Предлагаемое устройство касается способа и приспособления для нарезки многозахоцных червяков на токарном станке и отличается от уже известного способа, при котором супорту, при обратном его ходе, дается такое дополнительное перемещение, чтобы изделие повернулось автоматически на соответствующий угол; этот последний способ применим только тогда, когда щаг ходового винта укладывается целое число раз в шаге червяка и это число должно ыть кратно числу заходов нарезаемого червяка. Так, при несоблюдении этих условийу несмотря на то, что мы сообщили супорту дополнительное перемещение, соответственно повороту нарезаемого червяка, мы. не сможем включить гайку ходового винт1а.
Предлагаемый способ нарезания многозаходных резьб дает возможность нарезать резьбу любого шага и при любом числе заходов, не требуя вышеуказанн191х соотношений, каковые требовались при известном уже способе.
Для этого при холостом ходе супорта ходовому винту сообщают ускоренное вращение так, чтобы при числе оборотов, одинаковых с рабочим ходом, супорт прошел дополнительный путь S, соответствующий повороту изделия на угол, определяющийся числом заходов червяка.
(308)
Для нарезки многозаходных червяков на токарном станке по вышеупомянутому способу, кроме основной гитары, применяется дополнительная гитара, автоматически включаемая при холостом ходб параллельно основной через шестереночный диференциал для сообщения ходовому винту дополнительного вращения и включаемая автоматически при переключении на рабочий ход.
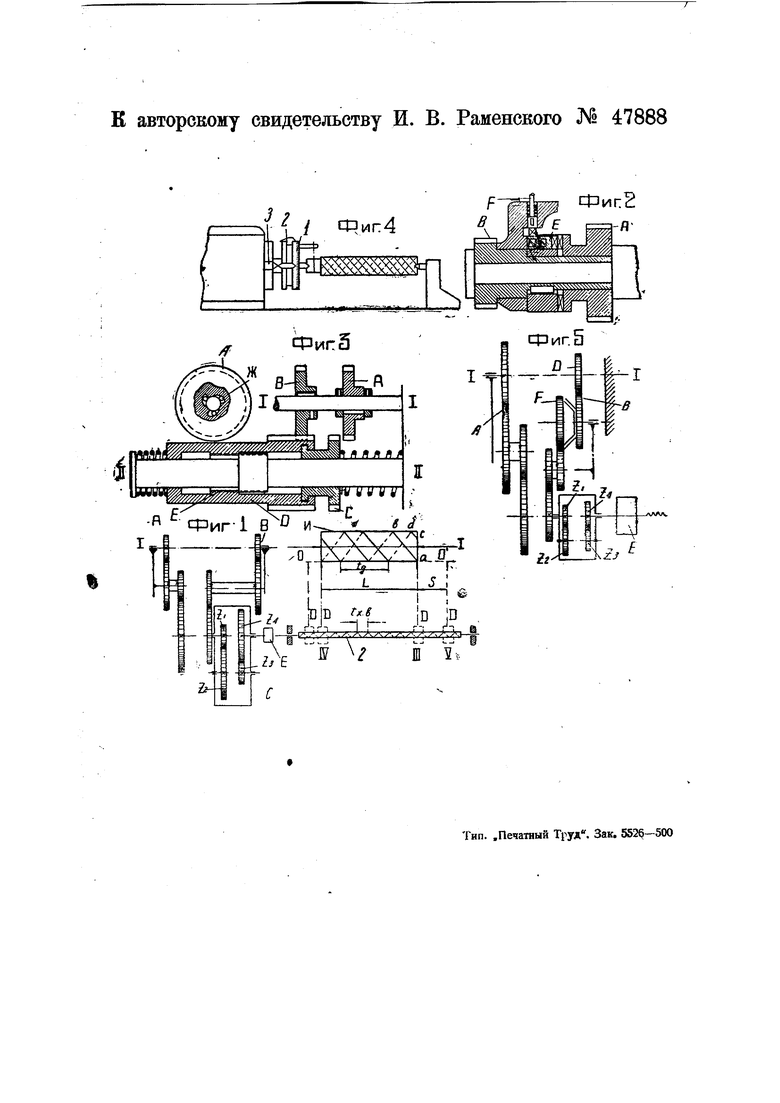
На чертеже фиг. 1 изображает схематическое устройство приспособления фиг. 2 и 3 - схематический чертеж иехавизма выключения вспомогательной гитары; фиг. 4 - поводковый патрон с указателями; фиг. 5 - схематическое устройство приспособления с применением устройства, автоматически включающего и выключающего дополнительную гитару.
На чертеже фиг. 1 дана принципиальная схема устройства предлагаемого приспособления. Между шпинделем / - /и ходовым винтом 2 помещены две гитары: рабочая гитара А и дополнительная гитара В; обе гитары соединяются с ходовым винтом через диференциал С когда станок не имеет коробки подачи в противном случае между диференциалом и ходовым винтом имеется коробка подач Е (фиг. 5). При рабочем ходе станка,
т. е. при нарезании резьбы (коф1а резец D передвигается из положёйия 1|1 в положение IV) ходовой винт 2 q9ijriyчает вращение от шпинделя через С1И1тару А, шестерни диференииала С - Z,, Z,, Zg, Zt и коробку подач Е (гитара В и корпус иференцирда С остаются неподв1иЬйы11И).г1ри ХолСйстом ходе станка, т. елЬрй Обратном движении резца из 1й(оложёйия IV в положёние КГ ходовой винт получает вращение от гитар Л и 5, диференциала С и коробки подач Е; таким образом гитара В пр)водйтся в движение только при обратном вращении шпинделя, к; ;; ;Ниже приведен теоретический расчет устройства. Пусть резец Z) режет нитку аЬ (фиг. :;1) гнаГйзделии W; передвигаясь из положения III в полсжёййе IV, онпройдет путь за времЯ: i со скррсзстью /У.
За это время заготовка сделала тсборотов.
При обратном движении резца Z) он имеет другую скорость и за то же время ,
,:.,, - L . - когда заготовка сделает т--оборотов, он
.;,:. ,. ,; - , .;: „ i: . Г : g: ..
пройдет путь таким образом -
.- -- -
При обратном движении резец Z3 станет в положение V, рройдя дополнительНЬ1Й путь .S; этот i путь; 5 должен быть рассчитан TaKj что кргда резец, при ра6pчe 1; лоде; с первоначальной: скоростьк) из .положения V перейдет в положение Щ, т. е. пройдёт путь 5, заготовка повернется на У оборот (если резьба имеет Я,заходов).. Тогда за второй, рабочий ход резец будет резать вторую нитку .ff (фиг. 1); за третий., рабочий ход он будет резать третью нитку
и т. д.: , ., - i .; .,; ..
Приведем расчет настройки гитар А и В на рабочий и холостой ход,
Гитара А. Обозначим ее передаточное число через г, передаточное число диференциала С через i, передаточное число для нарезания резьбы i g, шаг нарезанной резьбы-t, шаг ходового винта - tx. Ъ передаточное число коробки подач Е через г„„д,.
Так как:
g ;
(когда станок
подав
имеет коробку подач),
.. ,-,
л 4 (когда ст||нок не
раб.
имеет коробки подач), то
,
А подач
.
g
к.
где
f. ь.
6.
±v
Ч
ZiZs 2«
г 7 f-.
Гитара В. Обозначим передаточное чир1р гитары j8 через /, ,передаточное чй ело холостого ход,а резца через , 4Jfсло заходов резьбы через Z Тргд из уравнения: 1 оборот щпинделяХ
.хол,Ч;.Л g +Ж f PPTOi
шпинделя, за которые создается дополнительное Перемещение супорта на Я будем иметь:г
t, . S
«.л.
гТ
но
с-
ряб. g, А.
.
i
-4. «.
я. ft.:
Араб.
g I
t . г Z. Я.
х. 6.
Дополнительное перемещение резца на длину S может быть получено в продолжение всего холостого хода, т. е. за
i ft -1- или, что одно и то же, за
- - : .-..:- .
di- Z -- L- -
й ц-г-г или 4t(e за л -j- , т. е. на
; . - S
СЯО; : ч.;--;:;- -, .- . - - - - .
части пути обратного хода резца, от этого сущность расчета не меняется,
Пербдатбчное число гитары В-ij -определяется из уравнения
i
., -Ь-яа-(Л,одачиГ
ИЛИ ДЛЯ станков, не Йоробки
.ni7-X)
Необходимое для автрматичёскогр деления заготовки дополнительное перемещение резца D на величину 5 за хоЛо(стой ход станка может бь1Т.ь получено или за п 1 обороту (после чего гитара В выключается, а движение ходовому винту передается через гитару А)
,:;-.-: за (тогда гитара В не включается на холостом ходу станка). При этом я-число целое,, взятое больше
i ,. -.,. :. - - -
j ДЛЯ того, чтобы, обеспечить сйободный выход резца после резания (резец D в положении IV смотри на фиг. 1).
Таким образом конструктивное оформление гитары Б зависит от того, возьмем ли мы л 1 обороту или л .
Действительно, если « - , то гитаpa J ни в чем не отличается от гитары Л, (т. е. обычной гитары токарного станка), но в этом случае требуется точно следить, чтобы после резания резец всегда, в одном и том же месте переключался на обратный ход и после холостого хода включался с одного и того же места на рабочий ход. Значит резец должен точно подходить к точкам О и 0 (фиг. 1); это достигается установкой в этих местах индикаторов.
То же достигается применением специального поводкового патрона 7 (фиг. 4) с делениями по окружности и указателями 2; окружность разделена на одинаковое число частей (2, 3, 4 и т. д.) соответственно употребительным числам заходов нарезки. В зависимости от числа
.;.а
нррдзариух заходов ло окружности патрона 7 уртанавлища Т9ясо(ртает т вующве количестер указателей . в определенных точках деления, -так например, дпя: трех заходрв .три.укчаатеивд на расстоянии .ка.ждый указатель имеет сортветстаующую ему пр.шрядку цифру Д 2 или:5 (для трех заходов). В начальный момент резания (резе 1 в пр|Л,ожении HI смотри на фиг. 1) указател,Ь 7 (;овп:адает с указателег, 3 на (фиг. 4), первая нитка прррезана - резец перем естился а точку (фиг, 1), указатель 7 стоит против- указателя 3 на бабке (фиг, 4), Станок переключают на рбрдтньшг ход, резец идет до положения V (фиг. 1); в момент, когдр указатель 7 опять совпадает с указателем 3 на передней бабке, станок переключается на рабочий ход, В начальный мокект резания второй нитки резец в положении, III (фиг- 1); при этом указатель 2 совп адает с указателем 3 на передней бабке; дальще все повторится так же, как и для первой нитки.
i ,
Если же (в частности Я 2 1 обороту), то гитара -S, после сообщения резцу дополнительного относительного перемещения на величину S, выключается и дальнейщее перемещение резца происходит через гитару А. Конструктивное оформление выключения гитары В может быть выполнено весьма разнообразно (так, например, у Шоу „Маханизмы и детали станков на стр. 387 фиг. 411 и 412 даны два конструктивных рещения этой задачи, состоящей в получении от непрерывно вращающегося вала одного оборота на ведомом валу). На чертеже фиг. 2 дана одна из этих конструкций. Шестерня А вращается непрерывно; шестерня В сделает один оборот, если отжать пружинный палец F и дать возможность тоже пружинному пальцу Е соединиться с шестерней Л. При освобождении пальца jF от руки он возвратится в начальное положение и отожмет палец Е от шестерни А, вследствие чего шестерня В остановится.
На чертеже фиг. 3 дана другая конструктивная схема выключателя. Вал /-7 имеет непрерывное вращение, которое передается через шестерню В муфте D с внутренней резьбой Е, вследствие чего
она способна перемещаться вдоль вала // - //; при этом шестерня С (срободнйСйдящая на валу) включается В шестерню А и получит от нее вращение только в одном направлении, так как шестерня А связана с валом через ролики ; задаваясь необходимой длиной нарезки Е можно от вала 7-/ через шестерню О получить желательное нам число оборотов.
На чертеже фиг. 5 дана та же кинематическая схема, что и на фиг. 1, только указано место выключателя F в гитаре В, того выключателя, который изображен на фиг. 2 и 3. Чтобы шестерни гитары В вращались только при холостом ходе станка, необходимо шестерню D посадить на вал 7-/ так, как указано на фиг. 3 для шестерни -4.
Применяя выключение гитары В при холостом ходе станка, мы достигаем точного дополнительного перемещения резца на величину 8 без участия внимания рабочего, т. е. автоматически. Это, конечно, имеет большое преимущество перед первым методом без выключения гитары В. Под число п в формулу (2) ставится такое число обЬротов, которое получает
шестерня F (фиг. 5) от вала 7-7. Передаточное число диференциала надо возможно простым, напрй1чер V2i чтЬбТй не затруднять определения передаточного числа % Гитары-В.
Предмет изобретения.
1.Способ нарезки многозаходных че| хВяков на токарном станке, отличающийся тем, что при холостом (обратном) ходе супорта винту сообщают ускоренное врдщение так, чтобы при числе оборотов, одинаковых с рабочим ходом, супррт прошел дополнительный путь S, соответствующий повороту изделия на угол, определяющийся числом заходов червяка.
2.Приспособление для нарезки червяков на токарном станке по способу, изложенному в п. 1, отличающееся применением, кроме основной гитары А, дополнительной гитары Б, автоматически включаемой при холостом ходе параллельно основной через шестереночный диференциал, для сообщения ходовому винту дополнительного вращения и выключаемой автоматически при переключении на рабочий ход. Ф
)Ч. иг2 я
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма выполнения устройства для бесступенчатого регулирования подачи токарного станка | 1939 |
|
SU60168A2 |
| Токарно-винторезный станок | 1934 |
|
SU39510A1 |
| Способ нарезания многозаходной резьбы | 1932 |
|
SU31212A1 |
| Универсальная делительная головка | 1946 |
|
SU68947A1 |
| Станок для нарезания винтовой резьбы | 1937 |
|
SU53935A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ТИПА ПАНТОГРАФА ДЛЯ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ | 1934 |
|
SU40129A1 |
| Фрезерный станок для нарезки планок гребенных машин | 1936 |
|
SU51401A1 |
| ХОМУТИК К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУ ДЛЯ СОВМЕЩЕНИЯ РЕЗЦА ПРИ ОБРАТНОМ ХОДЕ С ВИНТОВОЙ НИТКОЙ, НАРЕЗАННОЙ ПРИ ПРЯМОМ ХОДЕ | 1943 |
|
SU64783A1 |
| Токарно-винторезный станок | 1932 |
|
SU36756A1 |
| Универсальное затыловочное приспособление к токарному станку | 1935 |
|
SU45787A1 |