Изобретение относится -к нефтеперерабатывающей и нефтехимической прокышленности, в частности к пластичным смазкам, и может применяться в машиностроительной, металлообрабатывающей и других отраслях промышленности, при шлифовании и полировании для придания дателям из металлов соответствующего вида.
Для облегчения процесса обработки детсшей абразивными материалами на них наносят смазку, что улучшает обработку и качество металлической поверхности.
Эти смазки должны иметь сред1Лою температуру плавления 80-15СГ С, хорошо наноситься на абразивную ленту, при попадании на деталь не корродировать ее и без затруднений удаляться.
Известны смазки для полирования и шлифования металлов на основе минерального масла и натриевого мыла карбоновых кислот, например универсальная тугоплавкая УТ. Однако эта смазка имеет недостаточно густую консистенцию и поэтому неприемлема для-шлифовального инструмента, кроме- того, она слабо эмульгируется в воде.
Целью предлагаемого Изобретения является создание таблетированной смазки, удобно наносимой на абразивные ленты и инструмент, улучшающей обработку деталей при помощи абразивов, хорошо удаляемой и смываемой с деталей.
Для этого предложено вводить в композицию натриевой смазки на нефтяном масле этиленгликоля неионогенное поверхностно-активное, вещество, спермацетовый воск и парафин. Введение этих компонентов придает смазке твердую, пастообразную консистенцию и способность эмульгироваться в воде.
Состав смеси, вес.%: Натриевое мыло 10-25 Этиленгликоль 10-12 Парафин4-10
Спермацетовый воск 1-9 Неионогенное ПАВ 0,5-25 Минеральное масло До 100 Процесс изготовления смазки следующий .
Основой-данной смазки является натриевое мыло , приготовляемое
Рецептура образцов смазок
обычным способом - омылением синтетических жирных кислот .или натуральных жирных продуктов 40-50.%-ным раствором едкого натра при 75-100°С.
В конце процесса омыления добавляют минеральное нефтяное масло. Затем при температуре около 90°С вводят активный компонент-эмульгатор (ПАВ). При непрерывном перемешивании при температуре 85-95°С доливают этиленгликоль. Затем температуру повышают до и вводят отверждающие добавки (спермацетовый воск и парафин). После этого температуру доводят до IGo-c при непрерывном перемешивании. При 160-170 С перемешивают в течение 0,5-2 ч, затем охлаждают и сливают в тару.
Дисперсионной средой является
любое нефтяное масло ( кинематическая
вязкость при 50С равна 20-40 ест) ,
например индустриальное масло ИС-20.
В качестве активного эмульгирующего компонента вводят препарат ОС-20 (т.пл. 47-49 с, содержание золы 1.1,5%), получающийся оксиэтилирова. нием 1 моль высших жирных спиртов кашалотового жира 20 моль окиси этилена. Может быть введен также ПЭГ-35, получающийся оксиэтилированием этиленгликоля окисью этилена, и (или) стеарокс б, получагацийся оксиэтилированием 1 моль стеариновой кислоты б моль окиси этилена.
Для придания смазке однородности 5 и определенной твердой консистенции в композицию последней вводят этиленгликоль (гост 11033-64), спермацетовый воск, получающийся из кгипалотового жира, и парафин, соответсд-вующий ГОСТ 9348-60.
Время изготовления 0,5 кг смазки в лабораторных условиях -2-3 ч.
Испытан ряд образцов с различным содержанием компонентов.
Для придания смазке полутвердой «консистенции можно также в композицию добавлять высокомолекулярные спирты ВМС - отходы производства синтетических жирных кислот, уменьшая при этом содержание парафина, или полиэтиленовый воск.
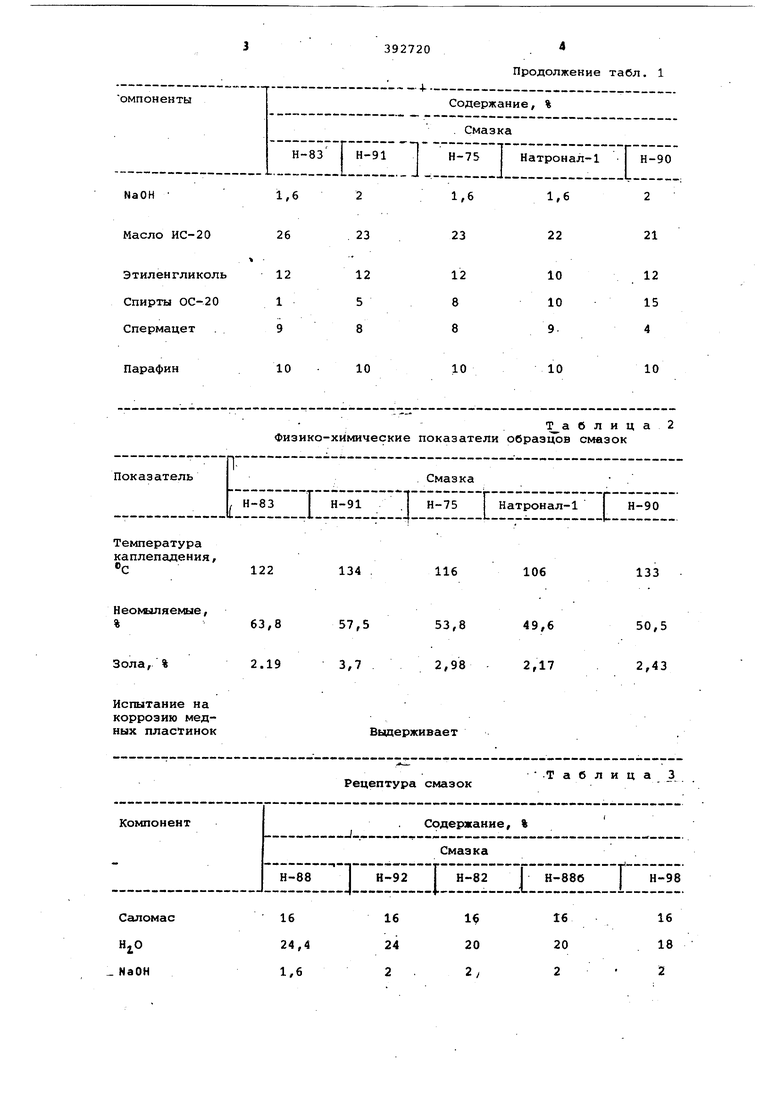
Рецептура образцов смазки и их физико-химические показатели приведены в табл. 1-6.
Таблица 1
Продолжение табл. 1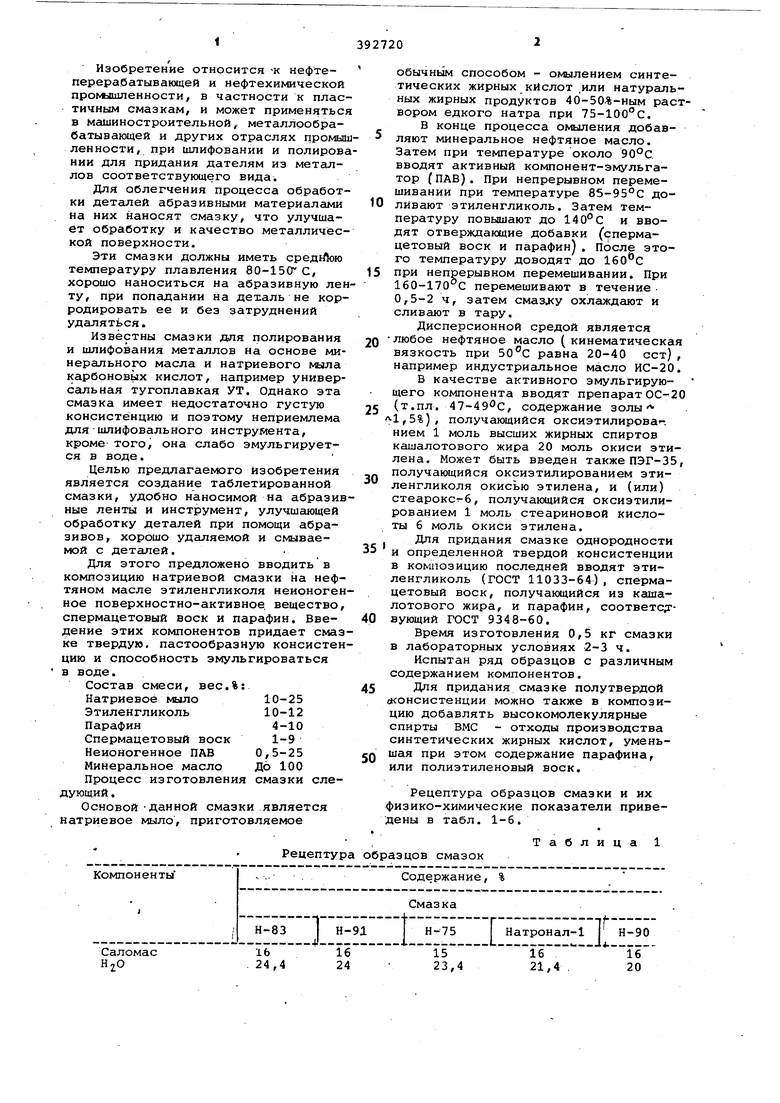
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для полирования и шлифования металлов | 1975 |
|
SU529627A1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1994 |
|
RU2080357C1 |
| СОСТАВ ДЛЯ ЧИСТКИ | 2001 |
|
RU2199581C2 |
| СМАЗЫВАЮЩИЕ ВЕЩЕСТВА, СОДЕРЖАЩИЕ ЛИГНОСУЛЬФОНАТ, СПОСОБ ИХ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЕ | 2011 |
|
RU2554873C2 |
| ПРИМЕНЕНИЕ КОНСИСТЕНТНЫХ СМАЗОК НА ОСНОВЕ КАЛЬЦИЕВОГО КОМПЛЕКСА И КОНСИСТЕНТНЫХ СМАЗОК НА ОСНОВЕ КОМПЛЕКСА СУЛЬФОНАТА КАЛЬЦИЯ ДЛЯ СМАЗКИ ПРОВОЛОЧНЫХ КАНАТОВ | 2017 |
|
RU2753614C2 |
| КОНСЕРВАЦИОННАЯ СМАЗКА | 1992 |
|
RU2009188C1 |
| Пластичная смазка | 1976 |
|
SU730795A1 |
| ЧАСТИЦЫ АМОРФНОГО СИЛИКАТА ЩЕЛОЧНОГО МЕТАЛЛА И СПОСОБ ИХ ПОЛУЧЕНИЯ | 1996 |
|
RU2172769C2 |
| Смазочно-охлаждающая жидкостьдля шлифОВАНия и пОлиРОВАНия МЕТАллОВ | 1979 |
|
SU810764A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТИЕВО-КАЛЬЦИЕВОЙ ПЛАСТИЧНОЙ СМАЗКИ | 1967 |
|
SU216884A1 |
СМАЗКА ДЛЯ ПОЛИРОВАНИЯ К ШЛИФОВАНИЯ МЕТАЛЛОВ на основе минерального масла и натриевого ^EJлa карбоновых кислот, отличаю-.. щ а я с я тем, что, с целью облегчения нанесения смазки на шлифовальный инструмент и улучшения ее эмуль- гируюищх свойств, в состав смазки введены парафин, спермацетовый воск, этиленгликоль и неионогенное поверхностно-активное вещество при следующем соотношении компонентов, вес.%: Натриевое кило карбоновых кислот • 10-25 Парафин4-10Неионогенное поверхностно-активное • вещество0,5-25Минеральное масло До 100.
1,6
NaOH
26
Масло ИС-20
б л и ц а 2
физико-химические показатели образцов смазок
Температура каплепадения,
122
134
Нео|иыляемые,
57,5
%63,8
3,7
Зола, % 2.19
Испытание на коррозию медных пластинок
1,6
1,6
21
22
23
116
133
106
50,5
49,6 2,17 2,43
Выдерживает
Таблица 2
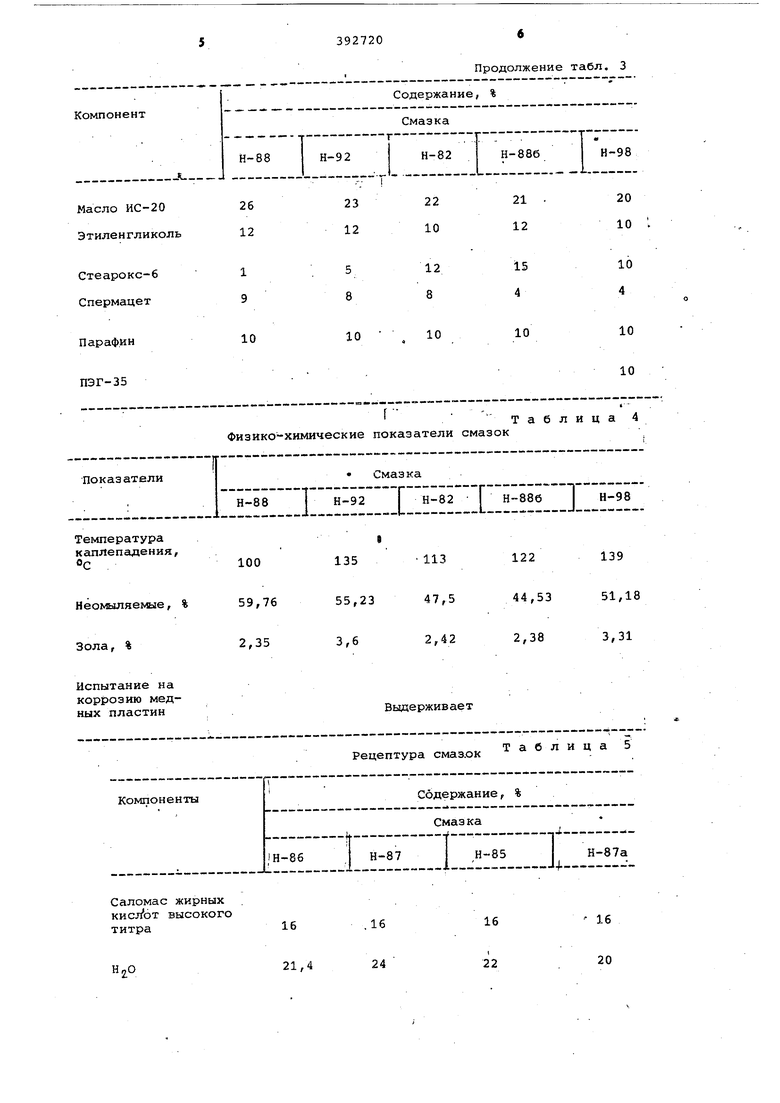
Рецептура смазок
10
Парафин
ПЭГ-35 Физико-химические показатели смазок
135
100
55,23
Неомыляемые, % 59,76
3,6
Зола, %2,35
Испытание на коррозию медных пластин
Продолжение табл. 3
10
10
10 10
10
Г
Таблица 4
113
122
139
44,53
51,18
47,5
2,42
2,38
3,31
Выдержив ае т
Таблица 5
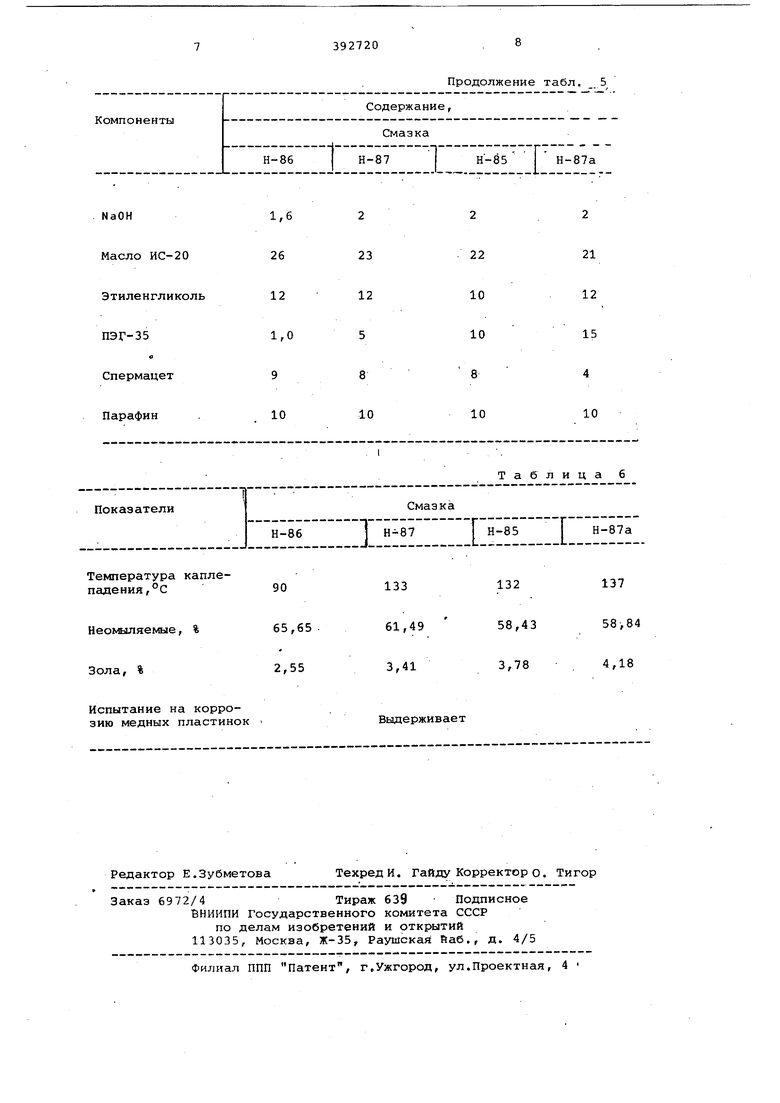
Рецептура смаз.ок
1,6
26
ь
12
1,0
9
10
Температура каплепадения,°С90
Неокщляемые, %65,65
Зола, %2,55
Испытание на коррозию медных пластинок
Продолжение табл. 5
22
21
10
12
10
15
10
10
Таблица 6
137
132
133
58,84
58,43
61,49
4,18
3,78
3,41
Выдерживает
