(1
Изобретопие относится к переработке поли, iB изделия и (МОЖет |быть использовано 1П|ри толучании листов большой ширины.
Известна плоокощелевая голойка к экструдеру для изготовления листовых полнмср.ных м.атериалов, содержащая оболреваемый корпус с |ка1налОМ для прохода расплава поли.меipa, Б iKOTOp oM с зазором устаиОВлеи юбте-каемый (профильный лкладьвш, и фор;мующ«е губки, образующие между собой .выходиую щель.
В описываемой головке вкладыш .вьиполнел в виде треугольной лластишы, большая лря1моли1нейная сторона которой расположеиа .параллельно .выходной щели 1ГОло1Бки, а две другие сторойы расположены симметрично относительно центральнай оси ГОЛ01В|Ки и обрааоваиы вопвутькми кривылш. Кроме того, в канале .головки .может быть установлено Неоколыко раоположеняых одна «ад другой треугольных пластин. Благодаря такп.м конструктивным отличиям 1ВЫра.В|НИваются скорости выхода расплава по всей ширине голов1КИ.
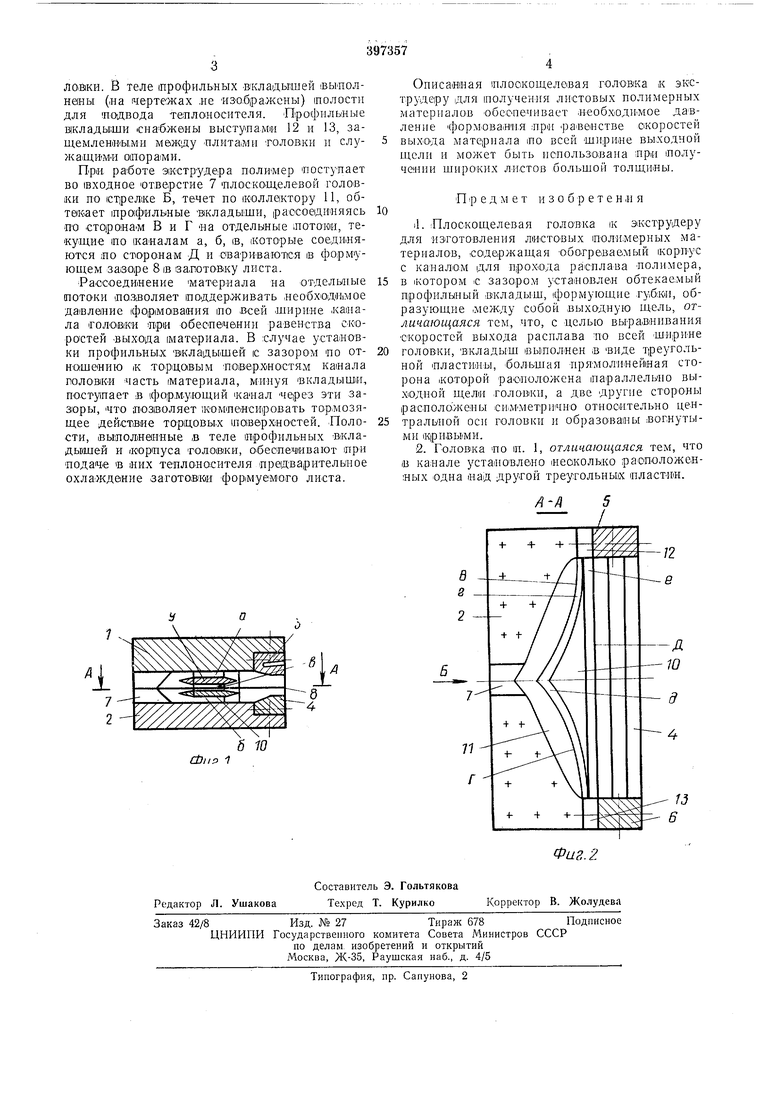
На фиг. 1 изображена предлагаемая плоокошелевая голов1ка .к экструдеру для получения листов из 1по.лиме|р0в, иоперечный разрез по центральной оси,; «а фиг. ,2 - разрез по А-А 1на фиг. 1.
Плоакощелевая 1головка к зкструдару для оолучения листов из .полимеров включает
обогреваемый корпус, состоящий 1из верхней 1 .и нижией 2 плит, стянутых болта;ми. В плитах головки выполнены полости (на чертежах не изображены) для подвода теплонооителя. ,К верхней 1 плите голонюи. пфепится упругая губка 3 с регулировочными винталш, а iK |Н1ижней 2 плите головки - жесткая -губка 4. Торцы канала голов кн закрыты боковина.ми 5 п 6. Канал Голов,ки образован выходным отверстием 7, плоскостью между верХ1ней I .и нижней 2 плитами голо.В:К11 и формующим зазором 8 ;Между губками 3 и 4. Между -1 и нижней 2 плитами .головки установлен распределитель потока полимера. Распределитель потока полимера выполнен в виде одной пли, нескольких расположенных iB канале головки один над другим обтекаемых полномером про.фильных «кладышей 9 и 10 в вшде треугольных пластин, которые образуют .между 1корпусОМ головки и между собой .каналы а, б и в, сообщающиеся по смоченному периметру профильных вкладышей 9 и 10 в плане по всей «л ширине, т. е. но сторонам В, Г, Д, .соединяющие
коллектор 11 и формующий .зазор 8. На .профильных .В:кладыщах выполнены скосы г, д, и е и они имеют в плане пря1молиней|ную сторону Д, параллельную выходно.й щели, и две вогнутые криволинейные стороны В п Г, сиадметричные относительно центральной оси го
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскощелевая экструзионная головка | 1985 |
|
SU1315338A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ РИФЛЕНЫХ ЛИСТОВ | 2002 |
|
RU2203184C1 |
| ПЛОСКОЩЕЛЕВАЯ ГОЛОВКА ЭКСТРУДЕРА | 1971 |
|
SU306967A1 |
| Устройство для изготовления бесконечной пленки из термопласта с цветной краевой полосой | 1983 |
|
SU1268100A3 |
| СПОСОБ ПОЛУЧЕНИЯ СТРУКТУРНОГО ПОЛИКАРБОНАТНОГО ЛИСТА | 2009 |
|
RU2422275C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ РЕЙКИ | 2010 |
|
RU2484959C2 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1390054A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ОБЛИЦОВОЧНОЙ РЕЙКИ | 2000 |
|
RU2189314C2 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО СТРОИТЕЛЬНОГО НАЛИЧНИКА | 2004 |
|
RU2266820C1 |
| Плоскощелевая экструзионная головка | 1972 |
|
SU519336A1 |
