(5) ГОРИЗОНТАЛЬНО-ПРОТЯЖНОЙ СТАНОК ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ
1
Изобретение относится к области станкостроения, а именно к станкам для протягивания отверстий в деталях различной геометрической формы.
Известен горизонтально-протяжной станок для обработки внутренних поверхностей, содержащий вспомога тельную каретку с патроном, установленную на станине с возможностью перемещения и связанную посредством штанги с корпусом устройства для поддержания протяжки, выполненного в виде размещенного в корпусе подпружиненного рычага, несущего ролики, а также механизм фиксации протяжки Cl .
Недостатком известного стлнка является то, что для снятия и установки протяжки применяются обычные автономные грузоподъемные средства. Использование автономных грузоподъемных средств для снятия и установки протяжек в условиях индивидуального и мелкосерийного производства снижает производительность труда. При этом средства захвата протяжек быстро изнашиваются, поскольку протяжку берут-, как правило, за наружную поверхность, на который имеются острые режущие кромки. Кроме этого, ролики устройства для поддержания протяжки также быстро изнашиваются об режущую часть протяжки.
Целью изобретения является повышение производительности протяжного :станка путем автоматизации смены протяжек.
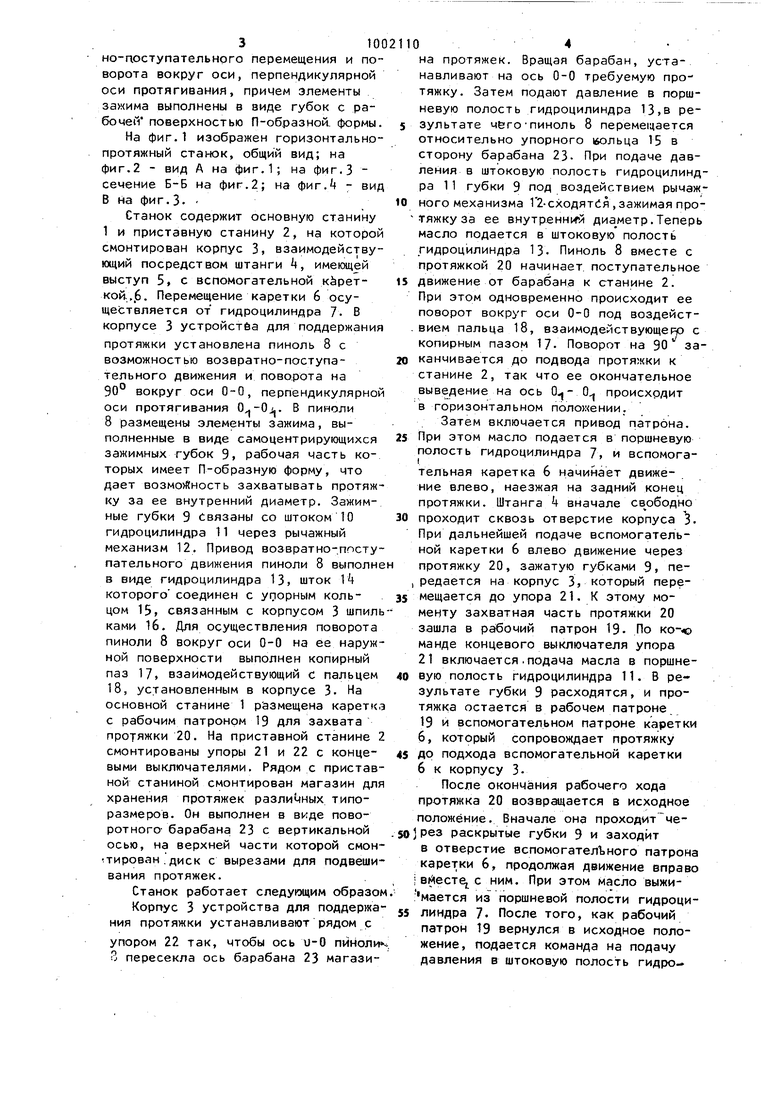
Цель достигается тем, цто в горизонтально-протяжном станке для обработки внутренних поверхностей, содержащем вспомогательную каретку с патроном, установленную на станине с возможностью перемещения и связанную посредством штанги с корпусом устройства для поддержания протяжки, последнее выполнено в виде несущей элементы зажима пиноли, установленной в корпусе с возможностью возвратно-аоступательного перемещения и поворота вокруг оси, перпендикулярной оси протягивания, причем элементы зажима выполнены в виде губок с рабочей поверхностью П-образной. формы. На фиг.1 изображен горизонтальнопротяжный станок, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З сечение Б-Б на фиг.2; на фиг.4 - вид В на фиг.З. Станок содержит основную станину 1 и приставную станину 2, на которой смонтирован корпус 3, взаимодействующий посредством штанги 4, имеющей выступ 5, с вспомогательной кйреткой..,6. Перемещение каретки 6 осуществляется от гидроцилиндра 7. В корпусе 3 устройстба для поддержания протяжки установлена пиноль 8 с возможностью возвратно-поступательного движения и поворота на 90° вокруг оси 0-0, перпендикулярной оси протягивания . В пиноли 8 размещены элементы зажима, выполненные в виде самоцентрирующихся зажимных губок 9, рабочая часть которых имеет П-образную форму, что дает возможность захватывать протяжку за ее внутренний диаметр. Зажимные губки 9 Связаны со штоком 10 гидроцилиндра 11 через рычажный механизм 12. Привод возвратно-поступательного пиноли 8 выполне в виде гидроцилиндра 13, шток k которого соединен с угюрным кольцом 15, связанным с корпусом 3 шпиль ками 16. ,Цяя осуществления поворота пиноли 8 вокруг оси 0-0 на ее наружной поверхности выполнен копирный паз 17, взаимодействующий с пальцем 18, установленным в корпусе 3. На основной станине 1 размещена каретк с рабочим патроном 19 для захвата протяжки 20. На приставной станине смонтированы упоры 21 и 22 с концевыми выключателями. Рядом с пристав ной станиной смонтирован магазин для хранения протяжек различных типоразмеров. Он выполнен в виде поворотного- барабана 23 с вертикальной осью, на верхней части которой смон тирован.диск с вырезами для подвеши вания протяжек. Станок работает следующим образо Корпус 3 устройства для поддержа ния протяжки устанавливают рядом с упором 22 так, чтобы ось и-0 пйноли 3 пересекла ось барабана 23 магазина протяжек. Вращая барабан, устанавливают на ось 0-0 требуемую протяжку. Затем подают давление в поршневую полость гидроцилиндра 13,в результате чегопиноль В перемещается относительно упорного кольца 15 в сторону барабана 23. При подаче давления в штоковую полость гидроцилиндра 11 губки 9 под воздействием рычажного механизма Г2-сходят(я,зажимая протяжку за ее BHyTpeHHkfM .Теперь масло подается в штоковую полость гидроцилиндра 13. Пиноль 8 вместе с протяжкой 20 начинает, поступательное движение от барабана к станине 2. При этом одновременно происходит ее поворот вокруг оси 0-0 под воздействием пальца 18, взаимодействующерр с копирным пазом 17. Поворот на 90 заканчивэется до подвода протяжки к станине 2, так что ее окончательное выведение на ось происходит в горизонтальном положении. Затем включается привод патрона. При этом масло подается в поршневую полость гидроцилиндра 7, и вспомогательная каретка 6 начинает движение влево, наезжая на задний конец протяжки. Штанга k вначале св ободно проходит сквозь отверстие корпуса . При дальнейшей подаче вспомогательной каретки 6 влево движение через протяжку 20, зажатую губками 9 передается на корпус 3 который перемещается до упора 21. К этому моменту захватная часть протяжки 20 зашла в рабочий патрон 19. По ко-о манде концевого выключателя упора 21 включается.подача масла в поршневую полость гидроцилиндра 11. В результате губки 9 расходятся, и протяжка остается в рабочем патроне. 19 и вспомогательном патроне каретки 6, который сопровождает протяжку до подхода вспомогательной каретки 6 к корпусу 3. После окончания рабочего хода протяжка 20 возвращается в исходное положение. Вначале она проходит чеjрез раскрытые губки 9 и заходит в отверстие вспомогательного патрона каретки 6, продолжая движение вправо вместе,, с ним. При этом масло выжимается из поршневой полости гидроцилиндра 7. После того, как рабочий патрон 19 вернулся в исходное положение, подается команда на подачу давления в штоковую полость гидро5fцилиндра 11, в результате чего 9 смыкаются. Одновременно давление подается в штоковую полость гид цилиндра 7. При продолжении движени вспомогательной каретки 6 вправо конец протяжки, удерживаемой губкам 9 при неподвижном корпусе 3,выходит из отверстия патрона каретки 6.Корпус 3 устройства для поддержания протяжкиначинает движение после то го, как штанга выбирает холостой ход и упрется своим выступом 5 в уступ корпуса. Последний движется до.упора 22, концевой выключатель которого отключает привод подачи (гидроцилиндр 7) и подает команду на подачу давления в поршневую полость гидроцилиндра 13. Пиноль 8 движется к магазину протяжек, одновременно поворачиваясь вокруг оси 0-0, после чего протяжка устанавливается в магазин. В предлагаемом устройстве нет не обходимости в переналадке при использовании протяжек различной длин Любая протяжка захватывается на одном и том же расстоянии от ее захватной части, в соответствии с которым выставлен упор 21, положение которого отрегулировано так, чтобы обеспечить заход захватной части в рабочий патрон 19. Часть протяжки, выходящая из поддерживающей каретки .вправо, может быть различной длины в зависимости от которой будет боль ший или меньший холостой пробег всп могательного патрона каретки 6. 6 Такая конструкция станка обеспечивает возможность полной автоматизации протягивания отверстия, .включая процесс извлечения протяжки из магазина, ее установки на ось протягивания и ее возвращение на место хранения, что позволяет повысить производительност ь. Формула изобретения 1.Горизонтально-протяжной станок для обработки внутренних поверхностей, содержащий вспомогательную каретку с патроном, установленную на станине с возможностью перемещения и связанную посредством штанги с корпусам ... устройства для поддержания протяжки, о т л и ч а ю щ и и с я тем, что, с целью повышения производительности путем автоматизации смены протяжек, устройство для поддержания протяжки выполнено в виде несущей элементы зажима пиноли, установленной в корпусе с возможностью возвратно-поступательного перемещения и поворота во- круг оси, перпендикулярной оси протягивания. 2.Станок по п.1, о т л и ч а ющ и и с я тем, что элементы зажима выполнены в виде губок с рабочей поверхностью П-образной формы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 698731, кл. В 23 D 37М, 1977.
Фа2.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для протягивания внутренних поверхностей | 1982 |
|
SU1021558A1 |
| Вертикально-протяжный станок для внутреннего протягивания с автоматической сменой инструмента | 1981 |
|
SU1055005A2 |
| Вертикально-протяжный станок для внутреннего протягивания с автоматической сменой инструмента | 1979 |
|
SU775932A1 |
| ВЕРТИКАЛЬНО-ПРОТЯЖНОЙ СТАНОК | 1972 |
|
SU343792A1 |
| ГОРИЗОНТАЛЬНО-ПРОТЯЖНОЙ СТАНОК ДЛЯ ПРОТЯГИВАНИЯ ПРОФИЛЬНЫХ ОТВЕРСТИЙ | 1973 |
|
SU396207A1 |
| Вертикально-протяжной станок | 1976 |
|
SU575180A1 |
| Станок для деформирующего протягивания | 1985 |
|
SU1279802A1 |
| Вертикально-протяжной станок | 1980 |
|
SU965640A1 |
| Станок для деформирующего протягивания длинномерных труб | 1985 |
|
SU1276482A1 |
| Протяжной станок | 1991 |
|
SU1815018A1 |

-5
7
v
Фие.5
/7
иг.
