Изобретение откосится к сварочному производству и может быть использовано на машинах для контактной стыковой сварки, оборудованных линейными атчиками перемещения.
Целью изобретения является повышение точности контроля.
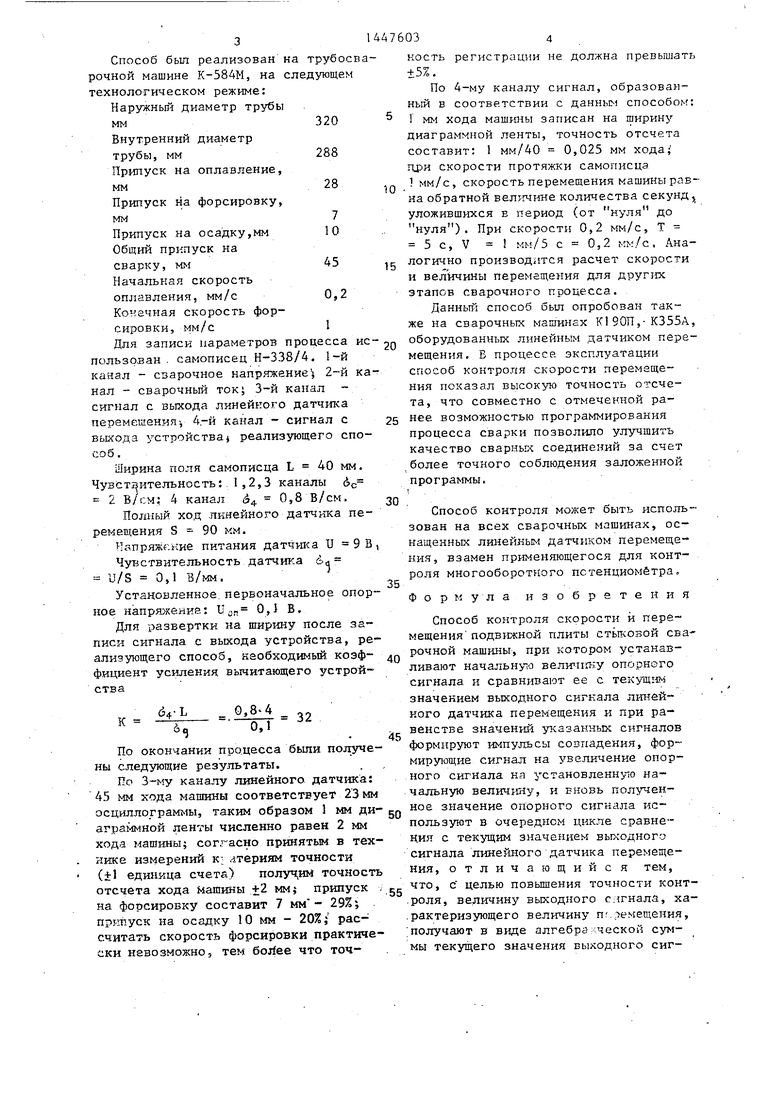
На фиг. 1 показана блок-схема устройства для реализации способа контроля на фиг. 2,- диаграммы изменения напряжения в различные моменты времени.
Устройство содержит датчик перемещения 15 выход которого через блок сравнения 2, счетчик 3, цифроаналого йый преобразователь 4 подключен на пйрвьш вход сумматора 5, на второй Вход которого подк-лгачен источник б опорного напряжения, выход датчк а пег ек9 дсния 1 соединен также с пер- BI.LM входом вычитающего блока 7 второй вход которого соединен с выходом цифроаналбгЪвого -преобразователя 4. На вькоде вычитающего блока 7.формируется выходной, сигнал
8ИХ .
: Обработка выходного сигнала датчи
ка перемещения прО5 сходит следу5иfclMM Об(;,ТЗОМ.
Ког, машина накодится в исходном погюжснли , нап; з.женио на выходе дат- ажа переь ёщения i ( не превыша- $v иа -лальноё onopjioe напряжелие СЪ р„ ;,,,(,,.) 5 которое устанавливается в аавискмости от требуагюй разрешающей снососйости. При этом напряжение на )Ко.де циАроаналогового преобразователя 4 Uvj равно нулю, на выходе вы- 1-;йгает-Дйго блока 7 напряжение dUgnx |иропорционаг1ьно выходному напряженшо датчика, перемещения в соответствии с коэффн;цнёнтом усиления вычитающего блоха 7, .Движение под внжзюй плиты ма ыиЕы 1ч.5зьгаает увеличение выходного напря: : Н ия датчика перемещения 1 и соотзй гствующее увеличение напряжения на вьгходё вылитагодего блока 7 iUj,j,iv S Как только выходное напряженке датокса паремещения 1 Ua станет рау;но опорному напр.яженш-о j на выходе блока сравнения 2 сформируется импульс совпадения U,. к счетчик 3 зафиксирует первый факт равенства,при этом на выходе ЦАП 4 появится сигнал
t. 1Ответств;ЛО цей установзшше- муся зд. ччзнию счетчики 3. Этот сиг- кал ;опрсд лен так образом, что при каждом переключении счетчика - 3 он по0
0
выйается на величину йИу, равную установленному начальному опорному напряжению. В результате на выходе сумматора 5 появится новое значение опорного напряжения
, и,п2 оп. нсхч ц 2Uo;T.
Блок сравнения 2, получив новое Q значение опорного напряжения, переключается Б исходное состояние, Напряжение на выходе вычитающего устройства определяется выражением
AUewv K( -и),
где К - коэффициент усиления вычитающего блока 7.
В дальнейшем процесс повторяется и в каждом цикле сравнения величина 0 опорного напряжения UQ увеличивается на величину установленного значения начального-опорного напряжения оп.ныц Выходной сигнал uV., имеет форму пилообразного напряже- 5 ния, нарастающая часть которого соответствует перемещен1- Ю подвижной плн ты сварочном машины, а период выходного CHraajid - скорости перемещения подвижной плиты.
0 На фиг. 2 /показаны диаграмм..: И5ме5 еиия выходного сигнала в различные моменты времени:
TQ - подвижная плита находится
в исходном положенииj 5 Т, - подБ1 Жная плита двий:етс. с
постоянной скоростью V , , Т, - остановка подвих-;ной плиты j
Tj - подвшшая плита движется с
. постоянной скоростью V I i
t.-.tj - моменты времени фик.са- цик ра.венства текунг,его напряжения .датчика перемещения и опорно .го напряжения.
5 Очевидно, 4VO полученньй сигнал 4Uj|,ix аналогичен CHrHajiy с многооборотного потенциометра. Однако у него нет нерь,бочей зоны, нет редуктора, нет люфта, а разрешающая способность может О.ыть очень легко изменена посредством нового Ugj применительно к любьи требуемь М ус ловиям. Кроме того, датчик перемещения может быть использован как элемент обратной связи в позиционной системе автомати5
ческого регулирования, а сигнал с вы-, хода устройства сравнения можно {использовать ,для контроля скорости и програмлмирозаыия по перемещению.
Способ был реализован на трубосварочной машине К-584М, на следующем технологическом режиме:
Наружньш диаметр трубы
мм320
Внутренний диаметр
трубы, мм288
Припуск на оплавление,
мм28
Припуск на форсировку,
мм7
Припуск на осадку,мм 10
Общий припуск на
сварку, мм45
Начальная скорость
оплавления, мм/с 0,2
Конечная скорость форсировки, мм/с1
Для записи параметров процесса ис пользозан . самописец Н-338/4. 1-й канал - сварочное напряжение 2-й канал - сварочньй ток; 3-й канал сигнал с выхода линейкого датчика перемелиения 4.-Й канал - сигнал с выхода устройстваJ реализующего способ .
Ширина поля самописца L 40 мм. Чувствительность: 1,2,3 каналы 6с- - 2 В/см; 4 канал 0,8 В/см.
Полный ход линейного датчика перемещения S 90 мм.
Напряжение питания U 9 В
Чувствительность датчика U/S 0,1 В/мм.
Установленное, первоначальное опорное напряжение: Uar ОЛ ВДля -развертки на ширкну после записи сигнала с выхода устройства, реализующего способ, необходимый коэффициент усиления вычитающего устройства
6,j
0.1
32
По окончании процесса были получены следующие результаты.
По 3-му каналу линейного датчика: 45 мм хода машины соответствует 23 мм осциллограммы, таким образом 1 мм ди- аграммной ленты численно равен 2 мм хода машины} соггасно принятым в технике измерений к: дтериям точности (+1 единица счета) получ нм точность отсчета хода машины +2 MMJ припуск / на форсироБку составит 7 мм - 29%; прршуск на осадку 10 мм - 20% i рас- считать скорость форсировки практически невозможно, тем 6ojiee что точ0
5
5
0
5
0
5
Q g
ность регистрации не должна превышать ±5%.
По 4-му каналу сигнал, образованный в соответствии с данным способом: 1 мм хода маш1-шы записан на ширину диаграммной ленты, точность отсчета составит: мм/40 0,025 мм хода, дри скорости протяжки самописца 1 мм/с, скорость перемещения маш1-1Ны равна обратной вел гчнне количества секунд уложившихся Е период (от нуля до нуля). При скорости 0,2 мм/с, Т 5 с, V мм/5 с 0,2 мм/с. Аналогично производится расчет скорости и вел ичины перемещения для других этапов сварочного процесса.
Данньш способ был опробован также на сварочных машинах К190П,-К355А, оборудованных линейным датчиком перемещения, Б процессе эксплуатации способ контроля скорости перемещения показал высокую точность отсчета, что совместно с отмеченной ранее возможностью программирования процесса сварки позволило улучшить качество сварных соединений за счет более точного соблюдения заложенной программы.
Способ контроля может быть использован на всех сварочных машинах, оснащенных линейным датчиком перемещения, взамен применяющегося для контроля многооборотного потенциометра,
Форг-5ула изобретения
Способ контроля скорости и перемещения подвижной плиты стькозой сва рочной машины, при котором устанавливают начальную величтгку опорного сигнала и сравнивают ее с текущ:м значением выходного сигнала линейного датчика перемещения и при равенстве значений узсазанных сигналов формируют импульсы совпадения, формирующие сигнал на увеличение опорного сигнала на установленнута на- чальную велич шу, и вновь полученное значение опорного сигнала используют в очередном цикле сравнения с текущим значением выходного сигнала линейного датчика перемещения, отличающийся тем, что, с целью повышения точности конт- .роля, величину выходного С;1гнала, ха- ,рактеризующего величину пг ремещения, получают в виде алгебра -ческой суммы текущего значения выходного сигЛ вм.
(Pw.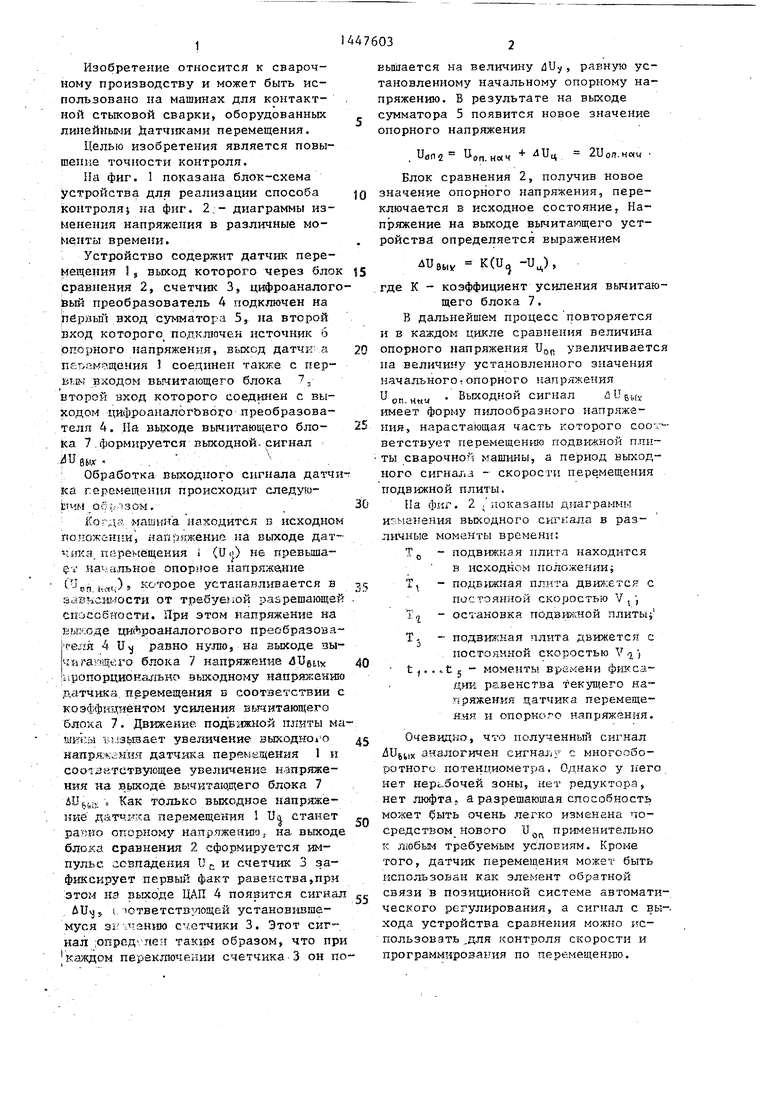
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Устройство для контроля скорости осадки при контактной стыковой сварке | 1981 |
|
SU963760A1 |
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| Электромеханический датчик линейных перемещений | 1990 |
|
SU1819201A3 |
| Устройство автоматического управления процессом контактной стыковой сварки оплавлением | 1989 |
|
SU1685657A1 |
| Устройство для управления машиной контактной стыковой сварки оплавлением | 1985 |
|
SU1255337A1 |
| Датчик величины и скорости перемещения при контактной стыковой сварке | 1984 |
|
SU1175643A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Устройство управления машиной для контактной стыковой сварки оплавлением | 1989 |
|
SU1731528A2 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2433895C1 |
Изобретение относится к области сварочного производства и может быть использовано на машинах для контактной- стыковой сварки, оборудованных линейными датчиками перемещения.Цель- повышение точности контроля. Для этого сравнивают установленное опорное напряжение с выходным напряжением датчика перемещения. При равенстве их значений формируют импульс совпадения. Опорное напряжение увеличивают на вeл rчинy установленного начального опорного напряжения, а выходной сигнал, соответствующий переме- щен5да подвижной плиты, получают в виде алгебраической суммы текущего значения сигнала датчика перемещения и вновь полученного значения опорного сигнала. По длительности периода выходного сигнала определяют величину скорости подвижной плиты стыковой сварочной машины.Спо- соб обеспечивает повышенную точность соблюдения заложенной программы. 2 ил.
| Кончаловскйй В.Ю | |||
| Цифровые измерительные устройства | |||
| М.: Энерго- атомиздат, 1985, с | |||
| Парет П | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М.:, Мир, 1981, с | |||
| Деревянное стыковое скрепление | 1920 |
|
SU162A1 |
