Известны установки для одновременного упрочнения накатыванием галтелей коленчатых валов, включающие,разъемные головки с устройствами для упрочнения и гидравлическую систему для осуществления давления на инструмент.
Для упрочнения галтелей валов инструментом с вибрационно-гидравлическим нагружением предлагается устройство для упрочнения выполнять в виде расноложенного в корпусе головки цилиндра с порщнем, па котором укреплен держатель с упрочняющим инструментом, а гидравлическую систему снабжать пульсатором.
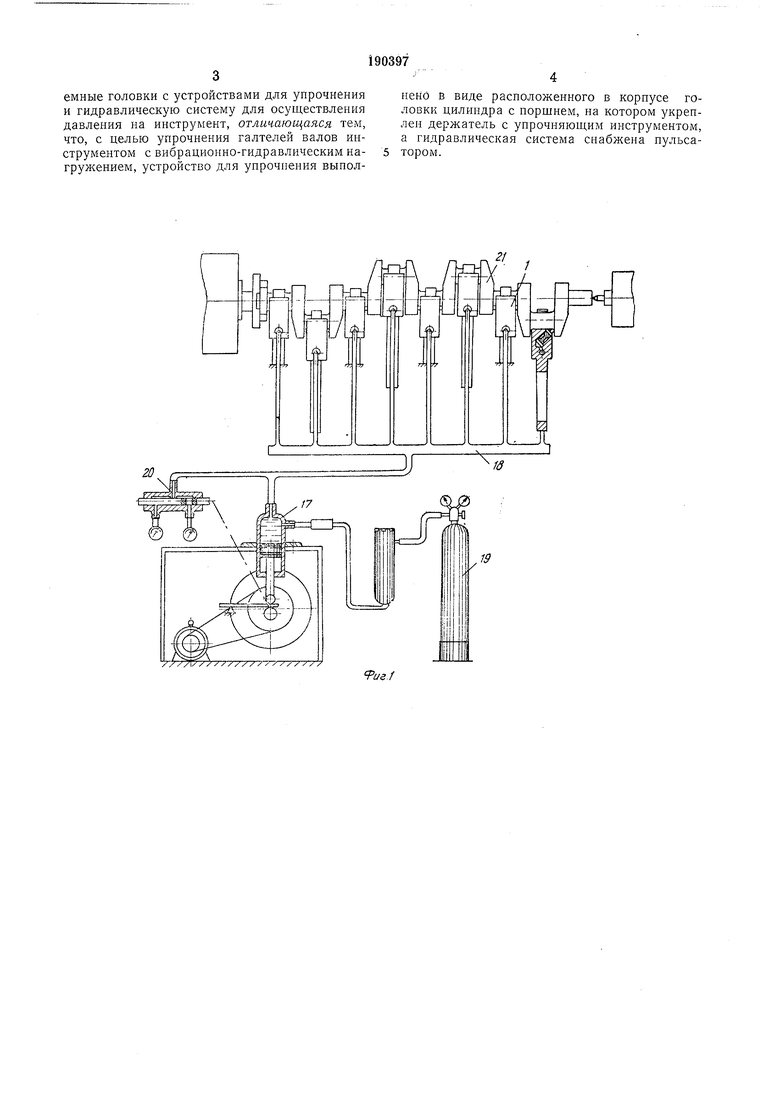
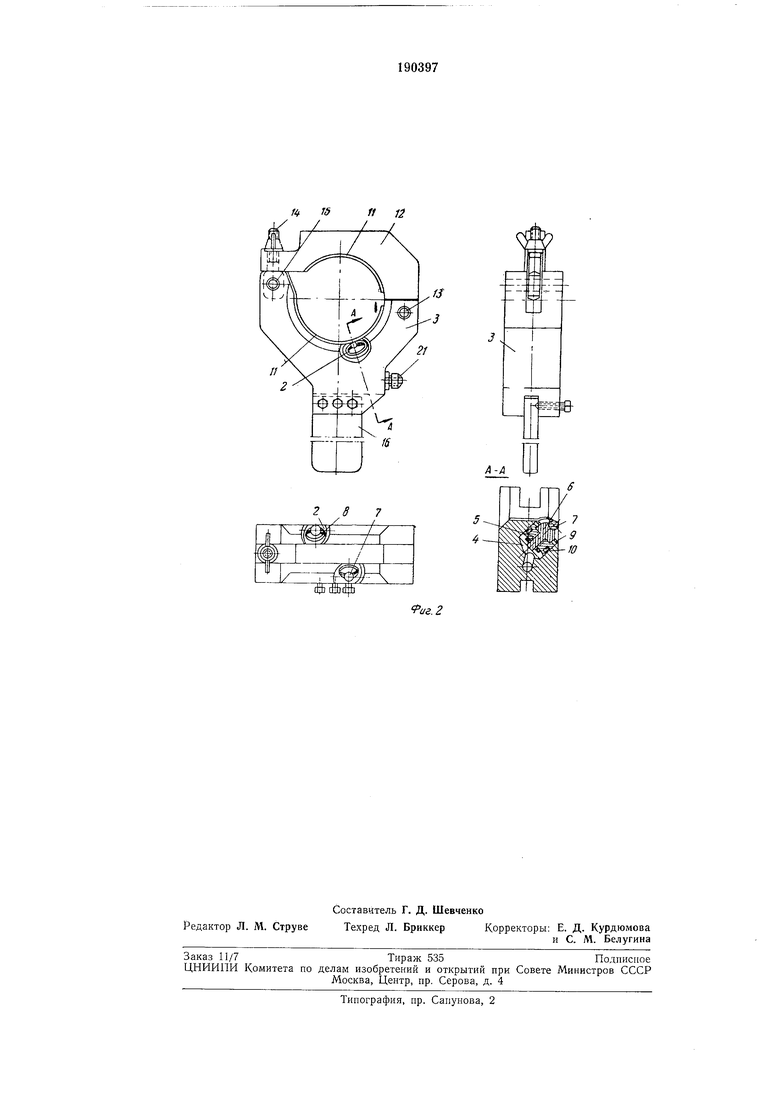
На фиг. 1 схематически изображена описываемая установка; на фиг. 2 - вибрационногидравлическая головка в трех проекциях.
Установка имеет головки / с устройствами .2 для упрочнения. Каждое устройство содержит размещенный в корпусе 3 головки цилиндр 4 с порщнем 5, на котором укреплен держатель 6 с шариком 7. Плоская пружина 8 удерживает щарик от выпадения. Для ограничения хода порщня и удержания минимального давления в цилиндре служит стопорное кольцо 9. В выточках порщня установлены резиновые манжеты 10 для предотвращения утечки жидкости. Латунные вкладыщи // на крыщке 12 и корпусе головки уменьшают трение между щейкой валя и головкой. Крыщка
крепится к корпусу головки с одной стороны осью 13 и с другой - виитом 14 и осью 15. Головка фиксируется на станине станка с помощью кронштейна 16. Рабочая жидкость подводится из пульсатора 17 через коллекторраспределитель 18. Давление в системе создается сжатым воздухом, находящимся в баллоне 19, и регулируется устройством 20, на котором установлены манометры для замера
максимального и минимального давления.
Жидкость, подаваемая под давлением из коллектора-распределителя через штуцер, поступает в два рабочих цилиндра. В результате пульсации жидкости создается вибрация
поршня и, следовательно, инструмента, упрочняющего галтели валов 21.
Установка может быть применена при крупносерийном и массовом изготовлении коленчатых валов. Применение импульсных нагрузок при обработке коленчатого вала дает возможность значительно уменьщить крутящий момент при вращ.еннн вала и щироко варьировать режимы чеканки. Устройство надежно в работе, бесщумно и не требует привода большой мощности.
емные головки с устройствами для упрочнения и гидравлическую систему для осуществления давления на инструмент, отличающаяся тем, что, с целью упрочнения галтелей валов инструментом с вибрационно-гидравлическим нагружением, устройство для упрочнения выполнено в виде расположенного в корпусе головки цилиндра с поршнем, на котором укреплен держатель с упрочняющим инструментом, а гидравлическая система снабжена цульсатором.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОДНОВРЕМЕННОГО УПРОЧНЕНИЯ ГАЛТЕЛЕЙ КОЛЕНЧАТОГО ВАЛА | 1973 |
|
SU393078A1 |
| УСТАНОВКА ДЛЯ ОДНОВРЕМЕННОГО УПРОЧНЕНИЯ ГАЛТЕЛЕЙ КОЛЕНЧАТОГО ВАЛА | 1972 |
|
SU343834A1 |
| Устройство для накатывания галтелей коленчатых валов | 1975 |
|
SU543503A1 |
| УСТАНОВКА ДЛЯ ОДНОВРЕМЕННОГО УПРОЧНЕНИЯ ГАЛТЕЛЕЙ КОЛЕНЧАТОГО ВАЛА | 1968 |
|
SU221011A1 |
| Станок для упрочнения галтелей коленчатых валов пластическим деформированием | 1972 |
|
SU450705A1 |
| Приспособление к токарному и т.п. станку для обработки шеек валов накатными роликами или шариками | 1961 |
|
SU147935A1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| Устройство для упрочнения изделий | 1981 |
|
SU998104A1 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ АНТИФРИКЦИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2187577C2 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2314906C1 |
287
А.-/Д.
djtj cffli
