1
Изобретение касается протягивания отверстий сложного профиля с большим объемом снимаемого металла в корпусных деталях.
Известны горизонтально-протяжные станки для протягивания профильных отверстий с устанавливаемым на рабочий стол изделием и несущие кассету для размещения протяжек.
Описываемый станок отличается от известных тем, что кассета выполнена в виде двух, соосно установленных по обе. стороны рабочего стола и синхронно поворачиваемых на определенный угол барабанов с размещенными на каждой позиции барабана направляющими для протяжек, каждая из которых в верхнем положении является продолжением направляющих станины.
Это позволяет повысить производительность, точность и уменьщить габариты станка.
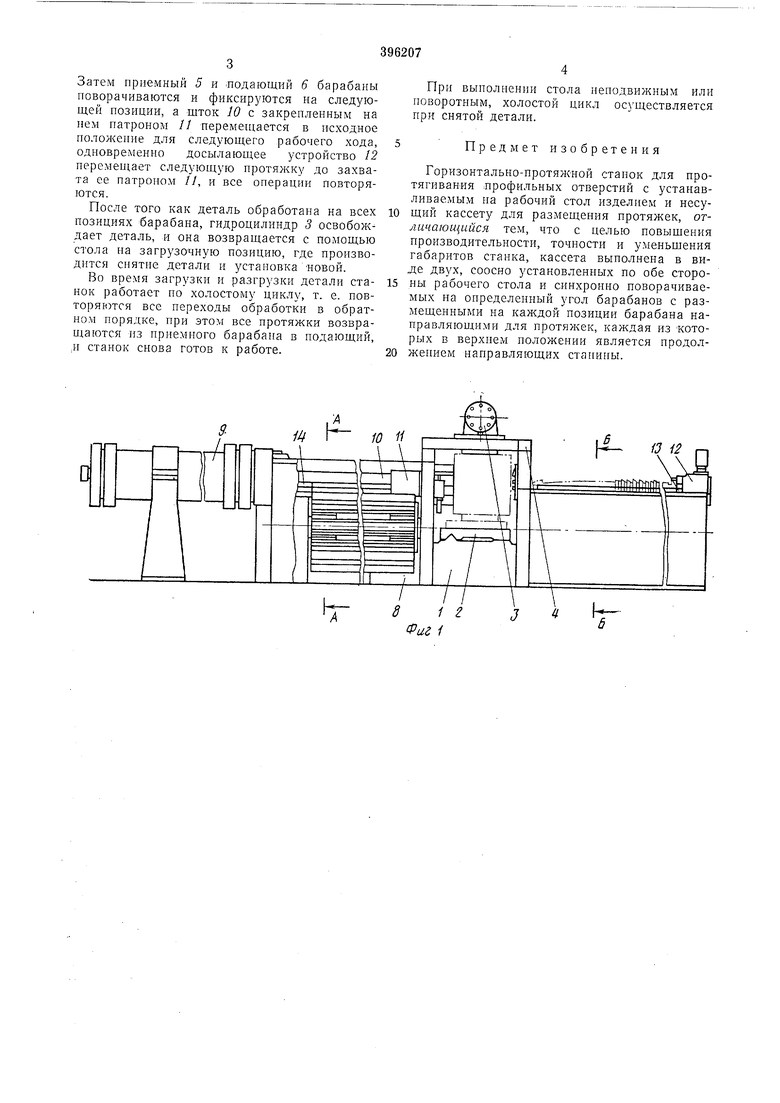
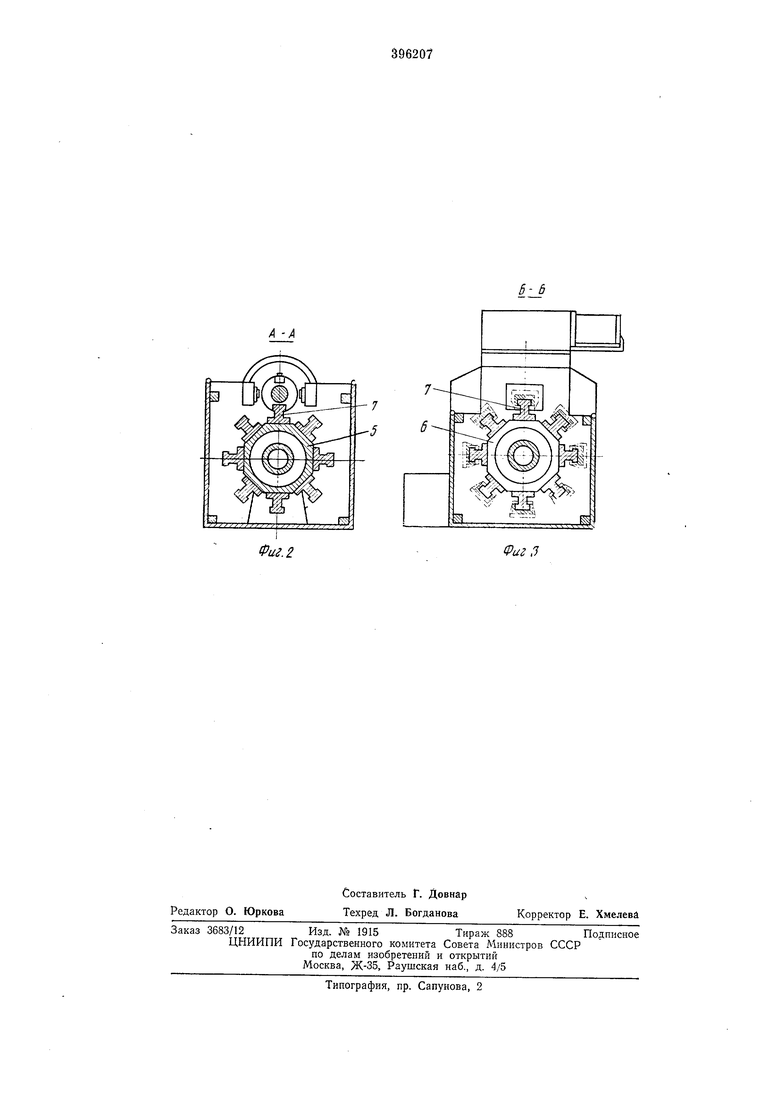
На фиг. 1 изображен предлагаемый станок, общий вид, с условно снятой частью передней стенки и без гидростанции; на фиг. 2-разрез по А-А на фиг. 1; на фиг. 3- разрез по Б-Б на фиг. 1.
На направляющих станины / установлен стол 2 с приспособлением для установки детали (стол может быть выполнен подвижным, поворотным или неподвижным в зависимости от требований к обрабатываемой детали). Для зажима детали в процессе обработки служит гидроцилиндр 3, закрепленный на
портале 4. По обе стороны стола установлены соосно приемный 5 и подающий 6 барабаны с направляющими 7 для размещения протяжек. Для поворота и фиксации барабанов
имеется специальное устройство 8. Рабочим органом станка является гидроцилиндр 9, на щтоке 10 которого закреплен патрон И для захвата протяжек. Станок имеет досылающее устройство 12 для ввода протяжек в
отверстие детали и для возвращения их в подающий барабан.
Направляющие 7 обоих барабанов (в рабочей позиции), направляющие 13 и /4 станины и адаптор для направления протяжки
в детали (если таковой имеется) установлены по одной прямой.
Деталь устанавливают в приспособление и вводят с помощью стола 2 в зону обработки, где она ориентируется по жестким упорам и
зал4имается с помощью гидроцилиндра 3, установленного на портале 4, через клиновое соединение. Затем досылающее устройство 12 перемещает протяжку до захвата ее патроном //, и начинается рабочий ход; досылающее устройство при этом отходит на исходную позицию и останавливается на направляющей 13. По окончании рабочего хода протяжка расцепляется с патроном и фиксируется в приемном барабане, в патрон останавливается на направляющей 14 станины.
Затем приемный 5 и подающий 6 барабаны поворачиваются и фиксируются на следующей позиции, а шток 10 с закрепленным на нем патроном // перемещается в исходное положение для следующего рабочего хода, одновременно досылающее устройство 12 неремен1ает следующую протяжку до захвата ее патроном //, и все операции повторяются.
После того как деталь обработана на всех позициях барабана, гидроцилиндр 3 освобождает деталь, и она возвращается с помощью стола па загрузочную позицию, где производится снятне деталн и установка иовой.
Во время загрузкн и разгрузки детали станок работает по холостому циклу, т. е. повторяются все переходы обработки в обратном порядке, при этом все протяжки возвращаются из приемного барабана в подающий, JI станок снова готов к работе.
При выполнении стола неподвижным или поворотным, холостой цикл осуществляется при снятой детали.
Предмет изобретения
Горизонтально-протяжной станок для протягивания лрофильных отверстий с устанавливаемым на рабочий стол изделием и несущий кассету для размещения протяжек, отличающийся тем, что с целью повыщения производительности, точности и уменьшения габаритов станка, кассета выполнена в виде двух, соосно установленных по обе стороны рабочего стола и синхронно поворачиваемых па определенный угол барабанов с размещенными на каладой позиции барабана направляющими для протяжек, каждая из которых в верхнем положении является продолжением направляющих станины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для протягивания внутренних поверхностей | 1982 |
|
SU1021558A1 |
| Вертикально-протяжный станок для внутреннего протягивания с автоматической сменой инструмента | 1981 |
|
SU1055005A2 |
| Вертикально-протяжный станок для внутреннего протягивания с автоматической сменой инструмента | 1979 |
|
SU775932A1 |
| Горизонтально-протяжной станок для обработки внутренних поверхностей | 1981 |
|
SU1002110A1 |
| Вертикально-протяжной станок | 1981 |
|
SU1006111A1 |
| ВЕРТИКАЛЬНО-ПРОТЯЖНОЙ СТАНОК | 1972 |
|
SU343792A1 |
| ГОРИЗОНТАЛЬНО-ПРОТЯЖНОЙ сТАиок для ОБРАБОТКИ | 1973 |
|
SU365219A1 |
| Протяжной станок | 1981 |
|
SU1161285A1 |
| Протяжной станок | 1980 |
|
SU1004025A1 |
| ГОРИЗОНТАЛЬНО-ПРОТЯЖНОЙ СТАНОК для ВНУТРЕННЕГО | 1970 |
|
SU275665A1 |
А -А
