1
Известно устройство для непрерывной разливки полых заготовок, включающее металлоприемник, кристаллизатор, дорн и механизм вытягивания заготовки.
Цель изобретения - отливка двух или боЛее заготовок в одном кристаллизаторе.
Для этого формирователь полости выполнен в виде кон1центрично расположенных дорНов, а механизм вытягивания - в виде подвижных захватов.
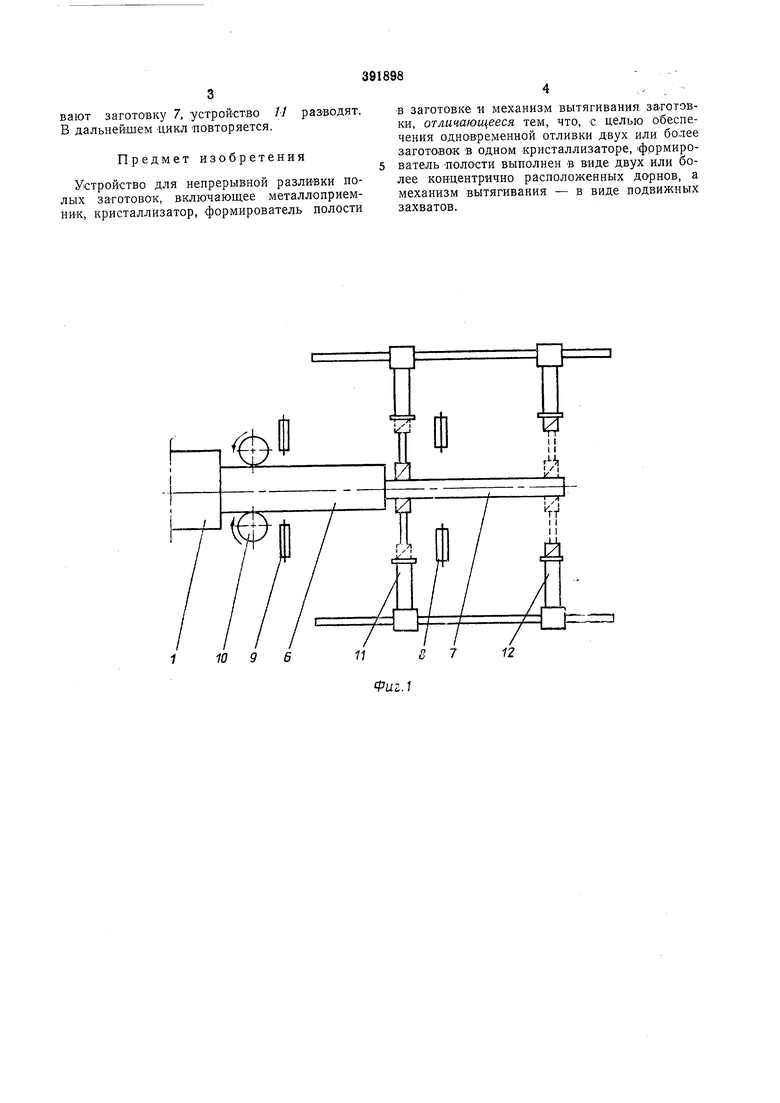
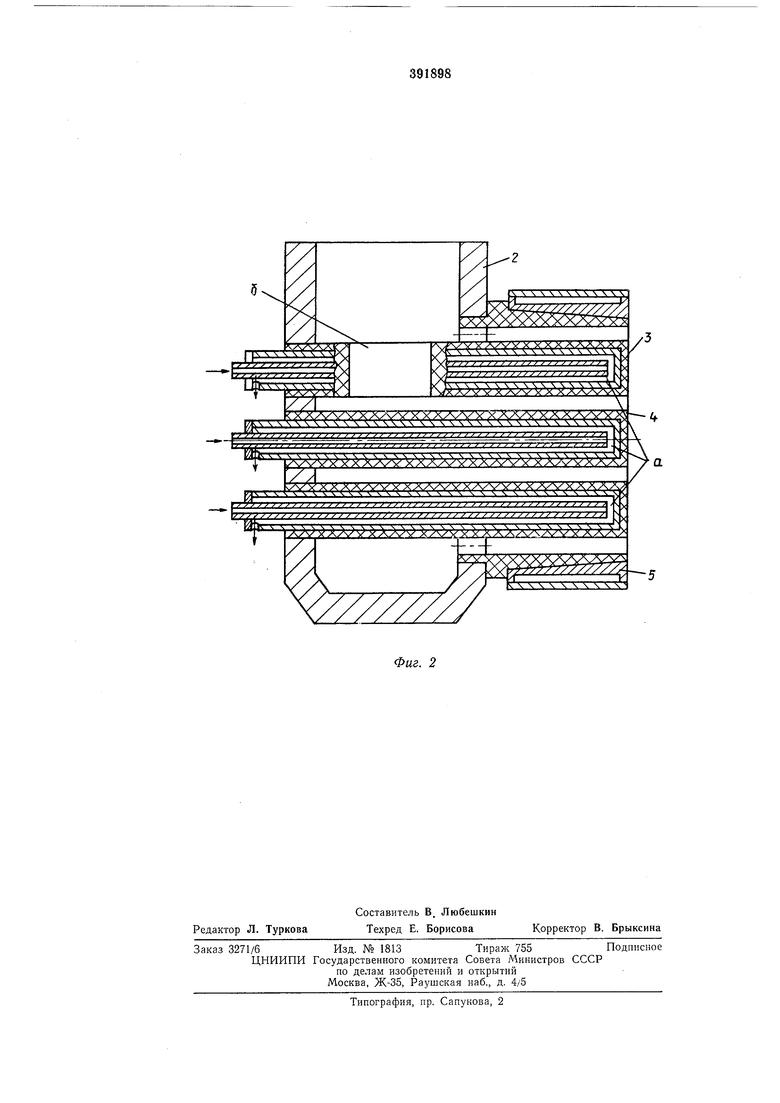
На фиг. 1 изображена схема нредложенного устройства применительно к горизонтальной неирерывной разливке, вид сверху; на фиг. 2 - узел металлоприемника и кристаллизатор S сборе.
В кристаллизаторе /, соединенном с металлоириемником 2, смонтированы 1водоохлаждаемые дорны 5 и . В кристаллизаторе и дорнах имеются каналы а для охлаждающей жидкости или газа. Кристаллизатор / охлаждается с помощью медного водоохлаждаемого кожуха 5. В дорне 4 выполнены каналы б для подвода жидкого металла в формообразующие полости. Порезка заготовок 5 и 7 осуществляется режущими устройствами 5 и 5. Соответственно вытягивание заготовок производится валками 10 и подвижными зажимными устройствами // и 72.
Жидкий металл из металлоириемника 2 через отверстие б поступает в формообразуюП-.ие иолости, образуемые кристаллизатором / и дорном 3, а также дорнами 5 и 4.
В формообразующих полостях, благодаря охлаждению кристаллизатора /, дорнов 3 i 4 охладителем, поступающим но каналам а, происходит одновременно формирование заготовок 6 и 7. Первоначально вытягивание заготовки осуществляют валками 10 и подвижным зажимным устройством 12 (подвижное зажимное устройство 11 разведено).
Скорость вытягивания заготовки 7, больше скорости вытягивания заготовки 6, так как сечение заготовки 6 больше. После вытягивания мерной длины заготовки 7, ее захватывает подвижное зажимное устройство 11, а устройство 12 разводят. Режущим устройством 8 производят порезку заготовки 7 таким образом, чтобы ее возможно было захватить устройством 12, после чего устройство // разводят и захватывают им заготовку 6, которую затем отрезают режущим устройством 9. Отрезанную часть заготовки 6 подают с помощью устройства // вплотную к устройству 12; устройство 11 разводят. Захватывают заготоВКу 7, устройство 12 разводят и режущим устройством 8 отрезают заготовку 7. Отрезанные заготовки 7 и 5 совместно убирают с установки непрерывной разливки. Их разделение производят вне установки, что не представляет сложности. Устройством 12 захватывают заготовку 7, устройство 11
разводят. В дальнейшем цикл повторяется.
Предмет изобретения
Устройство для непрерывной разливки полых затотовок, включающее металлоприемНИК, кристаллизатор, формирователь полости
в заготовке и механизм вытягивания заготовки, отличающееся тем, что, с целью обеспечения одно1Временной отливки двух или более заготовок в одном кристаллизаторе, формирователь -полости выполнен в виде двух или более концентрично расположенных дорнов, а механизм вытягивания - в виде подвижных захватов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МНОГОРУЧЬЕВОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1972 |
|
SU430951A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1985 |
|
SU1249776A1 |
| Машина для горизонтальной непрерывной разливки металлов и сплавов | 1961 |
|
SU140176A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| Способ непрерывного горизонтального литья полых слитков и устройство для его осуществления | 1982 |
|
SU1049172A1 |
| Кристаллизатор для непрерывного литья полых заготовок | 1981 |
|
SU971563A1 |
| Устройство для непрерывного горизонтального или наклонного литья заготовок | 1987 |
|
SU1695822A3 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2090301C1 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1983 |
|
SU1802460A1 |
О
VvXXTVVx XA/V VxO 7sZ/V Xy4;.4
гх
м
ч ч хх X у х N
1
хХхУх у X,
/УХ
±
у X ХУУЛ/ ХХАУЧхЧ/
Фмг. 2
