1
Предлагаемое изобретение относнтся к сварке и может быть использовано для рабочей наладки электросварочной машины, например, для сварки звеньев крутлозвенной цепи.
Известные устройства контроля тока и перемещения подвижной плиты стыковой сварочной машины, содержащие самописец с электромагнитным новоротпьтм пишущим механизмом дискретного действия, датчики тока и перемещения подвижной плиты, преобразователь сигнала, поступающего с датчика сварочного тока, обладают малой точностью и надежностью.
В предлагаемом устройстве самописец, фиксирующий два основных параметра - ток п перемещение подвижной нлиты, выполнен однока1гальным, а электромагнитный поворотный механизм дискретного действия электрически непосредственно связан с датчиком перемеще1Н1я нодвнжной нлиты.
Это нозволяет новысить качество сварки и стабильность ее процесса.
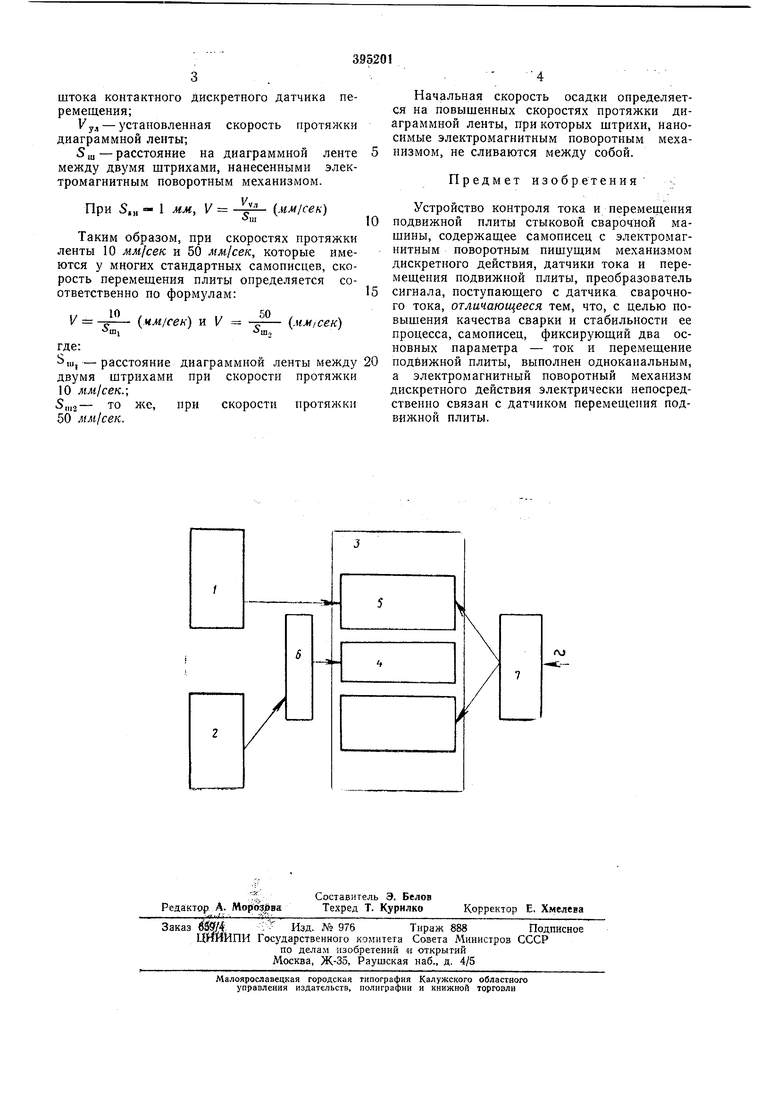
На чертеже изображеиа блок-схема нредлагаемого устройства.
Устройство содержит контактный дискретный датчик / перемещения подвижной плиты; трансформатор 2 тока, используемый в качестве датчика тока; одноканальный самописец 3, содержащий измерительный и электромагннтный новоротные пишунию механнзмы 4 5 дискретного действия; преобразующее устройство 6, встроенное в корпус самонисца, содержан1,ее вынрпмнтель с в.ходнымн сопротивлениямн; стабнлизатор 7 напряжения.
Устройство подключается к нсточннку ciaбилнзнрованного напряженпя (см. фиг. 1) для равномерной протяжки ленты. Питанне подается также в цень электромагннтного поворотного механизма 5. Снгнал об нзмененпн тока в процессе сваркн с трансформатора тока поступает на преобразователь 6 н далее на нзмерительный механизм 4 самоннсца. При движеннп подвижной плпты вперед подпружиненный шток контактного дискретного датчика / нсрсмещения следует за поп, замыкая через определенные расстояния, ранные чередующимся контактным н нзолянпо ;ным прослойкам поверхности штока, цепь электромагннтного поворотного механнзма 5, который, поворачиваясь, чертит па бумаге штрих. Скорость перемещения подвпжной плиты числепло определяют по формуле:
1/
Н ГУЛ
(мм/сек),
5„
где: SKH- расстояние между контактными и ПЗОЛЯЦНО1П1ЫМП лросло1и амн па поверхности штока контактного дискретного датчика перемещения;V уя - установленная скорость г1ротял ки диаграммной ленты 5,ц - расстояние на диаграммной ленте между двумя штрихами, нанесенными электромагнитным поворотным механизмом. (мм/сек) При 5,„ - 1 мм, V Таким образом, при скоростях протяжки ленты 10 мм/сек и 50 мм/сек, которые имеются у многих стандартных самописцев, скорость перемещения плиты определяется соответственно по формулам: 1050 V (мм/сек) и 1/ (мм/сек) .-. S,u, - расстояние диаграммной ленты между двумя штрихами при скорости протяжки 10 мм/сек.; 5,„з- то же, при скорости протял кн 50 мм/сек. Начальная скорость осадки определяется на повышенных скоростях протяжки диаграммной ленты, при которых штрихи, наносимые электромагнитным поворотным механизмом, не сливаются между собой. Предмет изобретения - Устройство контроля тока и перемещения подвижной плиты стыковой сварочной машины, содержащее самописец с электромагнитным поворотным пишущим механизмом дискретного действия, датчики тока и перемещения подвижной плиты, преобразователь сигнала, поступающего с датчика сварочного тока, отличающееся тем, что, с целью повышения качества сварки и стабильности ее процесса, самописец, фиксирующий два основных параметра - ток и перемещение подвижной плиты, выполнен одноканальным, а электромагнитный поворотный механизм дискретного действия электрически непосредственно связан с датчиком перемещения подвижной плиты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля скорости и перемещения подвижной плиты стыковой сварочной машины | 1986 |
|
SU1447603A1 |
| Способ испытаний образцов на прочность | 1986 |
|
SU1395974A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Устройство для стыковой контактной сварки труб из термопластов | 1990 |
|
SU1742092A1 |
| Устройство для учета работы и простоев группы машин | 1956 |
|
SU122353A1 |
| Устройство для сварки труб из термопластов | 1988 |
|
SU1666342A1 |
| Устройство для контроля движения транспортного средства | 1986 |
|
SU1390621A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| СПОСОБ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ! ЙОЕ^СОЮЗНА!;,-.гаГ;НУ-!1ХШЕС1 Б?И:^таТЕНА | 1971 |
|
SU313628A1 |
| ПРИСПОСОБЛЕНИЕ К СТЫКОВОЙ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЕ ДЛЯ АВТОМАТИЗАЦИИ СВАРОЧНОГО ПРОЦЕССА | 1946 |
|
SU69385A1 |
го
