Изобретение может быть применено в онтической 1нромышленпости и ириборостроеиии.
Известен способ изготовления оптических деталей, включающий изготовление одного элемента детали, блокировку его на блокировочном приспособлении, жесткое соединение свободной поверхности, элемента с оправкой и удаление блокировочного приспособления.
Цель изобретения - устранение механической обработки рабочей поверхности элемента.
Это достигается тем, что блокировку элемента ведут на приспособлении с иоверхностью, соответствующей по геометрии поверхности и точности геометрии изготовляемому элементу, причем в процессе блокировки элемеит изгибают.
Сущность способа заключается в следующем.
У элемента детали обрабатывают одну поверхность до достижения требуемой чистоты ее. Затем ею он блокируется с деформацией на поверхности пористого, пропитаиного жидкостью блокировочного приспособления.
После этого в деформированную заготовку (поверхность заготовки -и приспособления полностью совпадают, т. е. поверхность заготовки принимает форму заданной поверхности детали) фиксируют в этом положении путем наклейки на ее свободную поверхность другого элемента детали (оправки), и б.токировочное приспособление удаляют. Жесткость оправки должна обеспечивать
неизменность состояния, принятого первым элементом на блокировочном нриспособленш до склейки.
Толщина деформируемого элемента детали, геометрия его поверхностей лимитируется
только возможностью деформации элемента на требуемую величину.
Для уменьшения разиотолщииности клеящего слоя, а следовательно, повышения стабильности детали, предусмотрен-а обработка
второй поверхности блокируемого элемента в 1 омент, когда он находится в деформироваииом состоянии на ириспособлении, и поверхности второго элемента детали (оправки), которой он наклеивается на первый элемент,
до достижения тш плоскостей или сфер одинакового радиуса, но противоноложного знака.
При изготовлении оптических зеркал жесткая оправка может быть заменена на основание из затвердевших эпоксидных смол. В этом случае на наружную поверхность заблокированного элемента наливают слой эпоксидной смолы с отвердителем, после застывания которой образуется одна монолитная
деталь.
Толщина слоя смолы должна гарантировать неизменность поверхности заблокированного элемента после удаления блокировочного нрнспособления.
В слое смолы может быть размещена арматура для крепления детали в приборе.
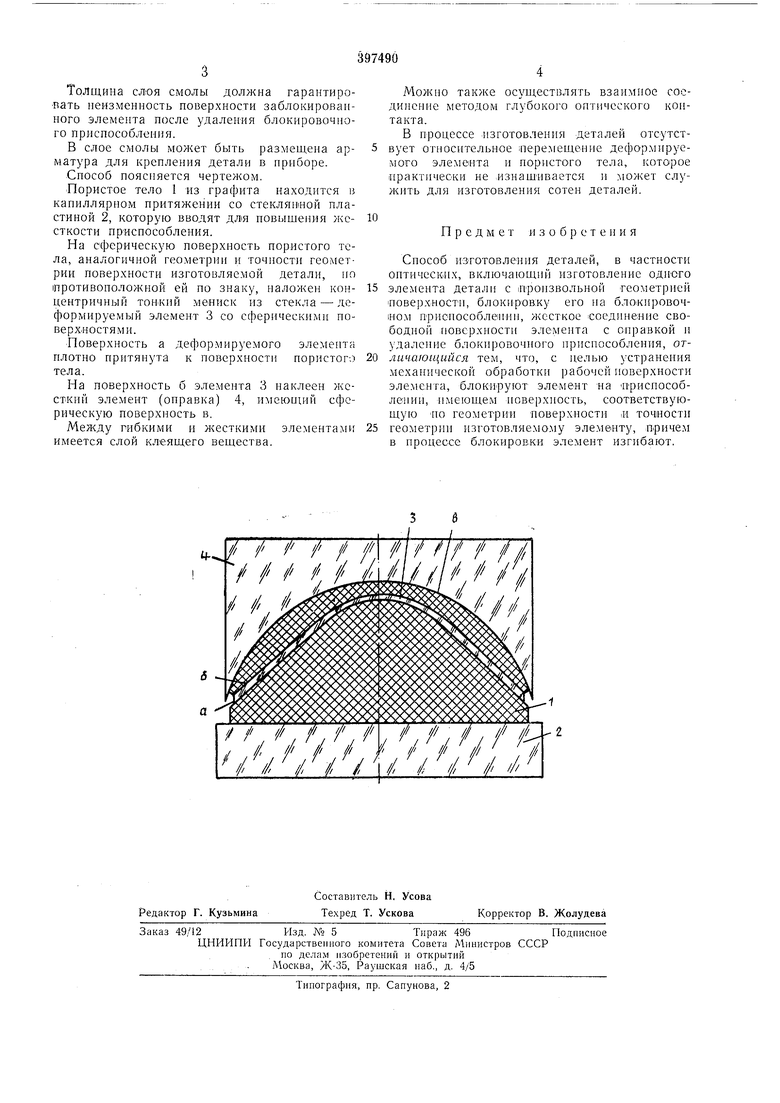
Снособ поясняется чертежом.
Пористое тело 1 из графита находится в капиллярном нритяжении со стекляи1ной пластнной 2, которую вводят ДЛ1Я новышення жесткостн приспособления.
На сферическую поверхность порнстого тела, аналогичной геометрнн и точности геометрии новерхиости изготовляемой детали, ио противоположной ей по знаку, иаложен концентричный тоИКий мениск из стекла - деформируемый элемент 3 со сферическими поверХНОстями.
Поверхность а деформируемого элемеита плотно притянута к поверхиостн пористого тела.
На поверхность б элемента 3 наклеен жесткнй элемент (онравка) 4, имеющий сферическую поверхность в.
Между гибкими и жесткими элементами имеется слой клеящего вещества.
Можно также осун-1,ествлять взаимное соединение методом глубокого оптического контакта.
В процессе изготовления деталей отсутствует относительное 1перемепдение дефОрмируемого элемента и пористого тела, которое практически не :изнашивается и может служить для изготовления сотен деталей.
Предмет н з о б р е т е н и я
Снособ изготовления деталей, в частности оитически.х, включающий изготовленне одного элемента детали с 1пронзвольной геометрнсй |поверхности, блокировку его на блокировочном Приоиособлеини, жесткое соединение свободной новерхности элемента с оправкой н удаление блокировочиого нриснособлеиия, отличающпйся тем, что, с нелью устранения механической обработки рабочей новерхности элемента, блокируют элемент на нриспособлеиии, имеющем иоверхность, соответствующую ПО геометрнн новерхности |И точности геометрнн изготовляемому элементу, п.риче.м в процессе блокировки элемент изгибают.
| название | год | авторы | номер документа |
|---|---|---|---|
| Термоизоляционная и герметичная составная стенка емкости для текучих сред,предпочтительно емкости для сжиженного газа | 1978 |
|
SU1242002A3 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОГО СЛОЯ ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВКИ КОМПОЗИТНОЙ ДЕТАЛИ | 2007 |
|
RU2425748C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ УГЛЕРОДНОГО ВОЛОКНА И КАРБОНИЗИРОВАННОЙ МАТРИЦЫ, В ЧАСТНОСТИ ТОРМОЗНЫХ ДИСКОВ | 1997 |
|
RU2211820C2 |
| СПОСОБ БЕЗДЕФОРМАЦИОННОЙ ФИКСАЦИИ ЗАГОТОВОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2021 |
|
RU2796031C1 |
| МЕХАНИЧЕСКИЕ БЛОКИРОВКИ ПАНЕЛЕЙ ПОЛА И ЗАГОТОВКА ШПУНТОВ | 2009 |
|
RU2524091C2 |
| Способ блокировки оптических деталей | 1987 |
|
SU1579737A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СНАБЖЕННОГО С ОБЕИХ СТОРОН ПОКРЫВАЮЩИМИ СЛОЯМИ СЕРДЕЧНИКОВОГО КОМПОЗИТА | 2009 |
|
RU2469861C2 |
| СПОСОБ ЗАЩИТЫ ОТ ОГНЯ ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2669429C1 |
| Способ получения асферической поверхности | 1977 |
|
SU659366A1 |
fi ТГ/ fW / / / / / /I/,
/ S
/ It
