с источником напряжения и интегратором, а выход через контакты релейного элемента подключен к камере термообработки. Такое выполнение позволяет повысить точность регулирования путем компенсации постоянной времени объекта.
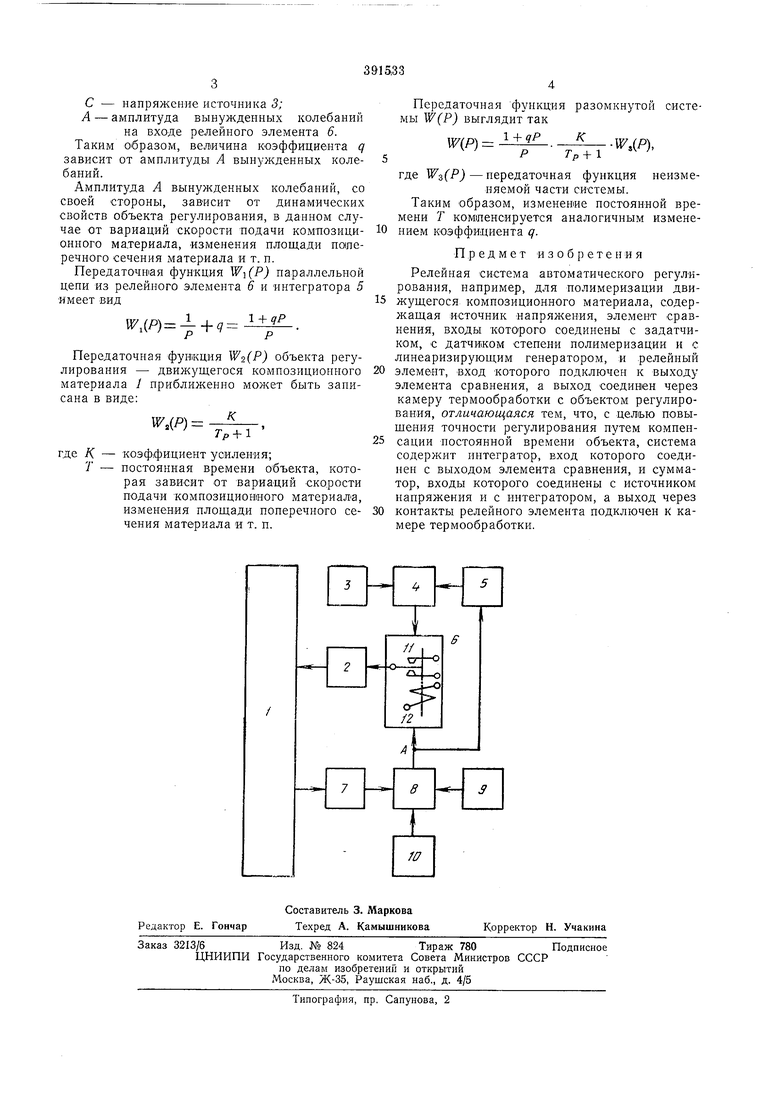
На чертеже приведена блок-схема предлагаемой системы.
2
Релейная система автоматического регулирования, например, для полимеризации движущегося композиционного материала / содержит камеру термоОбработки 2 (например, камеру нагрева электрическим полем высокой частоты), источник нащряжения 3, сумматор 4, интегратор 5, релейный элемент 6, датчик степени полимеризации 7, элемент сравнения 8, задатчик степени полимеризации 9, генератор
линеаризирующих колебаний 10, контакты релейного элемента 11, обмотку релейного элемента 12.
Термообработка движущегося композиционнюго материала / осуществляется в камере
термообработки 2, сигналы на которую поступают через контакты 11 релейного элемента 6 с сумматора 4, слагаемыми .которого служат сигналы с источника на1пряжения 3 и интегратора 5 и через релейный элемент 6 с элемента
сравнения 8 в виде отнощения или разности сигналов датчика степени полимеризации 7, задатчика 9 и генератора линеаризирующих колебаний 10. Колебания генератора 10 линеаризуют характеристику релейного элемента 6.
Известно, что
4С
(1
яЛ
эквивалентный коэффициент линеагде q ризации релейного элемента;
30
С - напряжение источника 3; А - амплитуда вынужденных колебаний
на входе релейного элемента 6. Таким образом, величина коэффициента q зависит от амплитуды А вынужденных колебаний.
Амплитуда А вынужденных колебаний, со своей стороны, зависит от динамических свойств объекта регулирования, в данном случае от вариаций скорости подачи композидиО.ННОГО материала, изменения площади пснлеречного сечения материала и т. п.
Передаточная функция Wi(P) параллельной цепи из релейного элемента 6 и интегратора 5 имеет вид
.
Передаточная функция W-)(P) объекта регулирования - движущегося композиционного материала / приближенно может быть записана в виде:
W,(P)-,
J р-Г i
где К. - коэффициент усиления;
Т - постоянная времени объекта, которая зависит от вариаций скорости подачи комиозиционеого материала, изменения площади поперечного сечения материала и т. п.
Передаточная функция разомкнутой системы W(P) выглядит так
W,(P),
Ц7(Я)1±1
Р7-р + 1
где М7з(Р)-передаточная функция неизменяемой части системы.
Таким образом, изменение постоянной времени Т компенсируется аналогичиьш изменением коэффициента q.
Предмет изобретения
Релейная система автоматического регулирования, например, для полимеризации движущегося композиционного материала, содержащая источник напряжения, элемент сравнения, входы которого соединены с задатчиком, с датчиком степени полимеризации и с линеаризирующим генератором, и релейиый
элемент, вход которого подключен к выходу элемента сравнения, а выход соединен через камеру термообработки с объектом регулирования, отличающаяся тем, что, с целью повыщения точности регулирования путем компенсации иостоянной времени объекта, система содержит интегратор, вход которого соединен с выходом элемента сравнения, и сумматор, входы которого соединены с источником напряжения и с интегратором, а выход через
контакты релейного элемента подключен к камере термообработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Релейная система автоматического регулирования | 1972 |
|
SU451054A2 |
| Устройство для автоматического регулирования температуры | 1974 |
|
SU496543A1 |
| Устройство для регулирования процесса термообработки движущегося материала | 1977 |
|
SU721807A1 |
| Релейный регулятор | 1977 |
|
SU661502A1 |
| УСТРОЙСТВО для ПРОПИТКИ ДВИЖУЩЕГОСЯ МАТЕРИАЛА | 1973 |
|
SU386682A1 |
| Релейная система автоматического регулирования | 1977 |
|
SU729550A1 |
| Устройство для уклонения ширины движущегося материала | 1972 |
|
SU469669A1 |
| Устройство для пропитки строительного материала | 1973 |
|
SU490080A1 |
| Релейная система регулирования, например для термообработки движущегося материала | 1977 |
|
SU697970A1 |
| Релейная система автоматического регулирования | 1977 |
|
SU657408A1 |
