1
Изобретение относится к технике автоматического регулирования и может быть использовано при термообработке неметаллических материалов, например формируемой стеклопластиковой ленты, и предназначено для использоваиия в оборудовании для изготовления стеклопластиковых изделий оптимальной структуры.
Известны релейные системы автоматического регулирования, например, для термообработки наматываемого композиционного материала, в частности по авт. св. № 391533, содержащие элемент сравнения, входы которого соединены с задатчиком, с датчиком степени полимеризации и с генератором, релейный элемент, вход которого подключен к выходу элемента сравнения и к входу интегратора, а выход соединяет через камеру термообработки объект регулирования с преобразователем, входы которого подключены к задатчику напряжения реле и к выходу интегратора.
Предлагаемая система отличается от известных тем, что генератор соединен через сумматор, второй вход которого подключен к выходу интегратора, с преобразователем. Такое выполнение позволяет повысить точность регулирования за счет компенсации изменений одновременно постоянной времени и коэффициента передачи объекта.
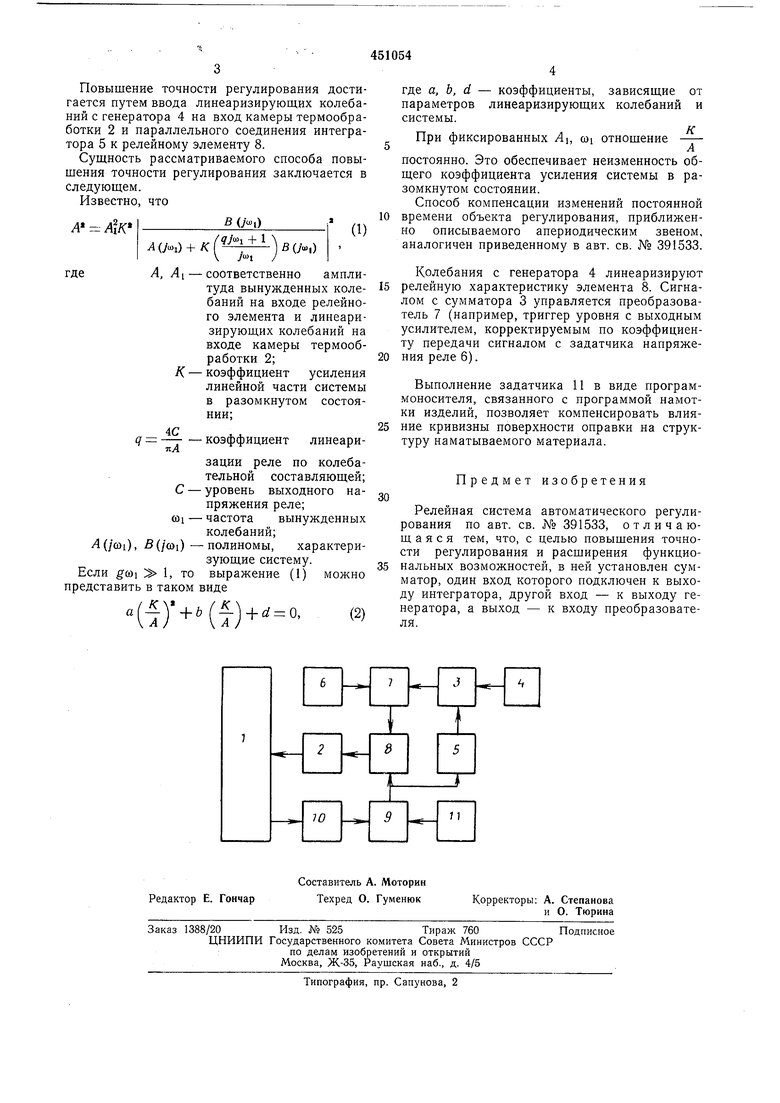
На чертеже приведена блок-схч ма предлагаемой системы.
Релейная система автоматическою регулирования, например, для термообработки наматываемого материала 1, содержит камеру термообработки 2 (например, камеру нагрева электрическим полем высокой частоты), сумматор 3, генератор 4, интегратор 5, задатчик 6 напряжения реле (например, потенциометрический), преобразователь 7 (например, реле уровня), релейный элемент 8, элемент сравнения 9, датчик степени полимеризации 10 (например, емкостного вида) и задатчик 11.
Термообработка наматываемого композиционного материала осуществляется в камере термообработки 2, сигналы на которую поступают через контакты релейного элемента 8 с преобразователя 7, а также через обмотку релейного элемента с элемента сравнения 9.
На входы преобразователя 7 подаются сигналы с задатчика 6 напряжения реле и с сумматора 3, слагаемыми которого служат колебания с генератора 4 и сигналы с интегратора 5.
Сигнал с элемента сравнения 9 формируется в виде соотнощения или разности сигналов с датчика степени полимеризации 10 и с задатчика 11. Повышение точности регулирования достигается путем ввода линеаризирующих колебаний с генератора 4 на вход камеры термообработки 2 и параллельного соединения интегратора 5 к релейному элементу 8. Сущность рассматриваемого способа повышения точности регулирования заключается в следующем. Известно, что Л AlK А (Уич) + К А, Л - соответственно амплитуда вынужденных колебаний на входе релейного элемента и линеаризирующих колебаний на входе камеры термообработки 2; /С - коэффициент усиления линейной части системы в разомкнутом состоянии;4С, . q :коэффициент линеаризации реле по колебательной составляющей; С - уровень выходного напряжения реле; 0)1 - частота вынужденных колебаний; Л(/сй1), Б (/coi) - полиномы, характеризующие систему. Если §(л :э 1, то выражение (1) можно представить в таком виде 7)+(т)+ о- 2) где а, Ь, d - коэффициенты, зависящие от параметров линеаризирующих колебаний и системы. При фиксированных Л, coi отношение А постоянно. Это обеспечивает неизменность общего коэффициента усиления системы в разомкнутом состоянии. Способ компенсации изменений постоянной времени объекта регулирования, приближенно описываемого апериодическим звеном, аналогичен приведенному в авт. св. № 391533. Колебания с генератора 4 линеаризируют релейную характеристику элемента 8. Сигналом с сумматора 3 управляется преобразователь 7 (например, триггер уровня с выходным усилителем, корректируемым по коэффициенту передачи сигналом с задатчика напряжения реле 6). Выполнение задатчика 11 в виде программоносителя, связанного с программой намотки изделий, позволяет компенсировать влияние кривизны поверхности оправки на структуру наматываемого материала. Предмет изобретения Релейная система автоматического регулирования по авт. св. № 391533, отличающаяся тем, что, с целью повышения точности регулирования и расширения функциональных возможностей, в ней установлен сумматор, один вход которого подключен к выходу интегратора, другой вход - к выходу генератора, а выход - к входу преобразователя.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЛЕЙНАЯ СИСТЕЛи АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ | 1973 |
|
SU391533A1 |
| Устройство для регулирования процесса термообработки движущегося материала | 1977 |
|
SU721807A1 |
| Устройство для автоматического регулирования температуры | 1974 |
|
SU496543A1 |
| Релейная система автоматического регулирования | 1977 |
|
SU657408A1 |
| Релейная система автоматического регулирования | 1981 |
|
SU974335A1 |
| Двухканальный релейный регулятор | 1979 |
|
SU794612A1 |
| Релейная система регулирования | 1980 |
|
SU953624A1 |
| УСТРОЙСТВО для ПРОПИТКИ НАМАТЫВАЕМОГО МАТЕРИАЛА | 1973 |
|
SU395335A1 |
| Релейная система регулирования, например для термообработки движущегося материала | 1977 |
|
SU697970A1 |
| Релейная система автоматического регулирования | 1977 |
|
SU647651A1 |
