1
Известные установки для одновременного упрочнения галтелей коленчатого вала методом чеканки содержат разъемные головки с устройствами для упрочнения, установленные на суппорте и выполненные в виде расположенных в корпусе головок цилиндров с плунжерами и держателей с упрочнителями и инструментами, свободно опираются на плунжеры, а также гидравлическую систему, снабженную пульсатором.
Создаваемые пульсатором гидравлические импульсы динамических ударов передаются упрочнителям с инструментами, которые наклепывают поверхность галтели.
Коленчатый вал при упрочнении подвергается действию изгибающих моментов от инструмента и деформируются, причем величина коробления (деформации) влияет на усталостную прочность вала.
Метод виброгидравлической чеканки характеризуется высокой частотой ударов, которая зависит от получения необходимой чистоты обрабатываемой поверхности. Глубина наклепанного слоя, величина остаточной деформации, а следовательно, и величина искривления геометрических осей отдельных паеек зависит от силы и продолжительности удара.
С повышением продолжительности, т. е. импульса, удара, упрочняющие напряжения более глубоко проникают в металл при одной и той же €иле удара.
Предлагаемая установка повышает эффективность упрочнения за счет обработки разных галтелей различными по величине импульсами ударов.
Это достигается тем, что. плунжеры выполнены полыми и в них размещены дополнительные плунжеры. Основные плунжеры снабжены отверстиями, сообщающими их внутреннюю полость с источником давления газа и перекрываемыми допо.янительными подпружиненными пл(унжерами в процессе их перемещения.
Такая конструкция установки позволяет за счет создания различного давления газа во внутренней полости основных плунжеров регулировать продолжительность ударов по различным галтелям и получать таким образом взаимокомпевсирующие деформации отдельных элементов вала, что устраняет его коробление.
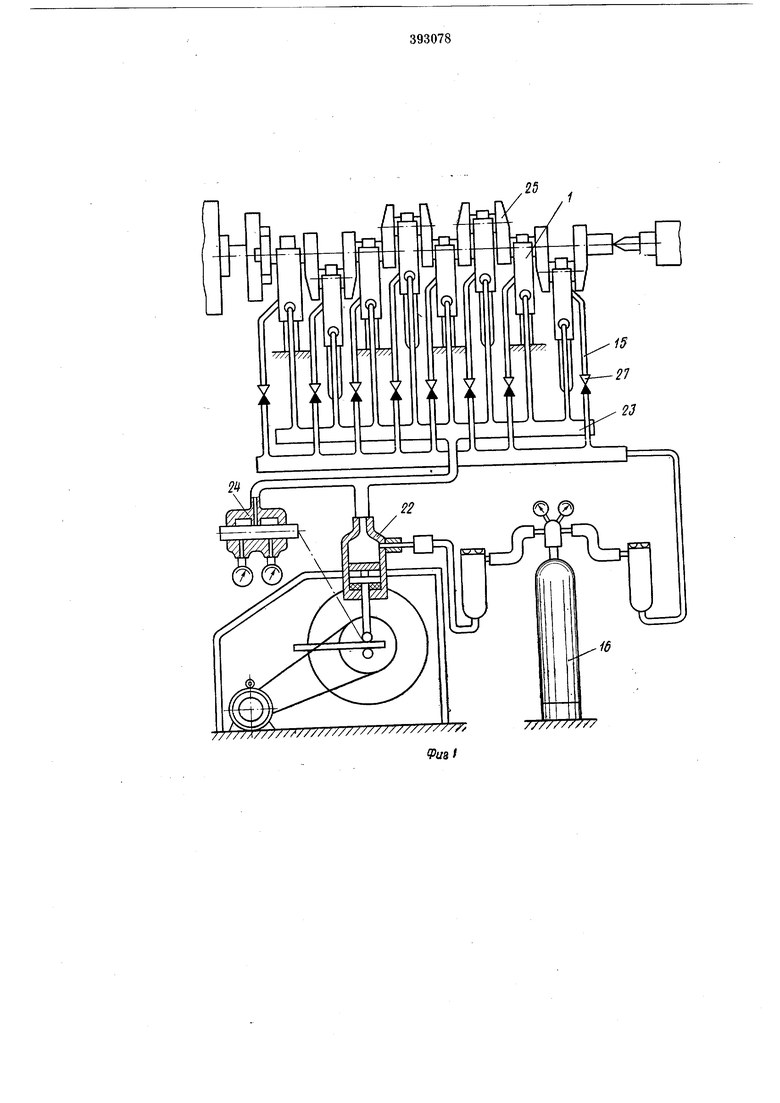
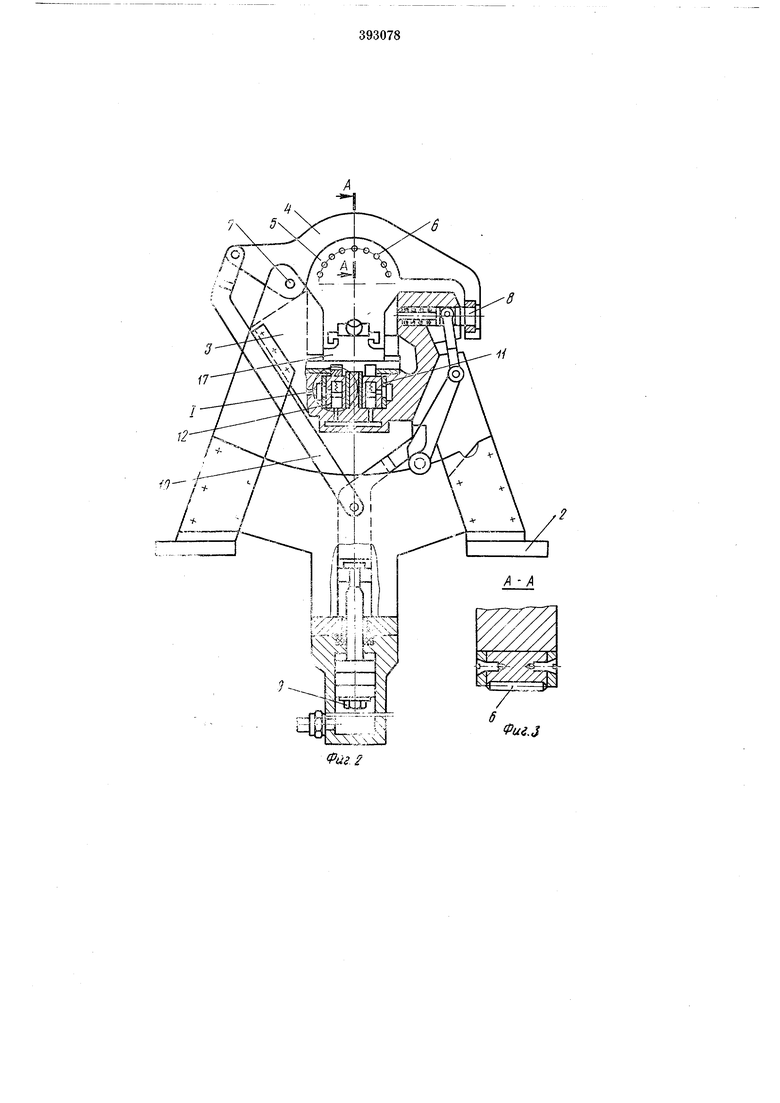
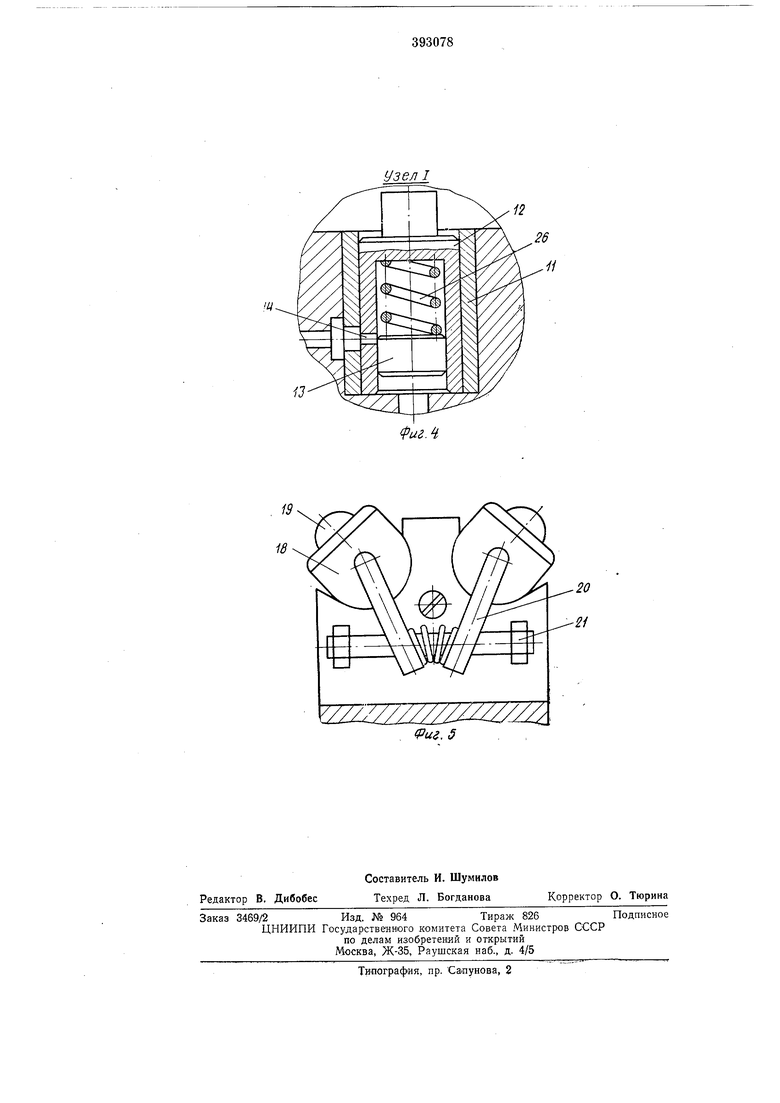
На фиг. 1 схематически изображена описываемая установка; на фиг. 2 - упрочняющая головка с инструментом; на фиг. 3 - сечение головки по А-А на фиг. 2; на фнг. 4 - узел I; на фиг. 5 - держатель с упрочнителем и инструментом.
Установка снабжена несколькими по числу обрабатываемых щеек разъемными головками
/ с устройствами для упрочнения, причем коренные упрочняющие головки жестко закреплены на суппорте с помощью кронщтейнов 2, а щатуны головок свободно подвещены. Каждая головка состоит из корпуса 3 и крыщки 4, к которой (прикреплен сегмент 5 с игольчатыми роликами 6. На ролики опирается вал в процессе обработки. Крыщка проворачивается вокруг оси 7 и запирается фиксатором 8, а открывается и закрывается гидроцилиндром 9 через систему рычагов 10.
В корпусе каждой головки установлены два цилиндра //. В них под давлением жидкости, подводимой снизу, перемещаются полые плунжеры 12, в полости которых установлены дополнительные плунжеры 13. В основных плунжерах 12 выполнены отверстия 14, сообщающие их внутреннюю полость через трубопроводы 15 с источником газа-газовым баллоном 16.
На плунжеры свободно опираются держатели 17 с упрочнителями 18 и рабочими инструментами 19. В держателях со стороны галтели выполнены выемки, в которых установлены упрочнители с инструментом, поворачивающиеся вокруг своей оси; упрочнители удерживаются от выпадания подпружиненными рычагами 20, соединенными с осью 21. Рабочим инструментом являются шарики, завальцованвые в упрочнители.
Рабочая жидкость подводится насосом-пульсатором 22 к упрочняющим головкам через коллектор-распределитель 23. Предварительное давление в системе создается сжатым воздухом, находящимся в баллоне 16, и регулируется устройством 24, на котором установлены манометры для замера максимального и минимального давлений.
После укладки коленчатого вала в упрочняющие головки создается предварительное давление в системе, и включается привод коробки скоростей, а после начала вращения вала- пульсатор, создающий пульсирующее давление в системе упрочнения.
Жидкость, подаваемая под давлением из коллектора-распределителя, поступает в рабочие цилиндры, установленные в головке. Пульсация жидкости вызывает вибрацию основных плунжеров, которые передают усилие через держатели и упрочнители рабочим инструментам, упрочняющим галтели вала 25. Одновременно давление жидкости передается дополнительным плунжерам 13, которые при перемещении перекрывают отверстия 14 и снимают находящийся во внутренней полости плунжеров 12 газ, обеспечивая при этом плавное нарастание нагрузки на рабочий инструмент до максимального значения. Продолжительность удара при этом увеличивается.
В периодах спада давления жидкости дополнительные плунжеры перемещаются обратно под действием энергии сжатого газа (воздуха) и пружин 26. Нагрузка на инструмент при этом плавню уменьщается.
Величина импульса удара регулируется обратным редукционным клапаном 27 путем создания предварительного давления газа во внутренней полости плунжера.
Предмет изобретения
Установка для одновременного упрочнения галтелей коленчатого вала методом чеканки, включающая разъемные головки с устройствами для упрочнения, выполненные в виде расположенных в корпусе головок цилиндров с плунжерами и держателей с упрочнителями и инструментами, свободно установленных на плунжерах, а также гидравлическую систему,
снабженную насосом-пульсатором, отличающаяся тем, что,-С целью повыщения эффективности упрочнения за счет обработки разных галтелей различными по величине импульсами ударов, плунжеры выполнены полыми с размещенными в них дополнительными плунжерами, причем основные шлунжеры снабжены отверстиями, -сообщающими их внутреннюю полость с источником давления газа и перекрываемыми подпружиненными дополнительными
плунжерами в процессе их перемещения.
/7
8
fui.J
i3
Узел
12
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОДНОВРЕМЕННОГО УПРОЧ ГАЛТЕЛЕЙ КОЛЕНЧАТОГО ВАЛА1ЕНИЯ№.,'^:; '"^ | 1967 |
|
SU190397A1 |
| УСТАНОВКА ДЛЯ ОДНОВРЕМЕННОГО УПРОЧНЕНИЯ ГАЛТЕЛЕЙ КОЛЕНЧАТОГО ВАЛА | 1972 |
|
SU343834A1 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО ИЛИ | 1964 |
|
SU164213A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ГАЛТЕЛЕЙ ШЕЕК ТЯЖЕЛЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1966 |
|
SU179785A1 |
| УСТАНОВКА ДЛЯ ОДНОВРЕМЕННОГО УПРОЧНЕНИЯ ГАЛТЕЛЕЙ КОЛЕНЧАТОГО ВАЛА | 1968 |
|
SU221011A1 |
| Устройство для накатывания галтелей коленчатых валов | 1975 |
|
SU543503A1 |
| СПОСОБ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU427076A1 |
| УСТРОЙСТВО для СУПЕРФИНИШИРОВАНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1967 |
|
SU205636A1 |
| Устройство для упрочнения изделий | 1981 |
|
SU998104A1 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ АНТИФРИКЦИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2187577C2 |