Известна плоскощелевая головка экструдера, содержащая образованный верхней и плитами корпус с коллекторным каналом, на выходе которого установлена упругая деформируемая планка, и подвижные губки, образующие выходную формующую щель.
В корпусе описываемой головки вдоль его торцевых стенок выполнены обводные каналы, соединяющие коллекторный канал с питающим, благодаря чему устраняются застойные зоны.
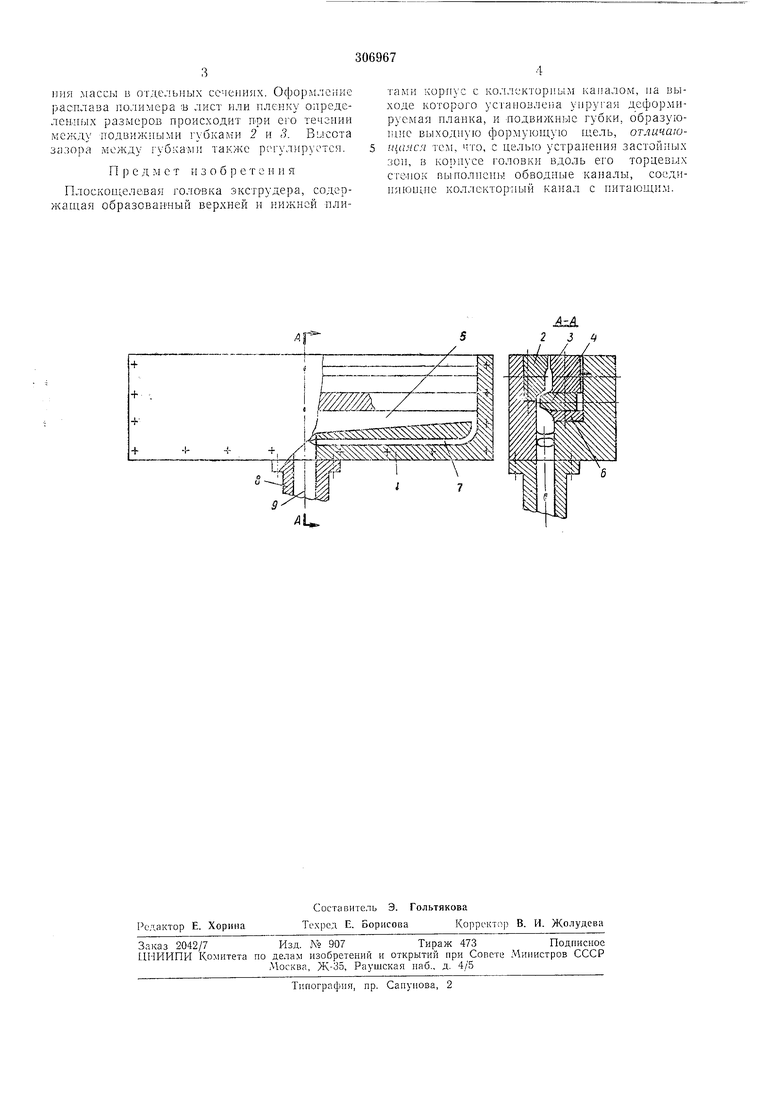
Конструкция головки показана па чертенке.
Плоскощелевая головка состоит из верхней и нижней плит / корпуса головки, соединенных между собой. Выходная формующая щель образована губками 2 и 3. Упругая деформируемая планка 4 установлена на выходе из распределительного коллектора 5 и служит для регулировки высоты проходного сечения канала головки. Переходной нож 6 обеспечивает плавное сочетание внутренней поверхности верхней плиты корпуса головки с упругой деформируемой планкой 4. Коллектор 5 в месте поворота потока материала у боковой стенки головки соединен с обводным каналом 7, который служит для дополнительного питания коллектора расплавом полимера. Плоскощелевая головка присоединяется к
червячно.му прессу (не показан) с помощью переходника S с питающим каналом 9.
При работе мащины расплав полп.мера, подготовленный пластицирующим органом, поступает по питающему каналу 9 переходника 8 в обводной канал 7 и коллектор 5. В коллекторе материал равномерно распределяется по всей ширине канала головки и поступает далее по направлению к выходной формующей
. У боковой стенки канала головки в .месте резкого поворота лотока материала создаетея опасность возникновения застойных зон и разложения термочувствительных материалов. Этому препятствует двилсение материала, поступающего в указанную зону из обводного «анала 7. На выходе из обводного капала создается поток, перпендикулярный осево.му перемещению материала в коллекторе, который, соединяясь с основным потоком
в коллекторе, заставляет материал непрерывно перемещаться у боковых стенок капала головки по направлепию к выходной пдели. Плавный переход без наличия застойных зон на выходе из коллектора обеспечивается устаковкой ножа 6. Для окончательного выравнивания скорости .потока по фронту выходной формующей щели капала головки упругая планка 4, деформацией которой изменяк.Т высоту проходного сечения канала головиия массы в отдельных сечениях. Офор.м. расплава полимера щ лист или пленку определенных размеров происходит Ири его течении между подвижными губками 2 и 3. ВыСота зазора между губкнми также рсмулируется.
П р е д мет и з о б р е т е н и я
Плоскон елевая 1оловка экструдера, содержащая образованный верхней и нижней плитами корпус с ко,: лектор11Ь1М каналом, на выходе которого установлена упругая деформируемая иланка, и -подвижные губки, образующие выходную формующую щ.ель, отличаюп(аяся тем, что, с целью устранения застойных зон, в корпусе головки вдоль его торцевых стСНок выполне1 ы обводные каналы, соеднниюнию коллекторпый канал с питающиль
| название | год | авторы | номер документа |
|---|---|---|---|
| ЩЕЛЕВАЯ ГОЛОВКА ЭКСТРУДЕРА» ГГ- V :•-i" if :. . '• ?&*^^j | 1972 |
|
SU327071A1 |
| Плоскощелевая головка для экструзии термопластов | 1974 |
|
SU493363A1 |
| Плоскощелевая экструзионная головка | 1985 |
|
SU1315338A1 |
| ЭКСТРУЗИОННАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКОЙ НИТИ ИЗ СИНТЕТИЧЕСКОГО СЫРЬЯ | 2011 |
|
RU2448831C2 |
| ПЛОСКО ЩЕЛЕВАЯ ГОЛОВКА | 1972 |
|
SU432001A1 |
| ЭКСТРУЗИОННЫЙ СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОЙ НИТИ ИЗ СИНТЕТИЧЕСКОГО СЫРЬЯ | 2011 |
|
RU2447995C2 |
| Экструзионная головка | 1970 |
|
SU332688A1 |
| Экструзионная плоскощелевая головка | 1986 |
|
SU1382653A1 |
| Плоскощелевая экструзионная головка для полимерных материалов | 1978 |
|
SU856830A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА | 1973 |
|
SU384682A1 |
