Изобретение может быть использовано в приборостроении при изготовлении оптических деталей, в частности линзг в процессе крепления их заготовок к приспособлению для последующих операций шлифования и полирования„
Цель способа - повышение производительности процесса блокировки заготовок оптических деталей
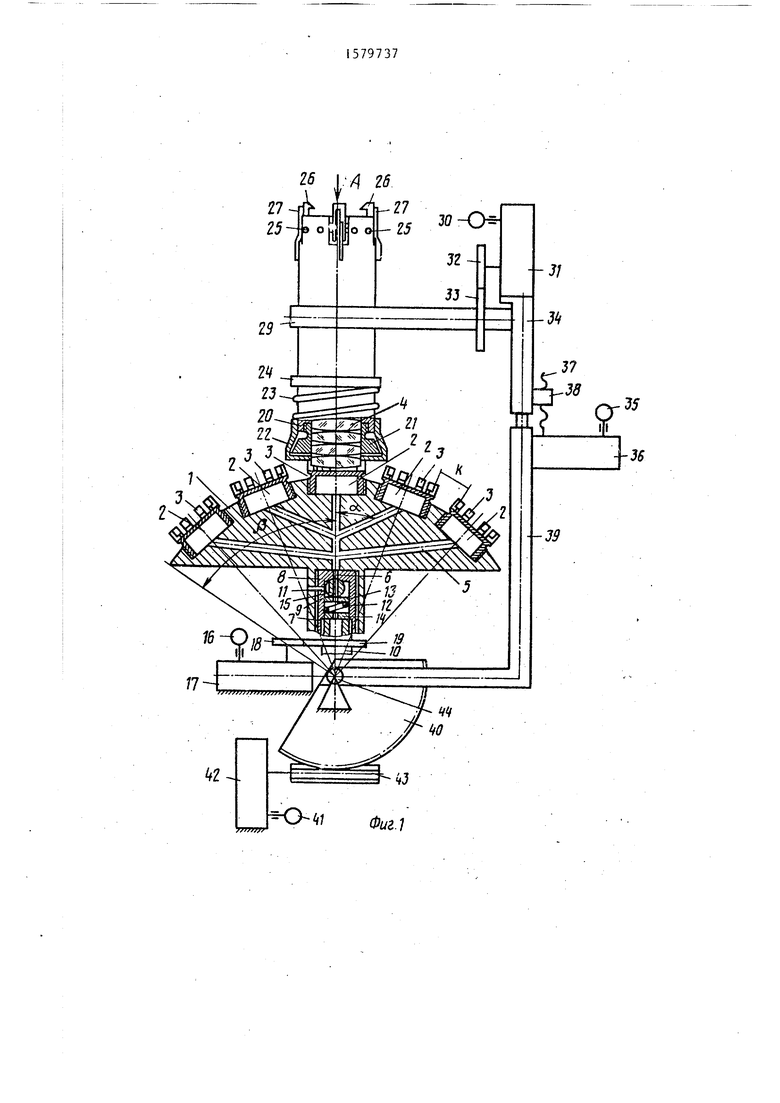
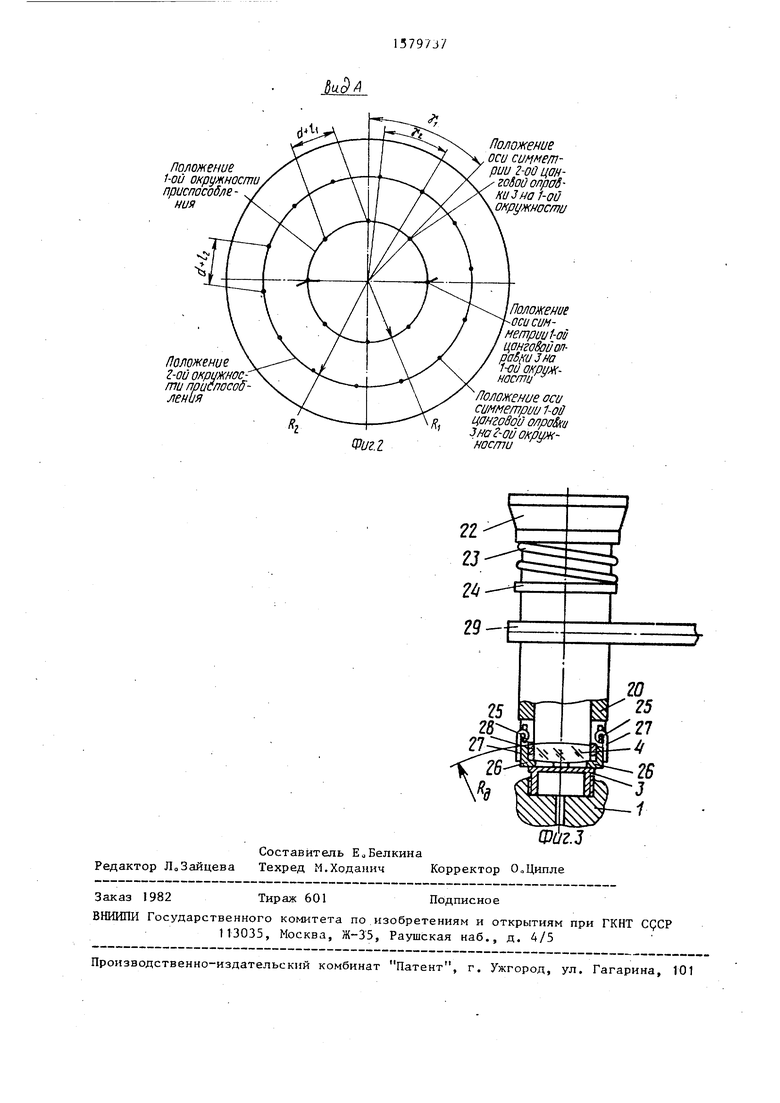
На изображено устройство для осуществления способа,общий вид,разрез; на фиг 2 - вид А на фиг. 1 (без накопителя, цанговых оправок и гнезд); на фиГс.3 - устройство после поворота накопителя на 180° вокруг оси, перпендикулярной оси его симметрии.,
Устройство содержит приспособление 1, в гнездах 2 которого установлены цанговые оправки 3 для крепления заготовок линз 4с При изготовлении приспособления 1 ось симметрии первого гнезда на каждой последующей окружности1 должна находиться в одной меридианной плоскости с осью симметрии последнего гнезда на предшествующей окружностио В приспособлении имеются каналы 5, посредством которых через отверстия 6 во втулке 7, канал 8 в шарике 9 и держатель 10 гнезда 2 соединяются с вакуумным насосом (не показан), а также отверстие 110 Шарик 9 с помощью пружины 12, верхней 13 и
сл 1
со С
нижней 14 шайб подпружинивается в сторону центрального канала в приспособлении 1 о В шарике имеется прямоугольный паз 15. Поворот приспособления 1 вокруг его оси симметрии осуществляется с помощью электродвигателя 16 через редуктор 17 и шестерни 18 и 19, Народном торце накопителя 20 установлена цанговая втулка 21, на которую надета конусообразная втулка 22, подпружиненная в сторону центра кривизны приспособления 1 посредством пружины 23 & Сила сжатия последней ре
нусообразная втулка 22 приходит в контакт с цанговой оправкой 3, которая задерживает ее дальнейшее поступательное перемещение, сжимает пружину 23 и позволяет разжаться цанговой втулке 21, в результате чего одна из деталей 4 освобождается от фиксации в накопителе 20 и поступает в цанговую оправку 30 После этого с помощью электродвигателя 35, редуктора 36, винта 37 и гайки 38 накопитель 20 смещают в направлении от центра сферической поверхности приспособления
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для накатки кольцевых канавок на сильфонных трубках-заготовках | 1979 |
|
SU774685A1 |
| Машина для накатки кольцевых канавок на сильфонных трубках-заготовках | 1989 |
|
SU1625548A1 |
| Минипулятор | 1990 |
|
SU1743849A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| Загрузочно-разгрузочное устройство | 1987 |
|
SU1563893A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| ИНСТРУМЕНТАЛЬНАЯ ОПРАВКА ДЛЯ РЕЖУЩИХ ГОЛОВОК | 2014 |
|
RU2654904C2 |
| МОДУЛЬНАЯ РЕЖУЩАЯ ГОЛОВКА | 2014 |
|
RU2649710C2 |
| Многопозиционное захватное устройство | 1981 |
|
SU994254A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
Изобретение относится к технологии обработки оптических деталей и может быть использовано в приборостроении при изготовлении линз. Цель - повышение производительности процесса блокировки, за счет автоматизации установки, снятия и переориентации этих деталей. Детали устанавливают на посадочные места приспособления с помощью накопителя. Накопитель устанавивают с возможностью вращения вокруг центра сферической поверхности деталей. Приспособление поворачивают вокруг его оси симметрии, проходящей через центр сферической поверхности детали на угол, величина которого зависит от диаметра детали, радиуса ее обрабатываемой поверхности и расстояния между цилиндрическими поверхностями деталей на M-й окружности приспособления. Производят установку деталей на M-й окружности. Поворачивают накопитель в меридианной плоскости на угол, величина которого зависит от диаметра детали, радиуса ее обрабатываемой поверхности и расстояния между цилиндрическими поверхностями деталей на приспособлении в меридианной плоскости. Устанавливают детали на (M + 1)-й окружности приспособления. 3 ил.
гулируется кольцом 240 На втором кон- ,, 1, что позволяет пружине 23 смесить
це накопителя на осях 25 закреплены четыре рычага 26, подпружиненные в сторону оси симметрии накопителя пружинами 27о Здесь установлено ограничительное кольцо 28. Накопитель 20 посредством держателя 29, электродвигателя 30, редуктора 31 и шестерен 32 и 33 вращается вокруг оси, перпендикулярной его оси симметриио Держатель 29 закреплен в стойке 34, которая с помощью электродвигателя 35, редуктора 36, винта 37 и гайки 38 может совершать возвратно-поступательные перемещения относительно рычага 39. Рычаг 39 закреплен на зубчатом секторе 40 и вместе с ним посредством электродвигателя 41, редуктора 42 и червяка 43 может совершать вращательные движения в меридианной плоскости вокруг оси 44, совпадающей с центром сферической поверхности обрабатываемой детали.
Способ осуществляют следующим образом.
Приспособление 1 закрепляют на держатель 10 таким образом, чтобы ось его симметрии, а также оси симметрии накопителя 20 и первой цанговой оправки 3 на первой окружности приспособления находились в одной плоскости,, Затем поворотом зубчатого сектора 40 вместе с рычагом 39, стойкой 34 и держателем 29, что осуществляется с помощью электродвигателя 41, редуктора 42 и червяка 43, ось симметрии накопителя 20 совмещают с осью симметрии цанговой оправки 3, расположенной на вершине приспособления 1, после чего посредством электродвигателя 35, редуктора 36, винта 37 и гайки 38 через стойку 34 и держатель 29 накопитель 20 смещают в направлении к центру сферической поверх ности приспособления 10 При этом ко-
20
25
30
35
40
45
50
55
конусообразную втулку 22 в противоположную сторону, которая сжимает цанговую втулку 21 и обеспечивает фиксацию оставшихся в накопителе 20 деталей 4. Затем включают электродви гатель 41, вращательное движекие которого через редуктор 42, червяк 43 зубчатый сектор 40, рычаг 39, стойку 34 и держатель 29 поворачивает накопитель 20 в меридианной плоскости во круг центра сферической поверхности обрабатываемой детали на угол 2 oi и совместив ось симметрии накопителя с осью симметрии первой цанговой оправки 3 на первой окружности приспособления 1, загружают цанговую оправ ку новой деталью 4 После этого совмещают ось симметрии накопителя 20 с осью симметрии второй цанговой оправки 3 на первой окружности приспособления 1, что достигается поворото приспособления 1 вокруг его оси симметрии на угол )Р m с помощью электро двигателя 16 через редуктор 17, шестерни 18 и 19, держатель 10 и втулку 7, и загружают цанговую оправку„
Данные операции повторяют до полной загрузки всех цанговых оправок на первой окружности приспособления 1, после чего ось симметрии накопителя 20 совмещают с осью симметрии первой цанговой оправки 3 на второй окружности приспособления и загружают все цанговые оправки на этой ок ружности
Выполнив полную загрузку приспособления 1 заготовками линз 4, соединяют каналы 5 этого приспособления с вакуумным насосом, для чего торцовым ключом с наконечником прямоуголь ного сечения (не показан), который через отверстие 11 вводят в прямоугольный паз 15 шарика 9, поворачива ют шарик 9 в сферических гнездах вту
0
0
5
0
5
0
5
конусообразную втулку 22 в противоположную сторону, которая сжимает цанговую втулку 21 и обеспечивает фиксацию оставшихся в накопителе 20 деталей 4. Затем включают электродвигатель 41, вращательное движекие которого через редуктор 42, червяк 43, зубчатый сектор 40, рычаг 39, стойку 34 и держатель 29 поворачивает накопитель 20 в меридианной плоскости вокруг центра сферической поверхности обрабатываемой детали на угол 2 oi и, совместив ось симметрии накопителя 20 с осью симметрии первой цанговой оправки 3 на первой окружности приспособления 1, загружают цанговую оправку новой деталью 4 После этого совмещают ось симметрии накопителя 20 с осью симметрии второй цанговой оправки 3 на первой окружности приспособления 1, что достигается поворотом приспособления 1 вокруг его оси симметрии на угол )Р m с помощью электродвигателя 16 через редуктор 17, шестерни 18 и 19, держатель 10 и втулку 7, и загружают цанговую оправку„
Данные операции повторяют до полной загрузки всех цанговых оправок 3 на первой окружности приспособления 1, после чего ось симметрии накопителя 20 совмещают с осью симметрии первой цанговой оправки 3 на второй окружности приспособления и загружают все цанговые оправки на этой окружности
Выполнив полную загрузку приспособления 1 заготовками линз 4, соединяют каналы 5 этого приспособления с вакуумным насосом, для чего торцовым ключом с наконечником прямоугольного сечения (не показан), который через отверстие 11 вводят в прямоугольный паз 15 шарика 9, поворачивают шарик 9 в сферических гнездах втулки 7 и верхней шайбы 13 до совмещени его канала 8 с отверстием 6 во втулке 7. При этом основания цанговых оправок 3 прогибаются в сторону центра кривизны приспособления I, что вызывает наклон их лепестков в направлении осей симметрии гнезд 2 и жестко фиксирует обрабатываемые детали 4 -в цанговых оправках 3 на приспособлении 1 о Затем поворачивают шарик 9 вправо или влево примерно на 90° и снимают приспособление 1 с держателя 10„
После обработки первой стороны деталей приспособление 1 повторно устанавливают на держатель 10 и поворачивают шарик 9 до совмещения его канала 8 с отверстиями 6 во втулке 7. При этом каналы 5 приспособления 1 соединяются с атмосферой, и лепестки цанговых оправок 3 освобождают обрабатываемые детали от жесткой фиксации Затем поворачивают накопитель 20 на 180° вокруг оси, перпендикулярной его оси симметрии, что осуществляется с помощью электродвигателя 30 через редуктор 31, шестерни 32 и 33 и держатель 29, совмещают его ось симметрии с осью симметрии цанговой оправки 3 на вершине приспособления I„ После этого включают электродвигатель 35 и смещают накопитель 20 в направлении к центру кривизны приспособления 1, в результате чего рычаги 26 нажимают своими скосами на деталь 4, поворачиваются на осях 25 в направлении от оси симметрии накопителя 20, сжимая пружины 27, входят между лепестками цанговой оправки 3 и после прохождения цилиндрической поверхности детали 4 под действием пружины 27 отклоняются в направлении к оси симметрии накопителя 20 и заходят своими отростками под обращенную в сторону цен- чивают накопитель
тра кривизны приспособления 1 по- ,. .
. кости на угол 2oi
верхность детали 4. Ограничительное
кольцо 28 служит для ограничения от7 кпонения рычагов 26 в направлении к оси симметрии накопителя 20 Затем включают электродвигатель 35 и смещают накопитель 20 вместе с зафиксиk - расстояние меж поверхностями дета 50 нии в меридианной ществляют установк окружности приспос
0
5
0
5
0
5
0
рованной рычагами 26 деталью 4 в направлении от центра кривизны приспособления 10 Производя соответствующие повороты накопителя 20 в меридианной плоскости вокруг центра кривизны приспособления 1 на угол 2оЈ и самого приспособления 1 вокруг его оси симметрии на угол m , выполняют аналогичные операции по объему всех деталей 4 с приспособлением 1 (при этом каждая последующая снятая с приспособления 1 деталь 4 смещает все предыдущие детали 4 вдоль оси симметрии накопителя 20 в направлении от центра кривизны приспособления 1), после чего с помощью электродвигателя 30 поворачивают накопитель 20 на 180° и загружают приспособление деталями 4 для обработки второй их стороны
Формула изобретения
Способ блокировки оптических деталей, при котором детали устанавливают на посадочные места наклеечного приспособления с помощью накопителя, установленного с возможностью вращения вокруг центра сферической поверх- ности обрабатываемых деталей, отличающийся тем, что, с целью повышения производительности процесса блокировки, приспособление поворачивают вокруг его оси симметрии, проходящей через центр сферической поверхности детали, на угол Xlm
- (-р-) где d RaM 1 соответстif
венно диаметр детали, радиус ее обрабатываемой поверхности и расстояние между цилиндрическими поверхностями детали на m-й окружности приспособления, установку детали производят на го-ю окружность, а затем поворачивают накопитель
,. .
кости на угол 2oi
в меридианной штос. ,d+k, arcsin (:Ј-) где
k - расстояние между цилиндрическими поверхностями деталей на приспособле- нии в меридианной плоскости, и осуществляют установку детали на (т-Н)-й окружности приспособления
27
thai
4J
#
Положение 1-ой окружности приспособления
Положение 2-ой окружности npucnocoff- мния
Фиг2
Фиг.З
Составитель Е„Белкина Редактор Л0Зайцева Техред М.Ходанич Корректор О.Ципле
Заказ 1982
Тираж 601
ВНИИПИ Государственного комитета по.изобретениям и открытиям при ГКНТ CQCP 113035, Москва, Ж-35, Раушская наб., д. 4/5
Положение оси симметрии 2-оо цон- го&оо оправки з на 1-ой окружности
Положение оси симметрии 1-OUиангоВойоп- рабхизна окружности
Положение оси симметрии 1-од цанговой олро&ц 3на г-ой окружности
Подписное
| Способ блокировки заготовок линз | 1985 |
|
SU1294579A1 |
