в известных станках для нарезания винтовой резьбы по методу обкатки зубчатой шестерней, режущей в плоскости, нормальной к винтовой нарезке, и перемещающейся вместе с супортом вдоль изделия, имеется ряд недостатков: 1) в виду того, что процесс обкатки происходит за счет качения шестерни, сидящей на одном валу с инструментом, по винту, который сообщает инструменту делительное движение, необходимо иметь сменные винты: метрический, дюймовый и модульный, так как диаметры начальных окружностей обкаточной шестерни и инструмента должны быть равны друг другу; 2) для каждого станка нужно иметь свою обкаточную шестерню. Кроме того, при фасонной обточке может оказаться невозможным при данном диаметре начальной окружности инструмента, зависящем от размера изделия, изготовить обкаточную шестерню с целым числом зубцов, т. е. данное изделие нельзя будет обточить; 3) при изменении диаметра изделия шпиндель инструмента переставляется по высоте. При этом нарушается зацепление между обкаточной шестерней и винтом.
Вследствие этого винт сделан перестанавливающимся по высоте.
В предлагаемом станке для нарезания винтовой резьбы эти недостатки устраняются тем, что применяется диференциальная передача, ведущая шестерня которой связана передачей со шпинделем станка и сообшает основное вращение инструменту. Для сообщения дополнительного вращения последнему ведомая шестерня диференциала сцеплена с зубчатой рейкой, которая получает осевое перемещение от наклонной линейки.
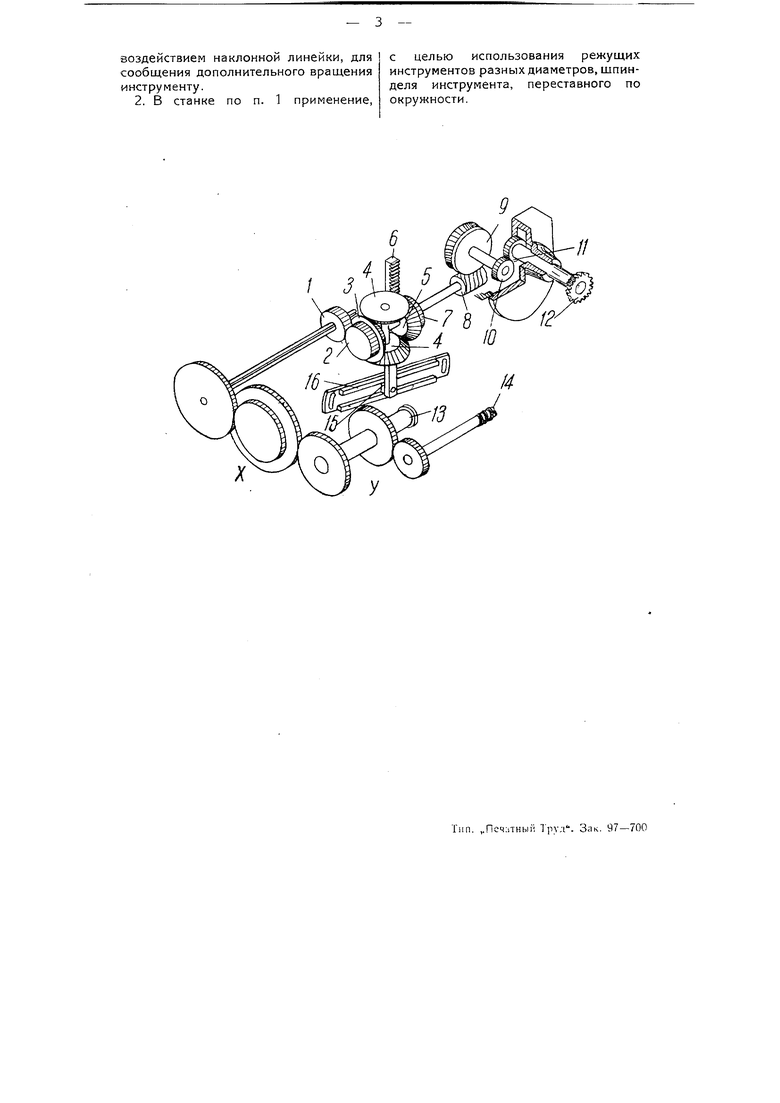
Чертеж изображает кинематическую схему предлагаемого станка для нарезания винтовой резьбы.
От щпинделя станка 13 вращение передается через пару сменных шестерен У ходовому винту подачи J4 и инструменту - через гитару X, шестерню J, сидящую на валу на скользящей шпонке, и диференциальную передачу 3, 4, 5.
Шестерня / сцепляется с шестерней 2, жестко связанной с коническим колесом 3 диференциала. Шестерня 5 диференциала удерживается от вращения рейкой 6, сцепляющейся
с шестерней 7, жестко связанной с шестерней 5 диференциала.
Таким образом, при вращении шестерни 3 сателиты 4 катятся по шестерне 5, вращая крестовину, на валу которой закреплен червяк 8. Вращение от червяка 8 через шестерни 9, 10, 77 передается инструменту 72.
Дополнительное вращение сообщается инструменту с помощью рейки б.
Механизм диференциала смонтирован на супорте и перемещается вместе с ним. При этом сухарь 15, сидящий на конце рейки 6, скользит по поворотной линейке 16. В зависимости от угла поворота линейки меняется величина перемещения рейки в 1 минуту и вместе с тем величина дополнительного поворота. Таким образом, устанавливая линейку под соответствующим углом а, мы можем сообщить инструменту требуемый угол поворота.
При обточке изделий различных диаметров расстояние между осью инструмента и изделия должно изменяться. Для этого шпиндель изделия смонтирован в поворотной доске, ось которой совпадает с осью приводной шестерни 10. Таким образом, вращая поворотную доску, мы не нарушаем зацепления шестерни 10, 11 и изменяем расстояние между осями изделия и инструмента.
Сущность предлагаемого процесса прокатки заключается в следующем. Если рассматривать профиль обтачиваемого изделия как рейку, то можно построить сопряженную этому профилю одно-или многозубую шестерню. Снабдив эту шестерню режущим лезвием и перекатывая ее по начальной прямой изделия, мы, вращая заго-. товку, обточим требуемый фасонный профиль.
Перемещение инструмента складывается при этом из поступательного и вращательного движений. Обозначим через
инстчисло оборотов ИНСТрумента в минуту, в зависимости от подачи,
5- подачу в мм:мин,
D, -диаметр начальной окружности инструмента.
Тогда получим:
. . (1)
инстр
При нарезании этим методом резьбы число оборотов инструмента выражается более сложной зависимостью, так как при этом существует зависимость между числом оборотов изделия и инструмента. В данном случае имеется процесс, обратный процессу, осуществленному на зуборезных станках Пфаутер: червяк нарезается шестерней. Таким образом, между числом оборотов изделия и инструмента должна существовать та же зависимость, которая существует в червячных передачах. Обозначим через
LHCT число оборотов инструмента, в зависимости от числа оборотов изделия, при нарезании резьбы,
/t инстр -полное число оборотов инструмента,
У - число заходов резьбы, Z-число зубьев инструмента. Тогда
,.||/
инстр. -/p
П инстр.
Эго дополнительное число оборотов будет, в зависимости от направления нарезки, складываться или вычитаться из «,„с , и полное число оборотов инструмента выразится:
инстр./04
инстр. „ г
- {J}
Предмет изобретения.
1. Станок для нарезания винтовой резьбы по методу обкатки зубчатой щестерней, режущей в плоскости, нормальной к винтовой нарезке, и перемещающейся вместе с супортом вдоль изделия, отличающийся применением диференциальной передачи 3, 4, 5, ведущая щестерня 3 которой связана передачей со щпинделем станка для сообщения основного вращения инструменту, а ведомая шестерня 7 сцеплена с зубчатой рейкой 6, получающей осевое перемещение под
воздействием наклонной линейки, для сообщения дополнительного вращения инструменту.
2. В станке по п. 1 применение,
с целью использования режущих инструментов разных диаметров, шпинделя инструмента, переставного по окружности.