Изобретение касается способа изготовления изоляционной трубы или трубки. Изобретение также касается устройства для изготовления, а также самой изоляционной трубы или трубки.
Изоляционные трубы или трубки используются, чтобы проводить охлаждающую среду, например, в холодильных установках, и нагревающую среду, например, в центральных отопительных системах, или ту и другую в системах обработки воздуха. Сама трубка изготовляется из меди или синтетического материала. Изоляция обеспечивается изоляционным кожухом, например из пенополиэтилена, который расположен вокруг трубки и может быть снабжен защитным наружным слоем из синтетической фольги.
Изоляционные кожухи поступают в виде кусков или рулонов и расположены вокруг трубок в месте их установки, которая может выполняться насаживанием в осевом направлении или сбоку, вокруг трубки. Недостаток заключается в том, что подача обеих деталей происходит отдельно, и вместе с кожухами захватывается большое количество воздуха и неиспользованного материала. Установка кожухов требует больших трудовых затрат, при этом невозможно гарантировать, что в продольном направлении кожух сохраняет совершенную сопряженность. Кроме того, недостаток заключается в том, что в месте установки должно удерживаться два исходных продукта. Это также неудобно для поставщика, который должен закупать сырье у двух заводов, а именно, завода, изготавливающего трубки и завода, изготавливающего кожухи.
Задачей изобретения является устранение указанных недостатков, которое осуществляется посредством способа изготовления устройства теплоизоляционной трубы и по меньшей мере одной трубки, размещенной в ней и предназначенной для переноса текучей среды, в котором посредством непрерывных последовательных стадий технологического процесса выполняют трубку, например, из синтетического материала или металла, в процессе экструзии получают кожух из синтетического изоляционного материала и устанавливают вокруг трубки, а вокруг кожуха посредством совместной экструзии размещают герметизирующий наружный слой, причем герметизирующий наружный слой размещают в виде рукава на кожухе в состоянии, когда его продольная ось закрыта.
Таким образом посредством непрерывной, происходящей в одной технологической линии операции можно получить полностью собранную изоляционную трубку охлаждения/нагрева, которая выполняется просто и не требует большого пространства, при этом трубку можно транспортировать к месту установки для хранения в таком предварительно собранном виде.
Предпочтительно, устройство трубка/кожух/наружный слой скатывается при непрерывном движении и хранится в виде рулона.
Предпочтительно, кожух, выполненный из пенополиолефина и снабженный продольной прорезью, устанавливают вокруг трубки снаружи. Во время перемещения трубки полученный экструзией кожух устанавливают вокруг трубки, вставив трубку в кожух через продольную прорезь.
После этого кожух, в частности, когда он еще не снабжен наружным слоем, может быть закрыт, например сплавлением, в том месте, где находится продольный шов, после чего на полученной таким образом сплошной окружности с помощью экструзии может быть выполнен наружный слой.
В другом варианте этого способа, перед тем как кожух размещают вокруг трубки, его уже снабжают наружным слоем посредством совместной экструзии. Затем кожух тщательно закрывают сплавлением его краев, которые образуют границы разъема. После этого наружный слой сохраняет кожух в закрытом состоянии, устраняя необходимость герметичного закрытия самого кожуха в месте, где находится продольный шов.
Это предпочтительно выполняется процессом сплавления, в котором края наружного слоя подвергают воздействию нагретого вещества в направлении по касательной, и затем поджимают их друг к другу, с последующим охлаждением для их отверждения/схватывания. Предпочтительно, края нагревают газом, в частности, нагретым воздухом.
Предпочтительно, чтобы наружный слой был образован гладкой оболочкой так, чтобы края встречались в расположенной по касательной плоскости и нагрев можно было просто регулировать в этой плоскости.
В указанных вариантах применения предпочтительно, чтобы наружный слой покрытия состоял из полиолефина, который полностью соединяется с кожухом по всей поверхности.
В альтернативных вариантах применения, однако целесообразно, чтобы наружный слой был образован с расположенными по окружности ребрами. Такие профилированные наружные слои известны как гнущиеся, довольно жесткие рукава (выполненные из синтетического материала, способного к термической усадке) для трубок, предназначенных для переноса жидкой среды, используемой в подогреве полов или в системах кондиционирования воздуха. В этих вариантах использования трубка свободно лежит в снабженном ребрами рукаве. Недостаток этого варианта заключается в том, что в воздушном пространстве между трубкой и рукавом может возникнуть эффект дымовой трубы, что снижает эффективность. Кроме того, нецелесообразно, чтобы трубка под действием силы тяжести распологалась в рукаве с отклонением от центра.
С помощью способа согласно изобретению получают устройство трубки, в котором трубка удерживается на своем месте внутри снабженного ребрами наружного слоя посредством изоляционного кожуха, который также предотвращает эффект дымовой трубы. Предпочтительно, чтобы кожух был расположен по центру вокруг трубки. Ребра обеспечивают зацепление при размещении в слое бетона, так что в случае необходимости, когда надо проследить утечку или для заделывания, трубки можно вытягивать наружу, не увлекая наружного слоя следом за ними.
Предпочтительно, чтобы расположенные по окружности ребра были выполнены в наружном слое после размещения этого наружного слоя. Целесообразно, это происходит с помощью формирующих ребра элементов, которые входят в зацепление с установленным кожухом в радиальном направлении, предпочтительно, двух формирующих ребра элементов, которые диаметрально противоположно друг другу входят в зацепление с наружным слоем и деформируют его. Деформация наружного слоя происходит, когда он поддерживается кожухом и трубкой во время непрерывного перемещения.
Другим недостатком по сравнению с известными рукавами, снабженными ребрами, является то, что способность рукавов к деформации ограничена, что может затруднить установку в некоторых случаях. Чтобы это исправить, согласно изобретению предусмотрено, что наружный слой выполнен с возможностью прилегания и отделения от кожуха и расположенных по окружности ребер, а остальная часть наружного слоя, находящаяся между ними, формируется таким образом, что ее можно протолкнуть в направлении по оси. Это не только делает возможным сокращение или удлинение в осевом направлении, но также улучшает способность к изгибу. Деформация может происходить в месте линий сгиба в наружном слое. Таким образом предотвращается нежелательное образование складок в остающихся изгибах. Предпочтительно, чтобы наружный слой был выполнен из термопластичного материала, в частности, полиолефина, например, полиэтилена или поливинилхлорида.
Следует отметить, что известна собранная труба для систем кондиционирования воздуха, содержащая медную трубку для жидкой среды, изоляционный кожух из пенополиэтилена, окружающий ее, и тонкий окружающий их слой полиэтилена, который имеет пирамидообразные профили. Наружный слой подается к кожуху в виде плоской полосы, наматывается вокруг кожуха при воздействии тепла и затем герметизируется в пресс-форме. После этого трубка вставляется в направлении по оси в кожух, который удерживается под давлением для увеличения диаметра.
Изобретение также относится к устройству для осуществления способа согласно изобретению, содержащему склад трубок, первое средство транспортировки трубки со склада трубок в направлении технологического процесса к последующим узлам технологического процесса, экструдер для выполнения изоляционного кожуха, второе средство транспортировки для направления изоляционного кожуха из экструдера к трубке, находящейся дальше по ходу движения от склада, средство для установки изоляционного кожуха вокруг трубки во время их непрерывного перемещения, экструдер для совместной экструзии, предназначенный для последующего размещения наружного слоя на всей поверхности изоляционного кожуха путем соединения, и средство для приема полученной таким образом собранной трубки на рулон для поставки.
Изобретение также относится к устройству для осуществления способа согласно изобретению, содержащему склад трубок, первое средство транспортировки трубки со склада в направлении технологического процесса к последующим узлам технологического процесса, экструдер для выполнения изоляционного кожуха, второе средство транспортировки для направления изоляционного кожуха из экструдера к трубке, находящейся дальше по ходу движения от склада, средство для установки изоляционного кожуха вокруг трубки во время их непрерывного перемещения, экструдер для совместной экструзии, предназначенный для размещения наружного слоя, который расположен на всей поверхности изоляционного кожуха путем соединения, перед его установкой вокруг трубки, средства для закрытия наружного слоя по окружности после установки кожуха, снабженного наружным слоем вокруг трубки, и средство для приема полученной таким образом собранной трубки на рулон для поставки.
Предпочтительно, средства для закрытия включают средство нагрева продольных верхних кромок наружного слоя и средство подвода продольных кромок друг к другу в направлении по касательной. Средство нагрева, предпочтительно, содержит сопла, которые могут быть установлены между продольными кромками и направлены на них и к которым подсоединены одна или более магистралей для подачи нагретой текучей среды, в частности воздуха. Таким путем необходимое для сварки кромок тепло поступает наиболее целенаправленно.
Предпочтительно, сопла расположены на предназначенном для них несущем элементе, где несущий элемент приводится в движение для перемещения сопел в направлении обработки, что обеспечивает максимальную эффективность. В простом устройстве несущим элементом является движущийся по окружности несущий элемент, предпочтительно, вращающийся диск.
Предпочтительно, также выполнен упор, такой как лапа, для предотвращения контакта несущего элемента, в частности, вращающегося диска, с трубкой.
Около средства нагрева установлено средство для охлаждения деталей агрегата, входящих в контакт с частями трубки/ кожуха/наружного слоя, расположенными снаружи зоны контакта продольных кромок, или способных передавать тепло в эти части другим образом с тем, чтобы не допустить нежелательного влияния тепла от средств нагрева на другие части кожуха и наружного слоя.
Изобретение также относится к устройству для осуществления способа согласно изобретению, содержащему склад трубок, первое средство транспортировки трубки со склада в направлении технологического процесса к последующим узлам технологического процесса, экструдер для выполнения изоляционного кожуха, второе средство транспортировки для направления изоляционного кожуха из экструдера к трубке, находящейся дальше по ходу движения от склада, средство для установки изоляционного кожуха вокруг трубки во время их непрерывного перемещения, средство для расположения наружного слоя вокруг изоляционного кожуха с возможностью прилегания и отделения от него, средства для обеспечения расположенных по окружности ребер в наружном слое и средство для приема полученной таким образом собранной трубки на рулон для поставки.
Предпочтительно, средства для обеспечения расположенных по окружности ребер содержат два или более формирующих ребра элементов, входящих в зацепление с наружным слоем в радиальном направлении, и, предпочтительно, образованных профилирующими лентами, перемещающимися по окружности вдоль наружного слоя. Целесообразно, формирующие ребра элементы установлены диаметрально противоположно друг другу, чтобы входить в зацепление и надежно и постоянно деформировать наружный слой по всей окружности.
Изобретение также относится к рулону собранной трубки, предназначенной для температурного кондиционирования, содержащему трубку для переноса текучей среды, кожух из изоляционного материала, окружающий ее, и окружающую его фольгу.
Изобретение также относится к рулону собранной трубки для температурного кондиционирования, содержащему трубку для переноса текучей среды, кожух из изоляционного материала, окружающий ее, и окружающую его фольгу, в котором фольга снабжена продольным уплотнением, а корпус под ней имеет разъем.
Изобретение также относится к рулону собранной трубки для температурного кондиционирования, содержащему трубку для переноса текучей среды, окружающий ее кожух из изоляционного материала, и рукав, снабженный расположенными по окружности ребрами, окружающий его, с возможностью прилегания и отделения от него. Предпочтительно, рукав может быть впрессован/вытягиваться в осевом направлении и/или выполнен из термопластичного материала.
Изобретение будет пояснено на основании нескольких вариантов реализации, показанных в прилагаемых чертежах, на которых:
Фиг.1 - схематическое изображение устройства, с помощью которого согласно изобретению может быть изготовлена собранная изоляционная трубка;
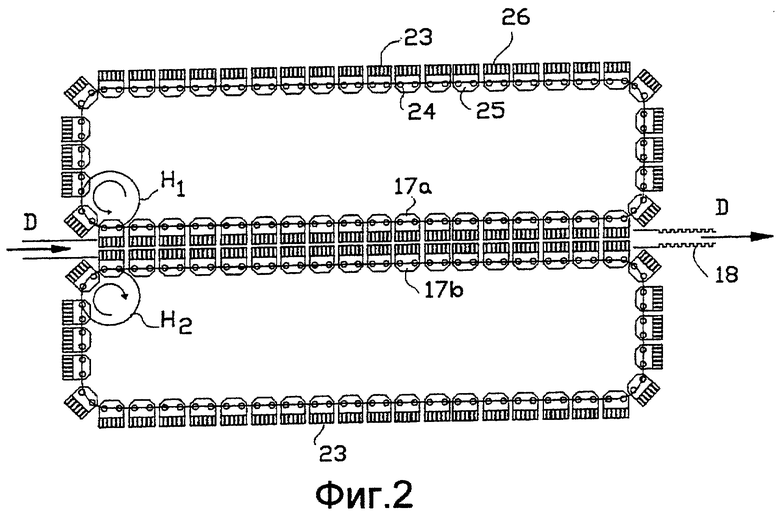
Фиг.2 - часть устройства согласно фиг.1 для изготовления ребристой трубы;
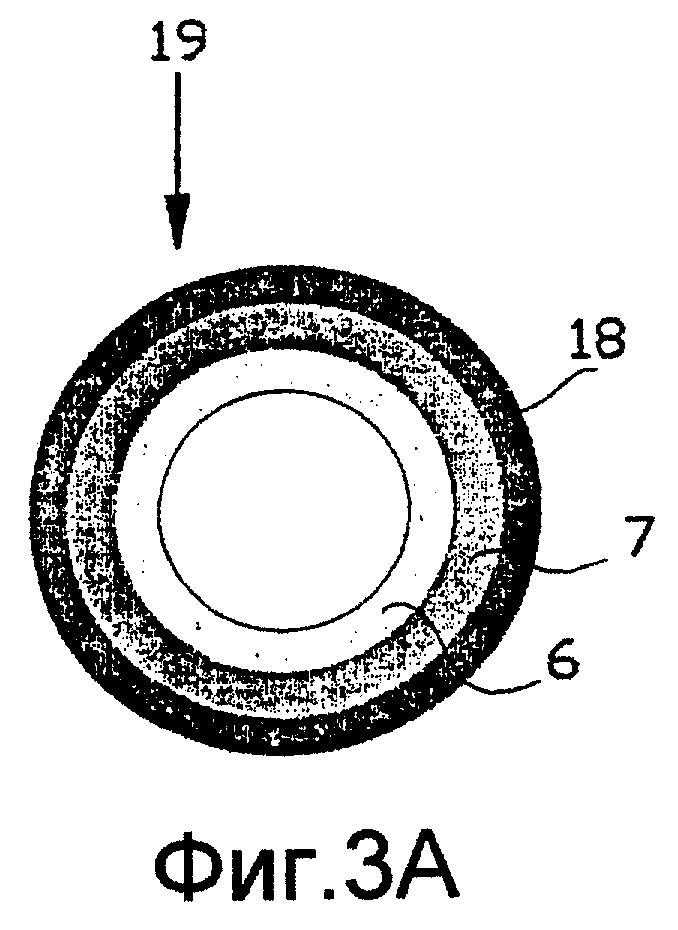
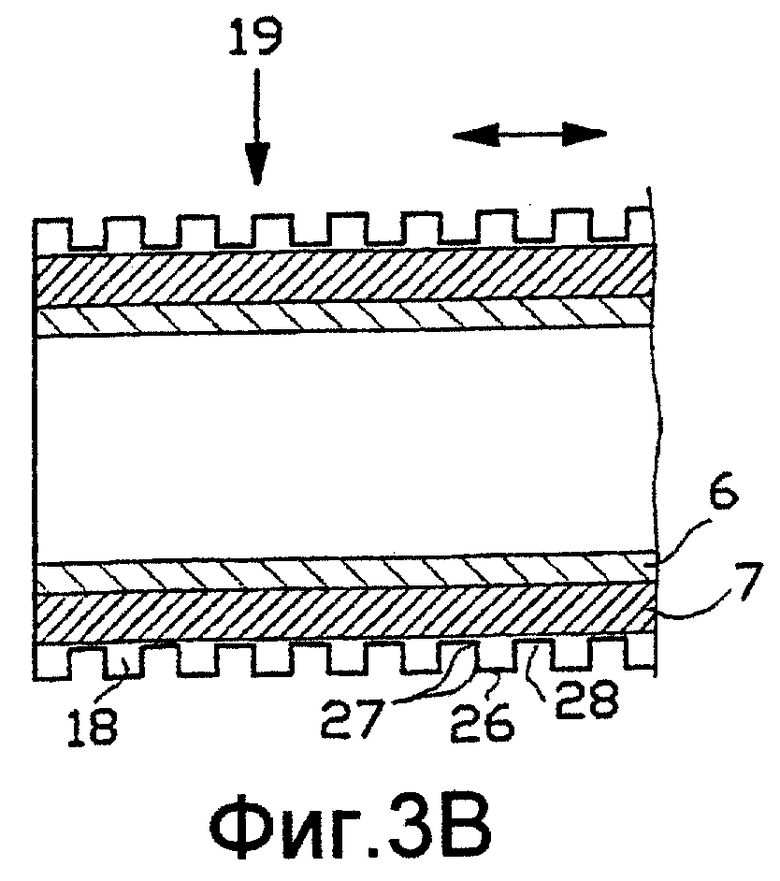
Фиг.3А и 3В - поперечный разрез и продольный разрез соответственно собранной теплоизоляционной трубы, изготовленной с помощью устройства согласно фиг.1;
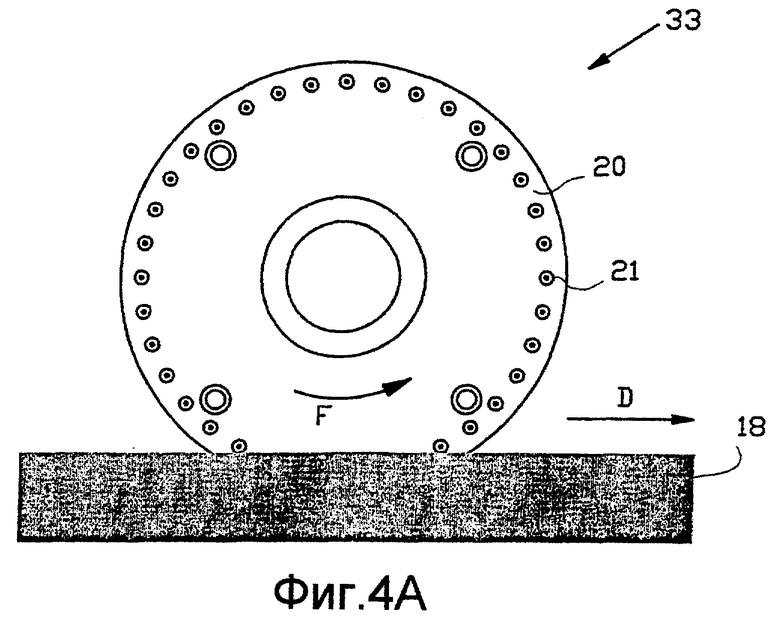
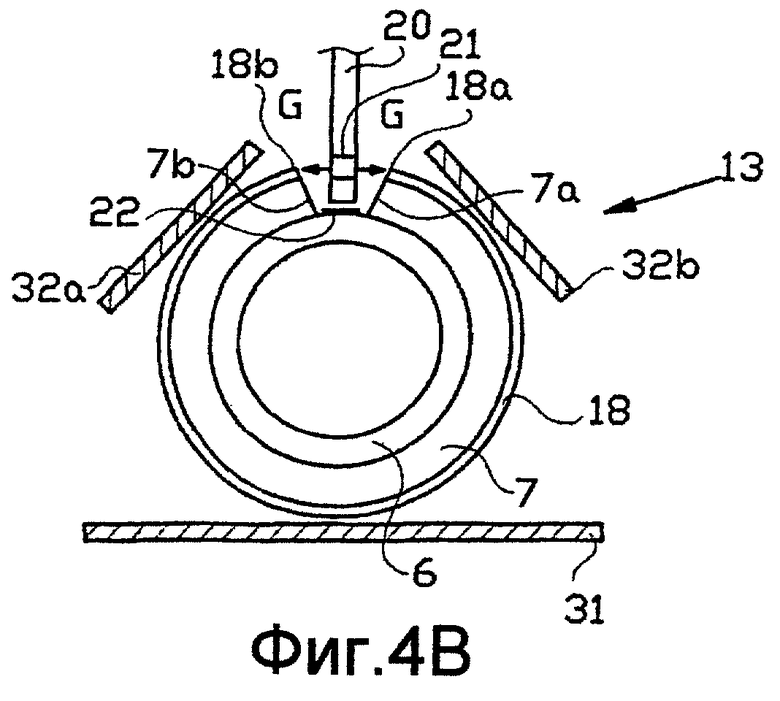
Фиг.4А и 4В - вид сбоку и поперечный разрез соответственно детали альтернативного устройства для изготовления собранной теплоизоляционной трубы согласно изобретению; и
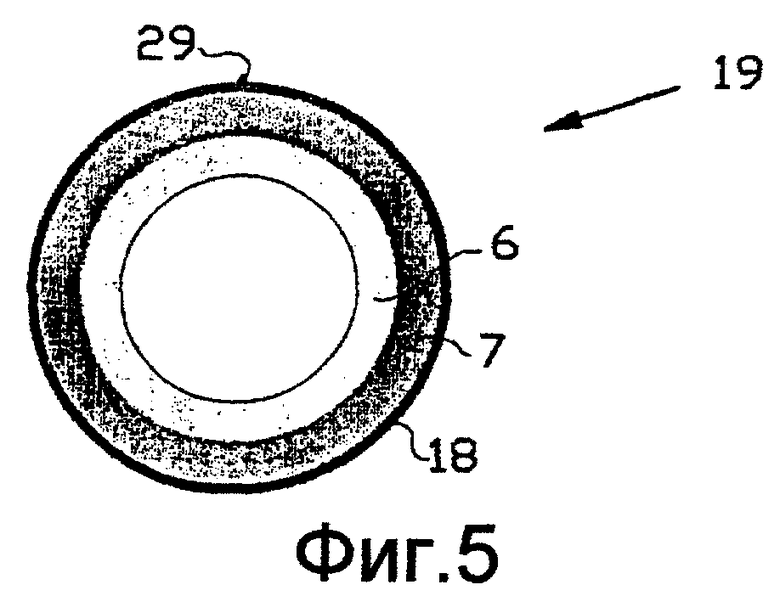
Фиг.5 - поперечный разрез собранной теплоизоляционной трубы, изготовленной с помощью детали на фиг.4А и 4В.
Устройство 1 на фиг.1 расположено на ограниченном пространстве. Оно содержит держатель 2 с подаваемым рулоном трубки 6 из меди или твердого синтетического материала, при этом рулон может разворачиваться в направлении А, чтобы затем транспортироваться на дальнейшую обработку в направлении В.
Вблизи находится экструдер 3, имеющий отверстие 5 экструдера, из которого изоляционный кожух 7 из синтетического изоляционного материала, выдавливается в направлении С.
Выполнена панель управления 4 для работы всего устройства 1.
За держателем 2 расположен узел 30 соединения, имеющий средство 8 растяжения и дальше за ним устройство 9 для подачи трубки, снабженное приводными роликами для трубки 6, и параллельно ей также в узле 30 направляющее устройство 10 для кожуха 7, и средство 11 открытия, открывающее кожух 7 в продольном направлении. При выдавливании из отверстия 5 экструдера кожух 7 может быть снабжен продольной прорезью, но также может быть снабжен ею в месте расположения направляющего средства 10 или средства открытия 11.
Далее расположено средство 12 установки, где открытый кожух 7 насаживается на растянутую трубку 6 с боков. Это происходит во время непрерывного перемещения трубки 6 в направлении В и кожуха 7 в направлении С.
После узла соединения расположено герметизирующее устройство 33, показанное на Фиг.4А,В. Для описания герметизирующего устройства 33 дается ссылка на объяснение этих фигур.
Сразу после него расположено прижимное средство 13 (также см. обсуждение фигур 4А,В), в котором кожух 7 закрывается и из которого выходит собранная трубка/кожух 14, для входа в экструдер 15 в направлении D). В экструдере 15 посредством совместной экструзии над кожухом 7 получают наружный слой 18. В устройстве на фиг.1 это довольно толстый слой (например, 0,5 мм), который может образовать отдельный рукав. Этот рукав затем попадает в узел 16 формирования для формирования расположенных по всей окружности ребер с помощью двух формирующих ребра элементов 17. Собранный конечный продукт закатывается в направлении Е на катушку 20, установленную на держателе 19. Катушку 20 можно хранить на складе и затем отправлять в место установки.
На фиг.2 формирующие ребра элементы 17 показаны сверху. Это касается двух элементов 17а, 17b, перемещающихся вокруг в направлениях H1 и Н2 соответственно. Каждый из них состоит из цепей 24, которые приводятся в движение по окружности, и на которых находятся образующие ребра дужки 23. Образующие ребра дужки 23 соединены одна с другой и каждая из них состоит из корпуса 25, имеющего формирующие ребра 26, которые имеют полукруглую, выпуклую зубцеобразную форму, чтобы формировать профиль, показанный справа на фиг.2. Формирующие ребра 26 дужек 23 формирующих ребра элементов 27а,b, движущиеся напротив друг друга, сопрягаются одна с другой.
Конечный продукт показан на фиг.3А и 3В, на которых видно, что в середине находится трубка 6 из синтетического материала или меди, и ее окружает кожух из пенополиолефина (безусадочный), например пенополиэтилен 7, и вокруг него ребристый рукав 18. В поперечном разрезе ребристый рукав имеет форму, более или менее напоминающую зубчатую стену с возвышениями 26 и проходами 28. Используемым материалом является термопластичный синтетический материал, такой как полиолефин, например полиэтилен или ПВХ, и рукав по меньшей мере может деформироваться в осевом направлении, складываясь в участках верхушек 27, так что длина рукава становится больше или меньше, как это требуется. Здесь кожух 7 прилегает, но он отделен относительно рукава 18, так что рукав может легко становиться короче или длиннее. Кожух 7 может быть расположен плотно вокруг трубки 6.
Устройство на фиг.1 также можно использовать без привлечения узла 16 формирования. Это, например, возможно, если в качестве наружного слоя выбирается гладкая фольга, которая полностью соединяется по всей окружности и плотно окружает ее. В этом случае на кожухе 7 в экструдере 15 расположено тонкое покрытие из полиолефина, например полиэтиленовое покрытие, и полученный таким образом продукт закатывают в рулон для хранения на складе.
Возможно также соосно соединить экструдер 15 с экструдером 3. В этом случае кожух 7 при соединении с трубкой 6 будет уже снабжен покрытием, соединенным с ним по всей поверхности, которое плотно расположено на нем. В этом случае также герметизирующее устройство 33 будет установлено в узле 30 за узлом, где происходит соединение, только теперь не только для герметизации кожуха 7, но также фольги/покрытия. В этом примере можно использовать устройство 33, показанное на фиг.4А и 4В, где показана катушка 20, приводимая в движение в направлении F, чтобы таким образом проходить своей окружностью в направлении D собранной трубки, наружный слой которой здесь показан. Катушка 20 снабжена расположенными по окружности с обеих сторон рядами отверстий 21, которые соединены с регулируемыми средствами подачи нагретого воздуха (не показаны). Катушка 20 подвешена на раме (также не показана), в которой также закреплена лапа 22, расположенная под катушкой 20, как показано схематически на фиг.4В. Эта лапа 22 находится в контакте с верхней поверхностью трубки 6 для установки катушки 20, в частности отверстий 21, находящихся в его самой нижней зоне, на определенном расстоянии над трубкой 6. Расстояние между лапой и катушкой регулируется.
В процессе работы нагретый воздух пропускают через отверстия 21 в направлении G с обеих сторон, точно на концевые кромки 18а, 18b фольги и кромки 7а, 7b кожуха 7. Трубка 6 остается нетронутой, защищенной лапой 22 и остается недеформированной. Окружающие детали машины (не показанные), которые находятся в контакте с остальной частью собранной трубки, предназначенной для транспортировки, могут здесь охлаждаться.
Сразу за катушкой 20 расположено прижимное средство 13 с транспортирующими прижимными ремнями 31, 32а, 32b, которые с трех сторон входят в зацепление с собранной трубкой и воздействуют прижимными усилиями на нее, чтобы прижать кромки 7 а и 7b кожуха 7 и кромки 18а, 18b слоя пленки друг к другу. Кромки 18а, 18b, а также кромки 7а, 7b кожуха 7 здесь сплавляют, получая закрытую по окружности изоляционную трубку, которая не открывается в сгибах.
Пример реализации плоского прижимного ремня 31 помимо других также обеспечивает возможность обрабатывать другие профили, например плоскую нижнюю часть.
После подобной обработки может быть получен конечный продукт 19, показанный на фиг.5, где, в частности, медная трубка окружена кожухом 7 из пенополиэтилена, который, в свою очередь, покрыт пленкой из полиолефина, сваренной в месте, обозначенном цифровой позицией 29.
Изобретение относится к способу и устройству для изготовления изоляционной трубы с трубкой, размещенной в ней и предназначенной для переноса жидкой среды. В описываемом способе посредством непрерывных последовательных стадий технологического процесса изготавливают трубку, в процессе экструзии получают кожух из синтетического изоляционного материала, в частности пенопласта, выполняют в нем продольную прорезь и устанавливают вокруг трубки снаружи. Затем кожух закрывают в месте расположения продольной прорези и размещают на нем герметизирующий наружный слой в виде рукава. Рукав выполняют с расположенными по окружности ребрами с помощью двух или более формирующих ребра элементов, образованных профилирующими лентами, перемещающимися по окружности вместе с рукавом и установленными диаметрально противоположно друг другу. По второму варианту в кожухе выполняют наружный слой перед установкой кожуха вокруг трубки, при этом предпочтительно наружный слой имеет радиальный разъем, который закрывают сплавлением его кромок. Описано также устройство для осуществления способа. Изобретение позволяет исключить повреждение пенопластового кожуха, снижающего его изоляционные свойства, снизить трудозатраты на изготовление трубы. 4 н. и 16 з.п. ф-лы, 7 ил.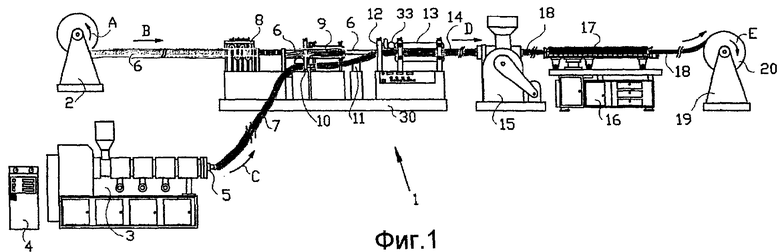
| US 4844762 А, 04.07.1989 | |||
| US 4929409 А, 29.05.1990 | |||
| Способ получения поливинилбутиральной пленки для промежуточного слоя стекла триплекс | 1980 |
|
SU897788A1 |
| DE 3506144 A1, 28.08.1986 | |||
| WO 00/35657 A1, 22.06.2000 | |||
| Способ изготовления составной трубы | 1987 |
|
SU1831393A3 |

