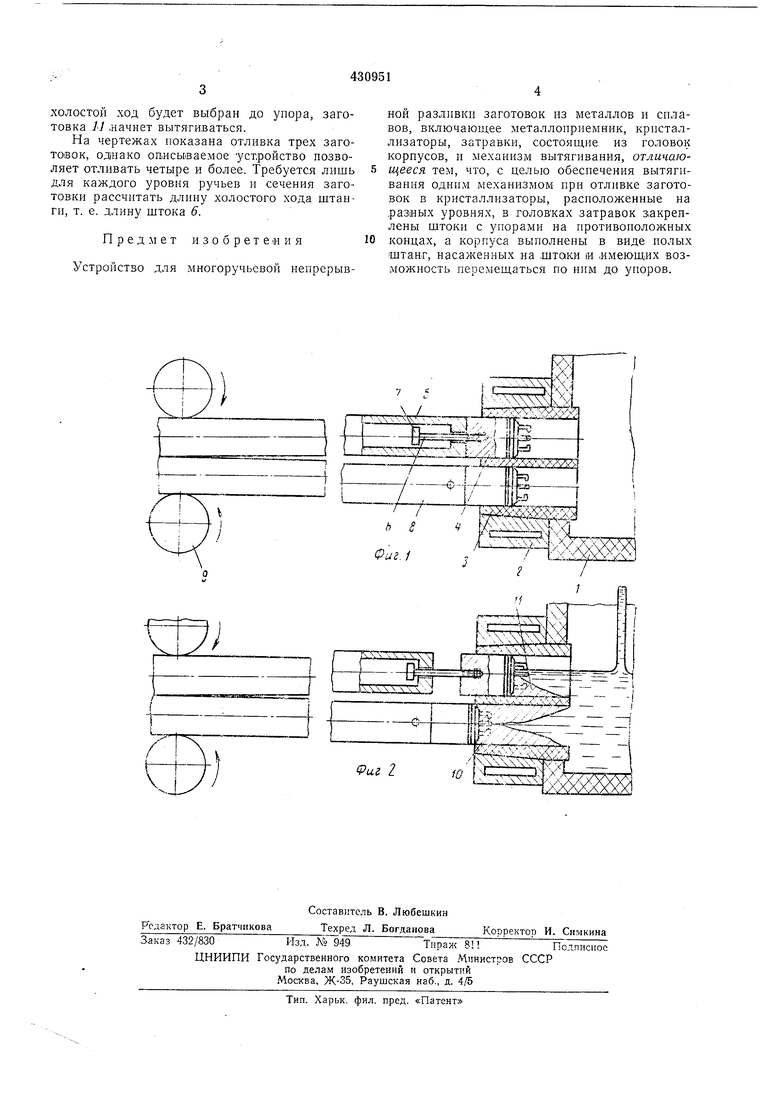
Изобретение относится к области черной металлургии, в частности к непрерывной разливке металлов. Известно устройство для многоручьевой ненрерывной разливки заготовок, включающее металлоприемник, кристаллизаторы, затравки, состоящие из головки и тела, и механизм вытягивания. Однако такое устройство не обеспечивает вытягивания одним механизмом при отливке заготовок в кристаллизаторы, расположенные на разных уровнях. С целью устранения указанного недостатка в головках затравок предлагаемого устройства закреплены штоки с упорами на их противоположных концах а корпусы выполнены в виде полых щтанг, насаженных на штоки и имеющих возможность перемещаться по ним до упоров. На фиг. 1 изображено многоручьевое устройство с тремя ручьями (один верхний и два нижних) до начала процесса литья; на фиг. 2 - то же, через некоторое время после начала процесса (механизм вытягивания включен). Устройство для многоручьевой непрерывной разливки заготовок из металлов и сплавов содержит металлоприемник /, соединенный с охлаждаемым кожухом 2, в котором установлен многоручьевой кристаллизатор 3 (в данном случае трехручьевой для ручья снизу и один - сверху). В верхнем ручье кристаллизатора 3 введена сборная затравка, состоящая из головки 4 и полой штангп 5. В головке 4 одним концом закреплен шток (стержень) 6, имеющий на другом конце упор 7. Штанга 5, сидящая на штоке 6, имеет возможность совершать холостой ход до упора 7. В нижних ручьях установлены обычные затравки 8. Устройство снабжено механизмом 9 для вытягивания заготовок 10 и 11 (верхних и нижних одновременно). Жидкий металл из металлоприемника / поступает в нижние полости (ручьи), где на,чинают формироваться заготовки 10 (на чертежах вторая заготовка не показана). По 1мере наполнения металлопрпемника металл поступает в полость (ручей), находящийся выше, где также начинает формироваться заготовка //. Через некоторое время, необходимое для хорошего сцепления сформировавшихся заготовок 10, включается механизм вытягивания 9. К этому времени заготовка // еще не успевает сформироваться п достаточно хорошо сцепиться с затравкой, поэтому головка 4 затравки находится в покое, а движется только штанга 5 по штоку 6. Происходит выбирание холостого хода, длина которого рассчитывается заранее для данного сплава п сечения. После того, как рассчитанный
холостой ход будет выбран до упора, заготовка 11 .начнет вытягиваться.
На чертежах показана отливка трех заготовок, однако описываемое устройство позволяет отливать четыре и более. Требуется лишь для каждого уровня ручьев и сечения заготовки рассчитать длину холостого хода штанги, т. е. длину штока 6.
Предмет изобретения Устройство для многоручьевой непрерывной разливки заготовок из металлов и силавов, включаюш,ее металлоприемник, кристаллизаторы, затравки, состоящие из головок корпусов, и механизм вытягивания, отличающееся тем, что, с целью обеспечения вытягивания одним механизмом при отливке заготовок в кристаллизаторы, расположенные на разиых уровнях, в головках затравок закреплены штоки с упорами на противоположных концах, а корпуса выполнены в виде полых штанг, насаженных на штоки и имеющих возможность перемеш,аться по ним до упоров.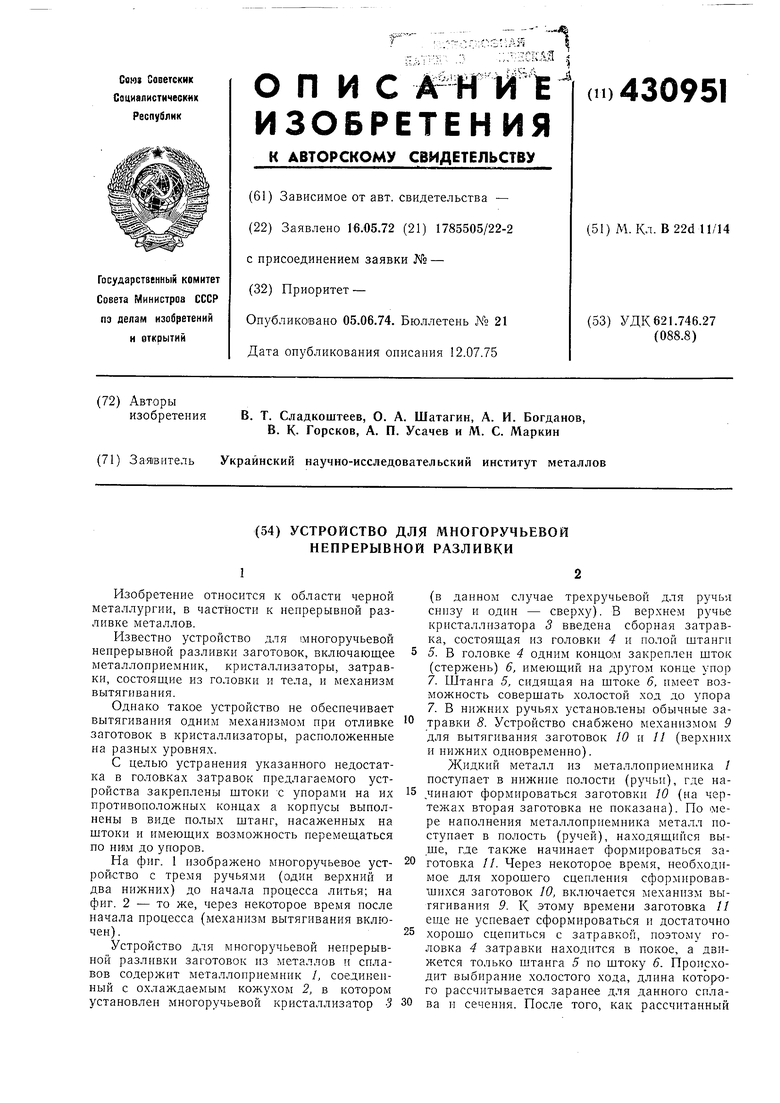
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1984 |
|
SU1150831A1 |
| Установка для горизонтальной непрерывной разливки металлов и сплавов | 1980 |
|
SU969442A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1800739A1 |
| ЛИНИЯ МНОГОРУЧЬЕВОГО НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2048969C1 |
| Многоручьевая машина непрерывного литья заготовок радиального типа | 1991 |
|
SU1792355A3 |
| Способ горизонтальной непрерывной разливки металлов | 1979 |
|
SU1107954A1 |
| Наклонная установка непрерывной разливки металла | 1979 |
|
SU933213A1 |
| УСТАНОВКА ДЛЯ ВЕРТИКАЛЬНОЙ НЕПРЕРЫВНОЙ ОТЛИВКИ ПОЛЫХ ЗАГОТОВОК И ТРУБ | 1970 |
|
SU275326A1 |
| Способ горизонтальной непрерывной разливки металлов | 1983 |
|
SU1138233A1 |
W ш tpuz г 4rfe- - -i
