1
Известен стенд для сборки контрфорсной балки катодного кожуха алюминиевого электролизера, состоящий из двух стеллажей, оборудованных штанговыми толкателями, вертикальных стоек с укрепленными на них при помощи втулок поворотными планшайбами, шаблона и двух струбцин.
Предложенный стенд отличается тем, что на одном из стеллажей смонтирована коисольноповоротная рама, снабженная рычажно-винтовыми поворотными в вертикальной плоскости захватами для зажима собираемой контрфорсной балки но центру тяжести и ее разворота. Это позволяет вести безразметочную поточную сборку контрфорсной балки.
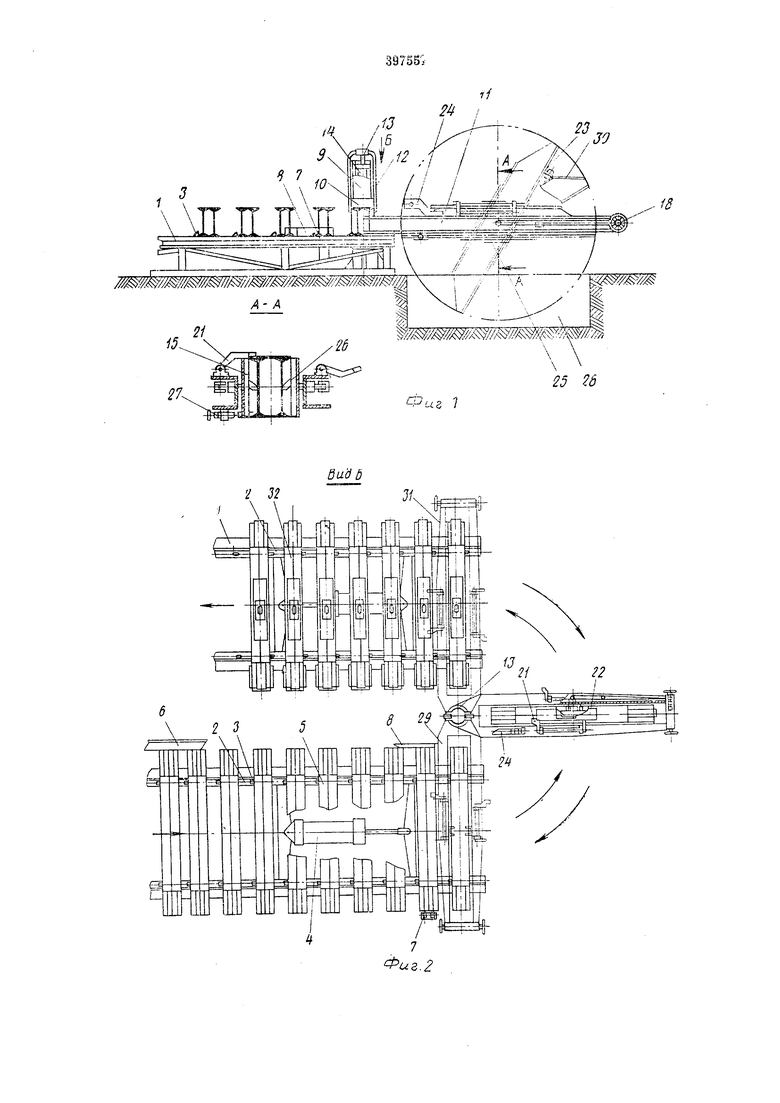
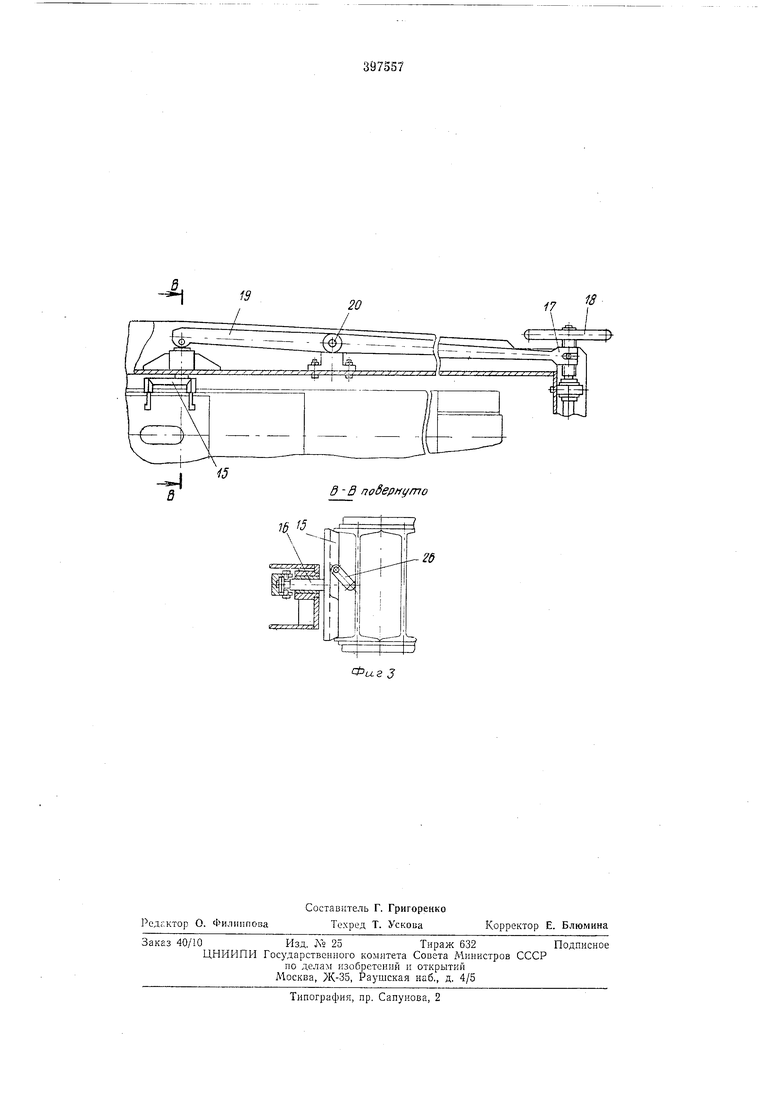
На фиг. 1 изображен предложенный стенд, вид сбоку и разрез по А-А; на фиг. 2 - то же, вид в плане; на фиг. 3 - рычажно-винтовой захват.
Стенд состоит из двух стеллажей 1, один из которых является заготовительным, а другой служит для контроля готовой продукции. Стеллажи оборудованы штанговыми толкателями 2 с утапливающимися упорами 3, возвратно-поступательно перемещающимися от пневмоцилиндров 4. Направление передачи изделия толкателями обозначено стрелками. Две двутавровые балки 5 являются основными деталями контрфорсной балки, которые
консольным кранол укладываются на стел1лаж до соприкосновения с упорами 6. Двутавровые балки соединяются в пары толкателями. Два двуплечн.х рычага 7 сдвигают балки до упора 8. В конце стеллажей установлена вертикальная стойка 9, выполненная нз трубы. На наружной новер.хности стойки укреплена направляющая втулка 10, являющаяся основанием и шарниром консольной рамы 11. Тягами 12 втулка креиится с поворотным узлом 13. в который своим штоком упирается установленный внутрн стойки 9 пневмоцилиндр 14. В средней части консольная рама оборудована двумя захватами 15, которые при помощи осей 16 могут поворачиваться в вертикальной плоскости. Захваты от винтового привода 17, штурвалов 18 и рычагов 19, действующих через шарнирную ось 20, могут сближаться и раздвнгаться собою в горизонтальной плоскости.
На консольной раме расположены два откидных шаблона 21. с помощью которых устанавливаются нн/княя и верхняя детали 22 контрфорсной балки. Для установки подвесного узла 23 контрфорсной балки на консольной раме имеется откидной шаблон 24, а для установки ребер 25 жесткости - откидные упоры 26. Для фнксацнн контрфорсной балки на кантователе :5 гоонзонтальном положении
он оборудован фиксатором 27. С помощью захватов 15, расположенных в центре тяжести контрфорсной балки, она может поворачиваться через центр на 360° в обе стороны. Для поворота в полу под стендом находится ниша 28.
Стенд работает следующим образом.
На стеллаж 1 до упора 6 парами с помощью крана укладываются двутавровые балки 5. При срабатывании цнлиндра 4 упоры 3 щтангового толкателя наталкиваются на эти балки и сдвигают их но направляющим стеллажам на один шаг в направлении, показанном стрелкой. При перемещении, балок до предпоследнего щага сборщик, потянув поочередно, за нижние концы рычагов 7, досылает их до упора 8, выравнив тем самым торцы. После этого балки сдвигаются еще на один щаг. Затем консольная рама 11 стенда поднимается пневмоцилиндром 14 вверх на весь ход подъема, поворачивается сборщиком до упора в положение 29 и опускается вниз. В результате две первые балки будут расположены внутри консольной рамы.
При вращении щтурвалов 18 рычаги 19, связанные с винтовым приводом 17, поворачиваясь вокруг осей 20, перемещают захваты 15 к центру и, заклиниваясь между полками балок, сжимают балки между собой. Далее сборщик поворачивает откидной щаблон 21 в положение, изображенное на фиг. 1, укладывает деталь 22 на балки до упоров щаблона, прихватывает ее к балкам электросваркой и затем откидывает щаблон в исходное положение. Консольная рама 11 поворачивается на 90° по радиусу вокруг стойки и располагается над нищей 28. Балки нажимом руки сборщика на один из концов поворачиваются через ось захватов 15 в вертикальное положение, откидываются упоры 26 на захватах. 15, монтируются ребра жесткости и прихватываются к балкам электросваркой. После этого собираемая контрфорсная балка разворачивается
еще на 90° и закрепляется от самопроизвольного поворота фиксатором 27. Откидывается второй щаблон 21, устанавливается но щаблону вторая деталь 22, прихватывается электросваркой и щаблон откидывается в первоначальное положение. Затем сдвигается на 90° щаблон 24, с помощью которого устанавливается и прихватывается подвесной узел 23. прожигается в балках центральное отверстие
и контрфорсная балка после расфиксации фиксатора 27 поворачивается еще на 90° для установки и прихватки еще двух ребер 25 жесткости. Для установки и прихватки деталей 30, располагаемых на скощенных участках контрфорсной балки, он поворачивается
в положение, обозначенное на фиг. 1 условно.
Следующей операцией является прорезка
второго центрального отверстия. После этого
контрфорсная балка считается полностью
собранной. Консольная рама в таком случае перемещается в пололсение 31, опускается с помощью пневмоцилиндра 14 вниз и контрфорсная балка щтурвалами 18 раскрепляется. Затем пневмоцилиндр 14 включается на
подъем и консольная рама 11 поворачивается в положение 29 для захвата следующих двух балок и т. д. Готовые контрфорсные балки 32 размещаются на стеллаже для нриемкн ОТК и последующей отправки на окончательную
сварку.
Предмет изобретения
Стенд для сборки контрфорсной балки катодного кожуха алюминиевого электролизера,
включающий стеллажи со щтанговыми толкателями и стойки, отличающийся тем, что, с целью осуществления безразметочной поточной сборки контрфорсной балки, на одном из стеллажей смонтирована консольно-поворотная рама, снабженная рычажно-винтовыми поворотными в вертикальной плоскости захватами для зажима собираемой контрфорсной балки по центру и ее разворота. шш шшш тт тш :тт§ //тт А-Аt us 7

| название | год | авторы | номер документа |
|---|---|---|---|
| 1 ЬС^СОЮЗНАП | 1973 |
|
SU380743A1 |
| СТЕНД ДЛЯ СБОРКИ ДВУТАВРОВОЙ БАЛКИ АНОДНОЙ РАМЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1973 |
|
SU368344A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU298453A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ СТЕРЖНЕЙ В МЕЛЬНИЦУ | 1970 |
|
SU277527A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ и РАЗГРУЗКИ МНОГОЯРУСНЫХ СТЕЛЛАЖЕЙ | 1972 |
|
SU327113A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| САМОМОНТИРУЮЩИЙСЯ БАШЕННЫЙ КРАН | 1973 |
|
SU387922A1 |
| ПРОЕКТНОЕ ПОЛОЖЕНИЕ | 1966 |
|
SU183920A1 |
| Способ сборки кузовов вагонов с рамами малой жесткости | 2022 |
|
RU2797221C1 |
| СБОРОЧНОЕ УСТРОЙСТВО С САМОУСТАНАВЛИВАЕМОЙОПОРОЙ | 1971 |
|
SU289188A1 |
|7К llr
