1
Известен способ изготовления трубопровода путем спиральной обмотки внутреннего герметизирующего рукава изоляционным материалом с последующим отверждением полученного изделия и контролем его герметичности.
С целью увеличения несущей способности трубопровода в качестве герметизирующего рукава применяют плоскую сплющенную заготовку из листового материала, которую после обмотки изоляционной лентой, содержащей армирующие элементы, раздувают до приобретения ею цилиндрической конфигурации. Заготовку можно получать из двух металлических лент, складывая их друг с другом и загибая продольные кромки в одну сторону и сваривая их. Заготовку в этом случае обматывают витками, длина которых меньше длины окружности раздуваемой заготовки настолько, что после придания ей цилиндрической конфигурации вдоль продольных сварных швов остаются компенсирующие складки.
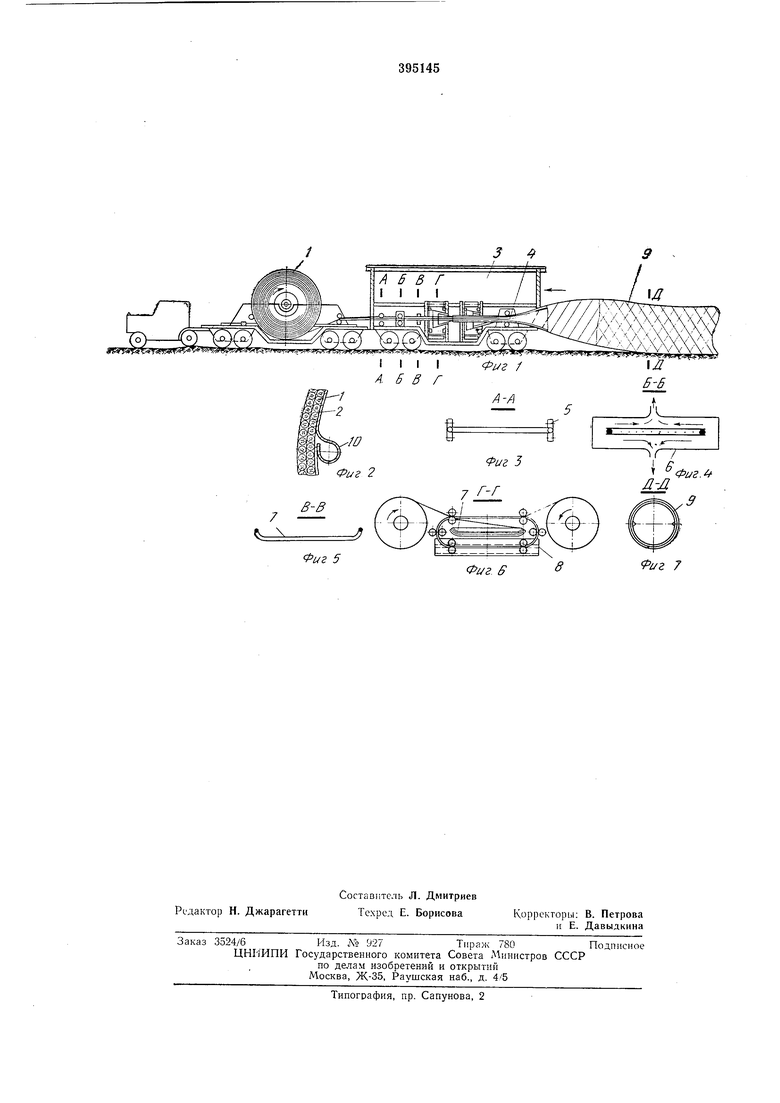
На фиг. 1 приведена схема осуществления предлагаемого способа изготовления трубопровода; на фиг. 2-компенсирующая складка, образуемая вдоль продольных щвов при раз1уве трубы; на фиг. 3-7 - разрезы по Л-Л, Б-Б, В-В, Г-Г и Д-Д на фиг. 1 соответственно.
До начала операций рулон / трубной заготовки и два рулона 2 несущих армированных лент подвозят к крытой платформе 3, на которой установлены механизмы для производства всех операций. Концы рулонов соединяют с ко1щами аналогичных элементов в смонтированном ранее трубопроводе. В трубную заготовку воздуходувками из начальной точки монтажа нагнетают под давлением 1 -
2 ати воздух с примесью электропроводного газа. В качестве электропроводного газа применяется, например, четыреххлористый водород в количестве 1-2 л на 1000 м воздуха.
При нагнетании воздуха в трубопровод платформа 3 под действием реакции сил раздуваемой трубы на ролики 4 проталкивается вперед (указано стрелкой).
В процессе передвижения платформы трубна я заготовка, представляющая собой стальные лежащие одна на другой полосы, разматывается с рулона и подается под ролики 5 контактной машины, которые сваривают ее по кромкам нахлесточным швом.
При наличии трубной заготовки в виде плоскосварачиваемой трубы эта операция исключается. Под давлением воздуха с электропроводным газом трубную заготовку испытывают на герметичность установленной на
платформе вакуум-камерой 6, соединенной с галлоидиым течеискателем (на чертеже не показан). Испытанную на герметичность трубную заготовку изгибают системой роликов в продольном направлении в корытообразный двухслойный лоток 7. При дальнейшем передвижении платформы 3 лоток обертывают по спирали двумя накрест лежащими слоями несущих армированных изоляционных лент. При намотке лент первый слой пропускают через ванну 8 с кле- Ю евым составом или мастиками из смол. Лепты наматываются на лоток под углом (примерно 64°) к оси строящегося трубопровода, так что образуемый многослойный рукав из несущих лент воспринимает кольцевые и иро- 15 дольные усилия в стенке трубопровода. Под действием нагнетаемого воздуха корытообразный лоток вместе с обертывающими его лентами формуется в многослойный цилиндрический трубопровод 9, имеющий внутрен- 20 ний герметизирующий (из тонколистовой стали) и несущий (из армированных лент) слои. Так как в поперечном сечении длина лент меньще периметра корытообразного лотка, то при раздувании трубопровода в герметизи- 25 рующем слое из тонколистовой стали образуются компенсирующие складки 10, которые исключают работу нахлесточного щва на раздир. Имея накрест лежащую треугольную ар-. 30 мировку, труба достаточно жестка в поперечном сечении и гибка в продольном, что позволяет укладывать трубопровод непосредственно на грунт без применения опор. При местных просадках он может вытянуться и 35 прогнуться без разрущения. 5 По предлагае.мому способу пнев.матически - под давлением воздуха осуществляют формование трубы из плоских материалов, соединение отдельных элементов в монолитную многослойную конструкцию, испытание на герметичность и передвижение установки без применения двигателей. Предмет изобретения 1. Способ изготовления трубопровода путем спиральной обмотки внутреннего герметизирующего рукава лентой изоляционного материала с последующим отверждением полученного изделия и контролем его герметичпости, отличающийся тем, что, с целью увеличения несущей способности трубопровода, в качестве герметизирующего рукава применяют плоскую сплющенную заготовку из листового материала, которую после об.мотки изоляционной лентой, содержащей армирующие элементы, раздувают до приобретения ею цилиндрической конфигурации, 2. Способ по п. 1, отличающийся тем, что заготовку получают из двух металлических лент, складывая их друг с другом и загибая их продольные кромки в одну сторону с последующей сваркой этих кромок, а обмотку заготовки производят витками, длина которых меньше длины окружности раздуваемой заготовки настолько, что после придания ей цилиндрической конфигурации вдоль продольных сварных щвов остаются компенсирующие складки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РУКАВА ДЛЯ ЗАЩИТЫ И РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2019 |
|
RU2726985C1 |
| ОТВЕРЖДАЕМЫЙ НА МЕСТЕ ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ С ПРОДОЛЬНЫМ АРМИРОВАНИЕМ | 2004 |
|
RU2362678C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СООРУЖЕНИЯ ЦИЛИНДРИЧЕСКОГО ТРУБОПРОВОДА В ОТКРЫТОЙ В СВОЕЙ ВЕРХНЕЙ ЧАСТИ ТРАНШЕЕ | 2000 |
|
RU2248491C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННОЙ ТРУБЫ | 2001 |
|
RU2265517C2 |
| Подводный газопровод и устройство для его сооружения | 1990 |
|
SU1800193A1 |
| ОТВЕРЖДАЕМЫЙ НА МЕСТЕ ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ С ВНЕШНИМ НЕПРОНИЦАЕМЫМ СЛОЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2352852C2 |
| СПОСОБ ПРОПИТКИ И ИЗГОТОВЛЕНИЯ ОТВЕРЖДАЕМОГО НА МЕСТЕ ОБЛИЦОВОЧНОГО МАТЕРИАЛА | 2004 |
|
RU2358184C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ СМОТРОВОГО КОЛОДЦА | 2011 |
|
RU2460001C1 |
| ГОФРИРОВАННАЯ КОМПОЗИТНАЯ ТРУБА И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2804423C2 |
| ЭЛЕКТРОД АНОДНОГО ЗАЗЕМЛЕНИЯ | 2005 |
|
RU2291226C1 |