Изобретение относится к металлургии, конкретнее к полунепрерывной разливке металлов в полые простые и слоистые заготовки на установке горизонтального типа.
Целью изобретения является обеспечение возможности отливки полых заготовок повышенного качества без внутреннего дорна.
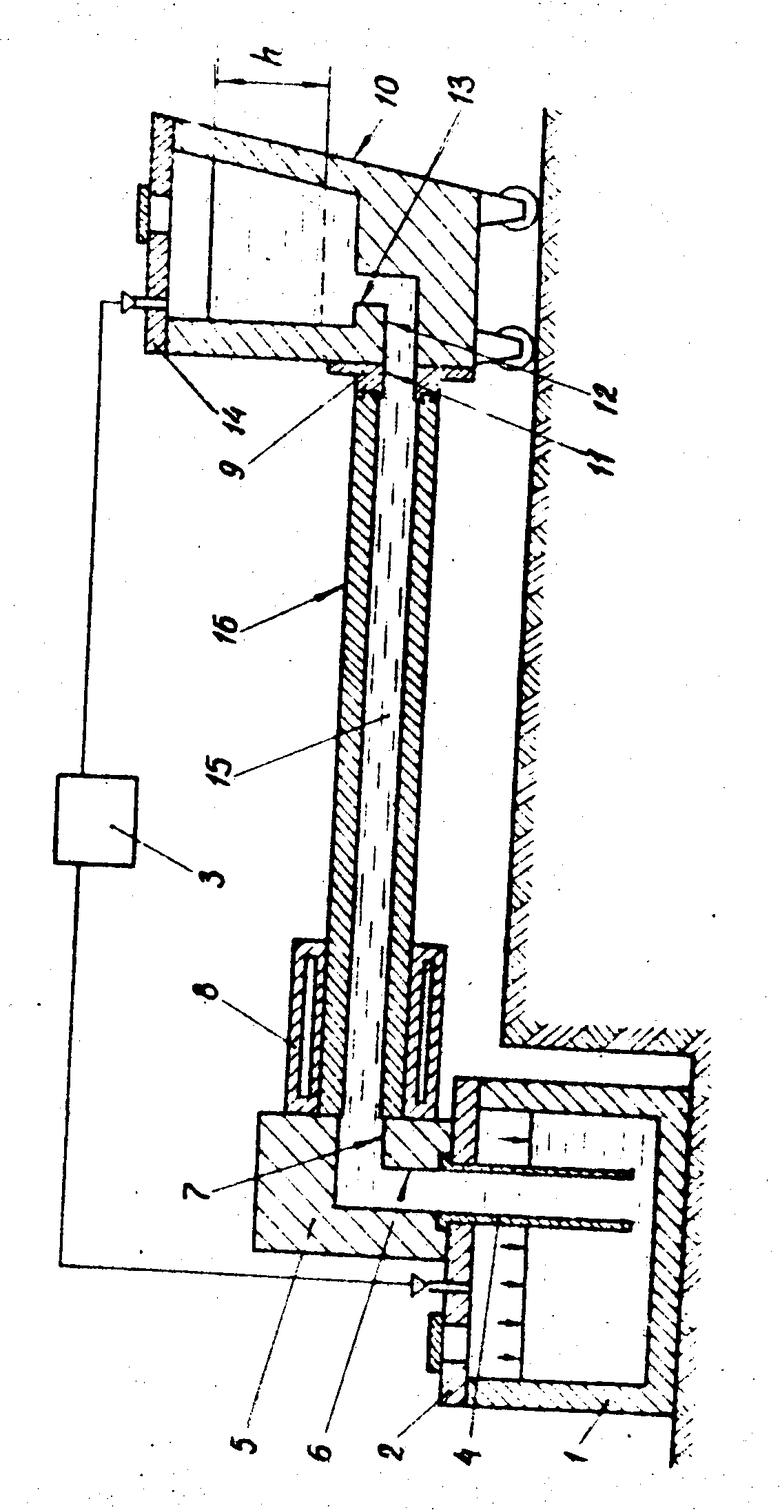
На чертеже изображена схема установки для реализации предлагаемого способа.
Схема установки включает герметичный металлоприемник 1, имеющий на верхней крышке 2 три отверстия: отверстие для заливки жидкого металла, отверстие для подачи газа под давлением, соединенное с газовой системой 3, и отверстие для установки металлопровода 4. Над металлопроводом установлен промежуточный блок 5, имеющий вертикальный канал 6, соосный с металлопроводом 4, и горизонтальный канал 7, соосный с кристаллизатором 8. Кристаллизатор 8 крепится к промежуточному блоку 5 со стороны горизонтального канала 7. С другого конца в кристаллизатор первоначально вводится затравка 9, которая закреплена на подвижной концевой камере 10. В центральной части затравка имеет отверстие 11, соосное с горизонтальным каналом 12 концевой камеры, который сообщается с вертикальным каналом 13. Концевая камера 10 имеет герметичную крышку 14 с двумя отверстиями: отверстием для заливки жидкого металла и отверстием для подачи газа под давлением, соединенным с газовой системой 3. Газовая система 3 обеспечивает требуемый режим подачи давления в металлоприемник и в концевую камеру.
Технологический процесс разливки металла по предлагаемому способу включает следующие операции.
Первоначально в металлоприемник 1 через одно из отверстий в крышке 2 заливают жидкий металл и металлоприемник герметизируют. Концевая камера 10 также герметизируется и устанавливается таким образом, что затравка 9 входит в кристаллизатор 8 и плотно поджимается к его торцевой поверхности. Установка готова к разливке.
В металлоприемнике 1 с помощью газовой системы 3 создается давление, и жидкий металл 15 через металлопровод 3 и каналы 6 и 7 поступает в кристаллизатор 3 и далее через отверстие 11 в затравке 9 и через каналы 12 и 13 в концевую камеру 10. В кристаллизаторе начинает формироваться первый участок корочки заготовки в стационарных условиях. При этом во время пауз до вытягивания корочки из кристаллизатора осуществляется подача пульсирующего давления в концевую камеру 10, что ведет к колебаниям уровня мениска жидкого металла в пределах h и движению жидкого металла 15 относительно формирующейся корочки заготовки 16. После достижения корочкой требуемой толщины производится ее быстрое вытягивание на требуемый шаг (но не более 0,95 длины кристаллизатора). Во время вытягивания жидкий металл в кристаллизатор поступает из металлоприемника 1 и из концевой камеры 10. В кристаллизаторе 8 начинает формироваться следующий участок корочки заготовки в аналогичных условиях.
После того, как будет вытянуто из кристаллизатора и сформировано необходимое количество участков заготовки и их толщина достигнет заданной величины, производится быстрое удаление жидкого металла из концевой камеры и из центральной части заготовки. Для этого с помощью газовой системы в концевую камеру подается давление до 0,2-0,3 МПа, а в металлоприемнике давление сбрасывается. После полного вытеснения жидкого металла из заготовки давление газа в концевой камере также сбрасывается и если формировалась полая простая заготовка, то она удаляется с оси разливки, а если формируется полая слоистая заготовка, то производится выдержка, во время которой температура внутренней поверхности сформированной корочки заготовки снижается до температуры, при которой в результате последующей подачи жидкого металла не произойдет сваривания слоев.
Далее в металлоприемник подается давление и жидкий металл поступает в заготовку и через отверстие в затравке в концевую камеру. В концевой камере создается пульсирующее давление и при возвратно-поступательном движении жидкой фазы относительно фронта кристаллизации формируется следующий слой заготовки.
Таким образом формируется требуемое количество слоев в сечении заготовки. Когда будет сформирован последний слой заготовки, перед удалением жидкого металла, в концевую камеру заливают свежую порцию жидкого металла и через сформированную заготовку производят пополнение металлоприемника. После этого давление в пневмозадатчике снимают, а в концевой камере поднимают и производят быстрое удаление жидкого металла 15 из внутренней полости заготовки 16.
Заготовка 16 полностью вытягивается из кристаллизатора 8 и удаляется с оси разливки, а концевая камера 10 смещается в сторону кристаллизатора и затравка 9 вводится в кристаллизатор и поджимается к его торцевой поверхности. В металлоприемник 1 подается давление и начинается формирование следующей заготовки.
Возможности установки могут быть расширены, если установить двухкамерный металлоприемник, то можно будет получать многослойные заготовки со слоями из металлов различного химического состава, которые заливаются в изолированные камеры металлоприемника и последовательно подаются в полость заготовки для формирования требуемых слоев.
П р и м е р. Отливается полая заготовка из алюминиевого сплава длиной 5 м, наружным диаметром 400 мм и внутренним диаметром 160-200 мм. Заготовка периодически вытягивается за 5 с на шаг 1 м. Продолжительность паузы 55 с. Время периодического перемещения составит 4 мин. Время формирования стенки заготовки до толщины 100 мм (при коэффициенте затвердевания К 3,3 см мин-0,5) будет около 9 мин. Тогда общее время формирования пятиметровой заготовки составит 13 мин. При этом толщина заготовки вблизи концевой камеры будет 120 мм. Получив заготовку указанных размеров, в течение 1 мин производят пополнение жидким металлом герметичного металлоприемника. Далее заготовку убирают, а подвижную концевую камеру возвращают в исходное положение, что занимает по времени примерно 1 мин. Таким образом, цикл формирования полой заготовки составит 15 мин, а средняя скорость литья 20 м/ч.
Ведение технологического процесса по предлагаемому способу позволит в условиях горизонтального литья получать полые слоистые и многослойные заготовки, которые способом литья, взятым за прототип, получить или совсем невозможно или можно, но они будут более низкого качества. Повышение качества достигается за счет осуществления режима интенсивного движения жидкой фазы относительно всего фронта кристаллизации, за счет чего улучшается структура в сечении заготовки и корочка имеет более равномерную толщину по длине и по сечению заготовки. Кроме этого, применение слоистых и тем более многослойных заготовок позволит значительно повысить свойства, получаемых из таких заготовок полуфабрикатов, т.к. слоистая заготовка на 40-50% имеет выше показатель ударной вязкости по сравнению с аналогичным монолитным изделием.
Применение такого технологического приема, как пополнение металлоприемника жидким металлом в ходе процесса формирования заготовки позволит на 5-10% сократить технологический цикл получения одной заготовки и тем самым повысить производительность установки.
А прохождение перегретого жидкого металла, пополняющего металлоприемник, через внутреннюю полость сформированной заготовки позволит повысить качество внутренней поверхности, которая не потребует в дальнейшем дополнительной механической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1983 |
|
SU1802461A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ОТЛИВКИ И СОВМЕЩЕННОЙ ПРОКАТКИ ЗАГОТОВОК | 1984 |
|
SU1297330A1 |
| Способ горизонтальной непрерывной разливки металлов | 1983 |
|
SU1138233A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1985 |
|
SU1249776A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1800739A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1982 |
|
SU1051808A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1788653A1 |
| Способ непрерывного литья цветных биметаллических заготовок и машина для его осуществления | 1985 |
|
SU1668017A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU875715A1 |
1. СПОСОБ ГОРИЗОНТАЛЬНОГО ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК, включающий подачу жидкого металла в кристаллизатор до затравки из герметического металлоприемника, расположенного ниже отливаемой заготовки, формирование заготовки в кристаллизаторе и зоне вторичного охлаждения при периодическом ее вытягивании из кристаллизатора, завершение формирования заготовки в неподвижном состоянии, отличающийся тем, что, с целью обеспечения возможности отливки полых заготовок повышенного качества без внутреннего дорна, при подаче жидкого металла в кристаллизатор часть его через отливаемую заготовку и отверстие в затравке подают в подвижную концевую камеру, расположенную выше отливаемой заготовки, и по завершении формирования заготовки жидкий металл из подвижной концевой камеры и из заготовки возвращают в металлоприемник.
2. Способ по п.1, отличающийся тем, что после возвращения в металлоприемник жидкого металла из концевой камеры и заготовки, осуществляют выдержку и жидкий металл подают вновь в заготовку и концевую камеру, повторяют эти операции в соответствии с заданным числом слоев.
3. Способ по пп.1 и 2, отличающийся тем, что в концевой камере создают давление газа и поддерживают его до полного удаления из заготовки незатвердевшего жидкого металла.
4. Способ по пп.1 и 2, отличающийся тем, что в конце формирования заготовки герметичный металлоприемник пополняют металлом через концевую камеру и через отлитую полую заготовку.
5. Способ по пп. 1 и 4, отличающийся тем, что исполняемый через концевую камеру и отлитую полую заготовку жидкий металл подают с теплосодержанием, компенсирующим тепловые потери в металлоприемнике.
| Способ полунепрерывного литья металлов | 1980 |
|
SU984647A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
