Предлагаемый станок предназначен ДЛЯ нарезания резьб с таким шагом,который на обыкновенных токарно-винторезных станках, вследствие сложности получающихся передаточных чисел, при помощи обычного набора шестерен в гитарах настройки точно выполнен быть не может. На обычных винторезных станках такие резьбы изготовляются приближенно, причем даже такое изготовление не всегда возможно и требует СЛОЖНОГО подсчета по сложным формулам. Возможность выполнения таких резьб на предлагаемом станке достигается применением для передачи движения от шпинделя станка к ходовому винту нескольких параллельно включенных гитар, движения которых суммируются в диференциальном механизме, связанном с ходовым винтом.
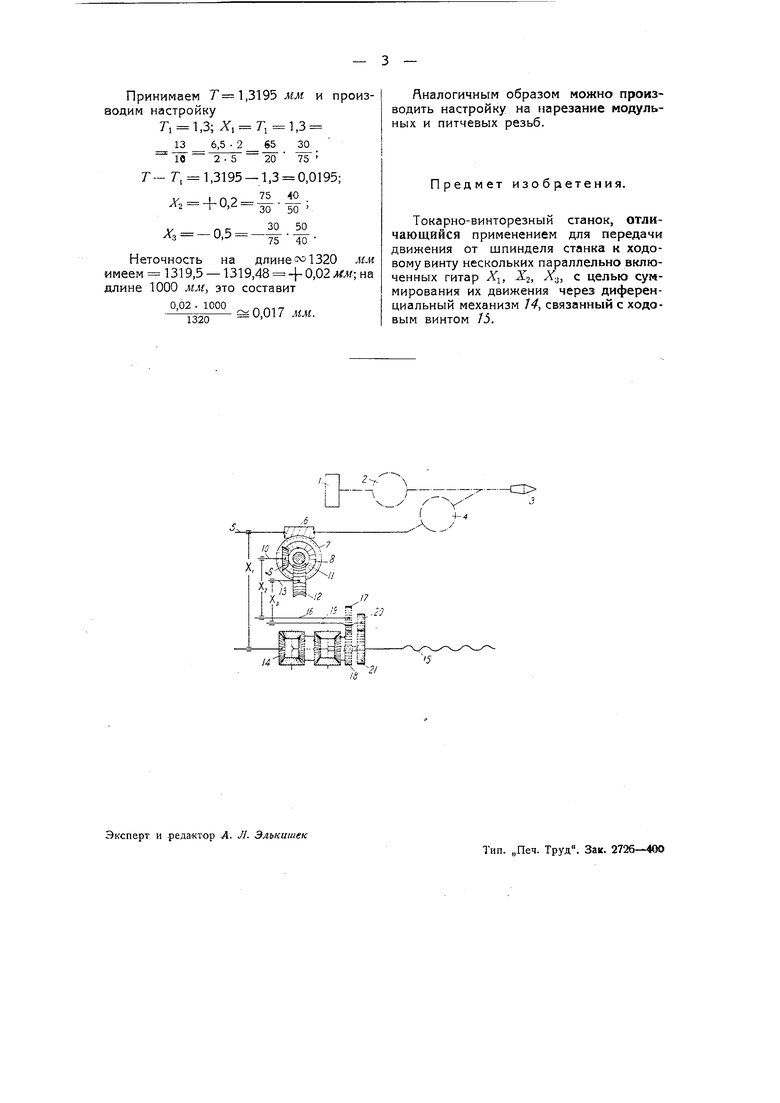
На чертеже дана кинематическая схема предлагаемого винторезного станка.
Привод / и скоростная цепь 2 ЯВЛЯЮТСЯ обычными ДЛЯ токарных станков. Движение передается от шпинделя 3 через механизм подачи 4 на ведомый валик 5. Допустим, что передаточное отношение, при этом составляет /5. На валике 5 жестко закреплен однозаходный червяк 6, передающий вращение червячной шестерне 7 (например, с 50 зубьями). С червячной шестерней 7 жестко соединена коническая шестерня 5, передающая через другую коническую шестерню 9 вращение ведущему ва(621)
лику W гитары настройки Х. На одном валу с червячной шестерней /жестко посажен однозаходный червяк // (на чертеже заштрихованный), от которого вращение передается червячному колесу /2 (например, с 20 зубьями), которое жестко закреплено на ведущем валике 7. гитарынастройки Х-. Валик 5 в свою очередь является ведущим для гитары настройки Xi- Через гитару Xi и сдвоенный диференциал J4 вращение передается ходовому винту 75 (например с шагом t lQ мм. От гитары X.j вращение передается через ведомый валик 16, шестерни 77 и 75 (например, с передаточным ЧИСЛОМ у j на диференциал и на
ходовой винт. Третья гитара Х передает вращение на ведомый валик 79, шестерни 20 и 27 (например с передаточным ЧИСЛОМ j также на диференциал и на ходовой винт.
Таким образом сущность механизма заключается .в том, что вращение от шпинделя через три гитары настройки передается на сдвоенный диференциал, суммирующий эти три движения и передающий их ходовому винту, вследствие чего за один оборот щпинделя супорт с резцом передвигается на величину нарезаемого шага.
Общее уравнение настройки станка будет:
X 1 р (aXi -f bX., + cXs t -. Т
где jO - постоянное передаточное число цепи подач (в нашем случае равное с-),о,
J}, с,- постоянные соответственных гитар настройки Xi, Х, Х-1,, t-шаг ходового винта (10 мм) и Т-шаг нарезаемой резьбы.
При движении от шпинделя и соответствующей подстановке значений передаточных отношений будем иметь за один оборот шпинделя1.1V1 / , 1 1 Л 1 V-11 ,
1 у. Aj yf -г 1 у 50 Т Г
I 1 1 у 1 о М / 7+ 50 20 3 у 2 - U -- /
или
Т. 1Q TIO V100 ,/
При подстановке в полученную формулу значения мм после сокра1цения получим
у I / ъ -г(
i llOO + IOTOJ ()
При нарезании обычных резьб, когда можно обойтись при помош,и одной гитары Аь две другие гитары Х и з выключены, и соответствующие звенья в диференциале, соединенные с шестернями 18 и 2/ остановлены. Тогда диференциал работает как простая эпициклическая передача, и в этом случае уравнение примет вид
Х, Г(II).
Пример 1. Нарезать резьбу с шагом 6,3 мм.
7 6,3 мм. В этом случае работает только одна гитара
V с а 7 9 70 90
Л , - b,J - --Q- - g- - 5оТ20
При выполнении резьб с более сложным щагом включаются вторая и, если Необходимо, третья гитара, дающая возможность выполнения резьбы с шагом, измеряемым тысячными долями миллиметра. В этом случае вводим значение Г (фиктивного шага резьбы, близкого к шагу нарезаемой резьбы), приравниваем Xi TI, причем TI выбирается таким, чтобы удобно было произвести
настройку гитары Х. Подставляем значение Xi в уравнение () и определяем значение Х,2 и Ад
Т ( Л-
1 V100 ЮСО/
откуда
ffe + (l).
Характер получившегося уравнения говорит о том, что разность движений Т- TI, выраженную в долях миллиметра и соответствующую числам оборотов ходового винта, следует передавать через гитары Х и Xj, причем через гитару передавать разность, выраженную в сотых долях миллиметра, а через гитару X.J - в тысячных долях миллиметра (соответственно сотые и тысячные части оборота ходового винта). Таким : образом, формулы полной диференциальной настройки будут А 7.
-разность, выраженная в сотых долях, Ау Г-TI- разность, выраженная в тысячных долях.
Пример 2. Нарезать резьбу с шагом, 6,317 мм; Т 6, мм. Принимаем TI 6,3 мм.
Т- 7, 6,317 - 6,3 г 0,017;
у - с Q 70 90 .
1 -е),.
X, : 1; Аз 7 ИЛИ Х-2 4-2; А, - 3.
Второй вариант настройки гитар Х., и Xg упрощает расчеты, так как дает возможность подбирать меньшие передаточные числа. Знаки + указывают на необходимость введения паразитной шестерни в цепь гитар.
При настройке механизма на нарезание резьб не метрического шага--шаги нарезаемой резьбы следует переводить в метрические с точностью до Vioooo и в дальнейшем производить настройку аналогично примеру 2.
Пример 3. Нарезать резьбу 19
ниток на 1.
1/ 4
19 Тт п-т- 25,4
1 Тереводим в миллиметры / -гг-
77
1,31948 мм.
Принимаем Г 1,3195 мм и произодим настройку
71 1,3; , 1,3
6,5 . 2 65 30
ly 2 . 5
Т- Г 1,3195 -1,3 0,0195;
у 75 40 . + и, ,
30
30
5С
у -
3 и,Э --;г -гз -и,: lo
Неточность на длине 1320 мм меем 1319,5 -1319,48 4-0.02 на лине 1000 мм, это составит
0,02 1000
0,017 .1Ш.
1320
Аналогичным образом можно производить настройку на нарезание модульных и питчевых резьб.
Предмет изобретения.
Токарно-винторезный станок, отличающийся применением для передачи движения от шпинделя станка к ходовому винту нескольких параллельно включенных гитар 1, Хо, Ху, с целью суммирования их движения через диференциальный механизм J4, связанный с ходовым винтом /3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма выполнения устройства для бесступенчатого регулирования подачи токарного станка | 1939 |
|
SU60168A2 |
| Делительная головка | 1933 |
|
SU41813A1 |
| Способ и приспособление для нарезки многозаходных червяков на токарном станке | 1935 |
|
SU47888A1 |
| ТОКАРНО-ЗАТЫЛОВОЧНЫЙ СТАНОК | 1992 |
|
RU2026160C1 |
| Делительная головка | 1939 |
|
SU56930A1 |
| Токарно-винторезный станок | 1933 |
|
SU36127A1 |
| Механизм подачи стола универсально-резального станка для нарезания зубчатых колес методом обкатки | 1935 |
|
SU49723A1 |
| Станок для нарезания винтовой резьбы | 1937 |
|
SU53935A1 |
| Винторезный станок с коробкой скоростей для нарезки резьбы | 1948 |
|
SU78774A1 |
| Устройство к токарно-винторезному станку для нарезания винтов с переменным шагом | 1982 |
|
SU1038125A1 |

