При настройках токарно-винторезных станков на резьбы шагов Т типа
Г 1,029 мм и т. п.
встречаются большие затруднения с осуществлением передаточных чисел помощью шестерен прилагаемых к станкам комплектов. Методика приближенных настроек сложна, так как практических приемов пока в этом направлении еще не установлено. Использование диференциальных ходовых винтов разрешает до известной степени проблему рассматриваемых настроек, однако конструктивное оформление соответствующих механизмов довольно сложно.
Предлагаемый станок разрешает эту задачу путем расположения оси обрабатываемого предмета под углом к оси ходового винта.
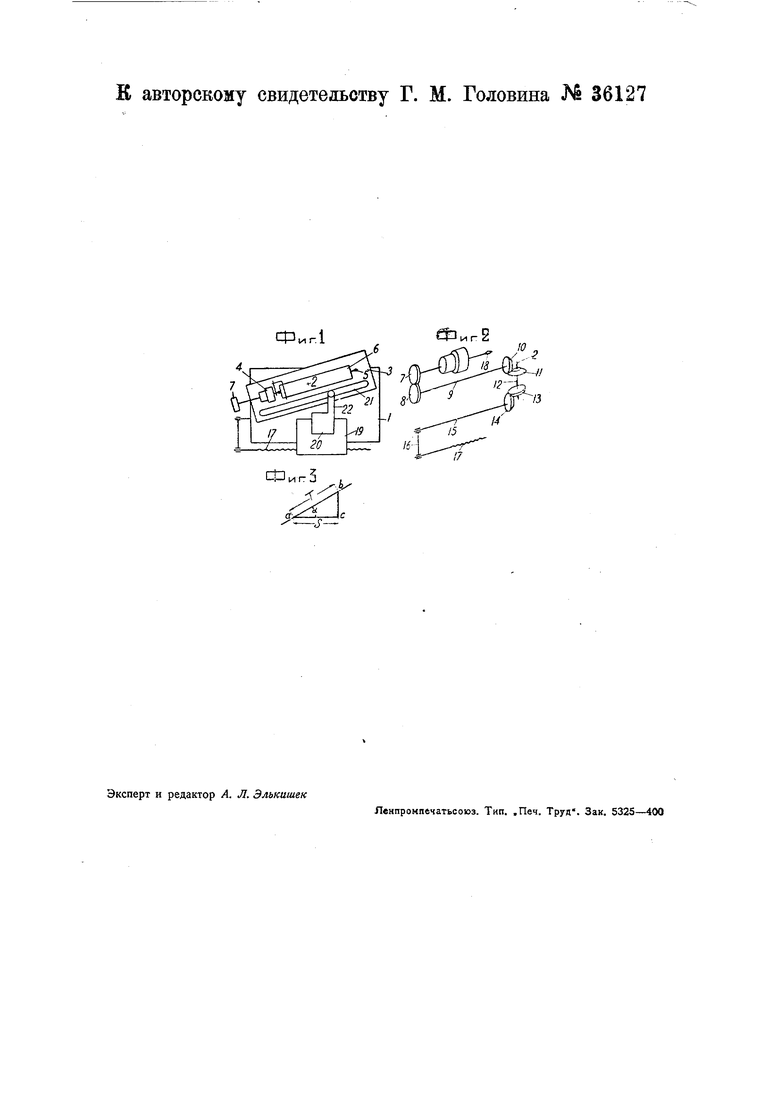
На чертеже фиг. 1 схематически изображает предлагаемый станок в виде сверху; фиг. 2-дает кинематическую схему станка; а фиг. 3-.поясняет работу
станка.
Предлагаемый станок состоит из основной постели 7 (фиг. 1), на которой помещается поворотно около оси 2 плита 5. Установка поворотной плиты 3 может фиксироваться не показанными на чертеже приспособлениями так же, как это, примерно, делается с поворотными столами шлифовальных станков.
На поворотной плите 5 монтированы обычным приемом передняя 4 и задняя 5 бабки, на центрах которых крепится обрабатываемая заготовка 6. На шпинделе передней бабки посажено ведущее зубчатое колесо 7, передающее движение (фиг. 2) через колесо 8 валику 9 и конической шестерне 70, входящим в систему поворотной плиты 5. Коническая шестерня 7/, валик 72, зубчатая передача 75, М, валик 75, гитара 6 и ходовой винт 77 монтированы в корпусе основной постели 7.
Предлагаемая конструкция дает возможность устанавливать поворотную плиту 5, не нарушая передачи движения от шпинделя 75 к валику 75, а вместе с тем-и к ходовому винту 77. Благодаря тому, что оси валика 75 и ходового винта 77 остаются при любых установках стола параллельными между собою- возможна настройка гитары J6.
Супорт 7Р монтирован на направляющих основной постели 7. Следовательно, под воздействием ходового винта он может перемещаться только параллельно геометрической оси ходового винта 77. Поперечный супорт 20 свободно помещен в соответствующих направляющих продольного супорта J9. В корпусе поворотной плиты 3 параллельно линии центров сделан прямолинейный паз 27, в котором помещается
ролик поводка 22, жестко скрепленного с поперечными салазками 20. Следовательно, при перемещениях продольного супорта поперечный супорт будет участвовать в двух движен иях-в движении продольного супорта и в движении, перпендикулярном к нему,-результатом чего должно будет получиться результирующее его перемещение по наклонной параллельной линии центров. Отсюда вытекает, что и режущая кромка инструмента, закрепленного на супорте 20, будет перемещаться параллельно той же линии центров, а значит, и получающееся в результате подобной обработки тело вращения будет цилиндром, а след резца на его поверхности даст винтовую нитку.
Целевое назначение предлагаемого механизма состоит в следующем: допустим, что на каждый оборот шпинделя 18, продольная подача салазок 20 будет 5 (фиг. 3). Если принять, что этот супорт вначале находился в точке С (фиг. 3), то после одного оборота он должен будет находиться в точке а. Следовательно, резец касающейся заготовки в начальный момент в точке Ь, окажется при этом в точке а, а значит-линейное перемещение инструмента вдоль обрабатываемой заготовки будет Т. Отсюда в свою очередь вытекает, что шаг винтового следа на поверхности заготовки будет также равен Т, числовая величина которого найдется, как
Г1
COS а
Полагая, например, что 2 1,029 мм и задаваясь произвольно значением S, например S 1, находят угол « установа
поворотной плиты из очевидной зависимости
S
1,00
0,973.
COS а -ffT
1,029
Так как настройка на подачу 5 1 не представляет затруднений, равно, как не представляет затруднений и установка плиты под углом, решение поставленной задачи оказывается весьма легко осуществимым.
Выполняемая на предлагаемом станке резьба не может получить искажений („пьяная резьба), так как при равномерном вращении шпинделя вращательное движение заготовки и поступательное перемещение инструмента могут быть только равномернь1ми.
Предмет изобретения.
1.Токарно-винторезный станок, отличающийся тем, что передняя 4 и задняя 5 бабки помещены на поворотной вокруг оси 2 плите 3 с целью расположения оси обрабатываемого предмета под углом к оси ходового винта.
2.Форма выполнения станка по п. 1, отличающаяся тем, что плита 3 снабжена продольным пазом 2/ для ролика тяги 22, скрепленной с поперечными салазками 20 супорта 19 с целью сообщения резцу движения параллельно линии центров при перемещении продольного супорта по ходовому винту.
3.В станке по п.п. 1-2 применение на оси 2 двух конических шестерен // и 13, первая из которых служит для передачи валу вращения от шпинделя 18 станка при любых поворотах плиты 3, а вторая для сообщения вращения ходовому винту /7.
СРиг.1
Фиг2
/3
| название | год | авторы | номер документа |
|---|---|---|---|
| Съемное приспособление к токарному станку для нарезания зубчатых колес | 1931 |
|
SU32890A1 |
| Полуавтоматический станок для нарезки метчиков | 1936 |
|
SU51469A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Устройство к токарно-винторезному станку для нарезания зубчатых изделий | 1984 |
|
SU1197799A1 |
| Копировальный станок | 1936 |
|
SU49159A1 |
| Токарно-винторезный станок | 1934 |
|
SU39510A1 |
| Приспособление к токарному или т.п. станку для нарезания зубчатых колес и других работ | 1927 |
|
SU8049A1 |
| Станок для фрезерования червяков | 1977 |
|
SU733894A1 |
| МНОГОШПИНДЕЛЬНЫЙ СВЕРЛИЛЬНЫЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО СВЕРЛЕНИЯ ДЫР В СТЕНКАХ СТОЙКИ ПЛУГА | 1926 |
|
SU6358A1 |
| Станок для фрезерования червяков | 1980 |
|
SU984750A2 |